1
(21)4882517/33
(22) 20.08.90
(46) 23.09.92. Бюл. № 35
(71)Омский филиал Инженерно-технического центра по организации капитального строительстве и проектирования Объединения Росагропромстрой
(72)А.К.Герштейн и М.И.Пшевлоцкий
(56)Авторское свидетельство СССР № 952609, кл. В 28 В 17/00, 1981.
(54) УСТРОЙСТВО ДЛЯ УКЛАДКИ КИРПИЧА В ПАКЕТЫ ТИПА ЕЛКА
(57)Изобретение относится к промышленности строительных материалов и предназначено для формирования пакетов кирпича и т.п. изделий, в частности пакетов типа елка. Сущность изобретения: с обжиговой
вагонетки переносчик слоя укладывает кирпич на подающей конвейер, с которого стал- кивателем перемещается на стол с приводными подъемно-опускными секциями. При подъеме секций рамка с пневмозах- ватами, включаемыми по программе, снимает нужное количество рядов кирпича и перемещается кареткой в положение над поддоном. Для формирования четвертого, восьмого и одиннадцатого перевязочных рядов используют поворотные приводные зажимы, снимающие кирпич со средней секции стола, разворачивающие его и укладывающие снаружи слоя. Рамка с пневмозахватами имеет привод поворота, что позволяет укладывать наклонные слои кирпича сверху без скольжения кирпича по кирпичу. 18 ил.
со

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формирования кирпича пакетами типа "елка | 1981 |
|
SU952609A1 |
| Способ укладки штучных изделий в пакет и транспортная линия для его осуществления | 1978 |
|
SU887387A1 |
| УСТАНОВКА ДЛЯ САДКИ СЫРЦЫ-КИРПИЧА НА ПЕЧНУЮ ВАГОНЕТКУ | 1992 |
|
RU2043192C1 |
| Устройство для автоматизированной укладки в пакет прямоугольных изделий | 1977 |
|
SU740658A1 |
| Установка для укладки кирпича на печные вагонетки | 1979 |
|
SU893554A1 |
| Устройство для укладки кирпича в пакет типа "елка | 1977 |
|
SU890966A3 |
| Устройство для формирования садки изделий | 1980 |
|
SU939215A1 |
| Устройство для формирования садки изделий | 1978 |
|
SU779092A1 |
| Установка для перегрузки керамических изделий с сушильной вагонетки на обжиговую | 1981 |
|
SU994267A1 |
| Пакетоформирующая машина для штучных грузов | 1984 |
|
SU1239065A1 |




Изобретение относится к промышленности строительных материалов и предназначено для формирования пакетов кирпича и т.п. изделий, в частности пакетов типа елка.
Известно устройство для укладки кирпича в пакеты типа елка, содержащее переносчик слоя, конвейер транспортировки поддонов, механизм их подъема и опускания, расположенные симметрично по отношению к последнему подающие конвейеры, сталкиватели, формирователи слоя с приемными столами, установленными на направляющих каретками, приводами поворота и механизмами зажима изделий (1).
Недостатки известного устройства заключаются в низкой производительности и ненадежности работы из-за того, что укладка кирпича осуществляется скольжением по предварительно уложенному слою.
Цель изобретения - повышение производительности и надежности работы.
Поставленная цель достигается тем, что в устройстве для укладки кирпича в пакеты типа елка, содержащем переносчик слоя, конвейер транспортировки поддонов, механизм их подъема и опускания, расположенные симметрично по отношению к последнему подающие конвейеры, сталкиватели, формирователи слоя с приемными столами, установленными на направляющих каретками, приводами поворота и механизмами зажима изделий, конвейеры снабжены механизмами выравнивания рядов, каждый формирователь слоя - столом с приводными подъемно-опускными секцияXI
о
СА) ГО О
о
ми и смонтированными над ними переносчиками кирпича с поворотными в горизонтальной плоскости зажимами и толкателями, механизм зажима изделий выполнен в виде рамки и смонтированных на ней пневмозахватов, рамка шарнирно соединена с кареткой и приводами поворота, последние закреплены на каретках, каждый стол с приводными подъемно-опускными секциями контактирует с соответствующим приемным столом, торец которого примыкает к боковой части подающего конвейера, при этом столы и сталкиватели установлены соосно, а направляющие для кареток - горизонтально.
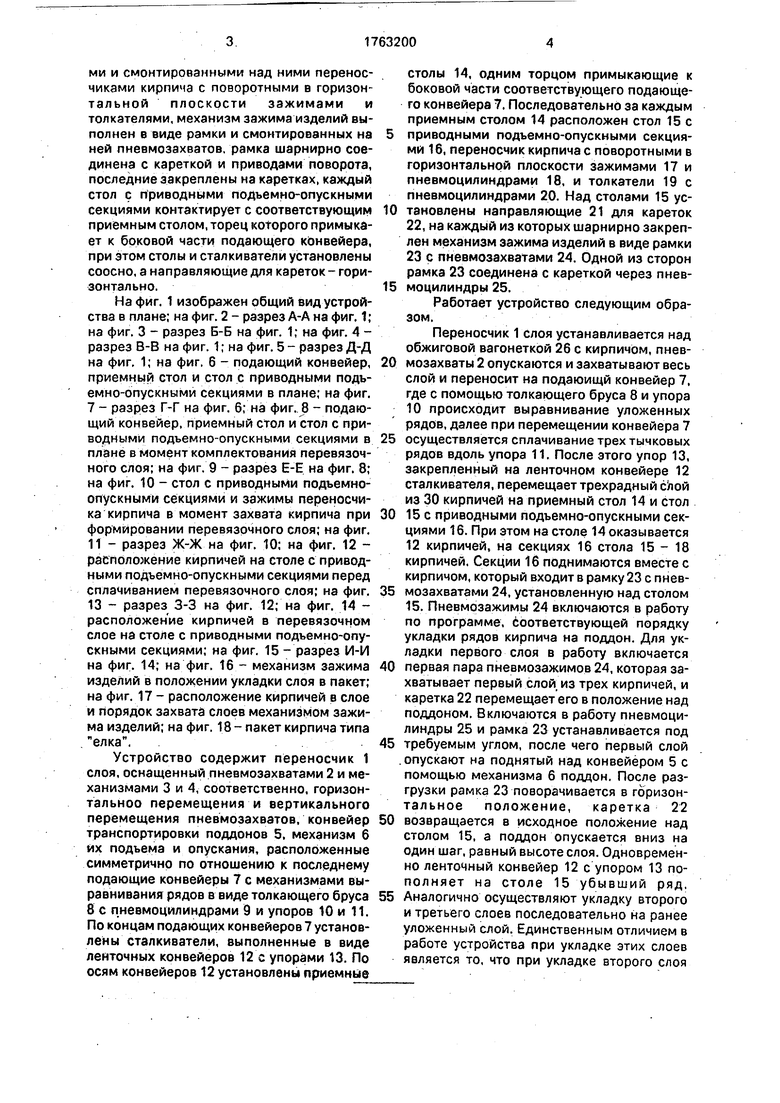
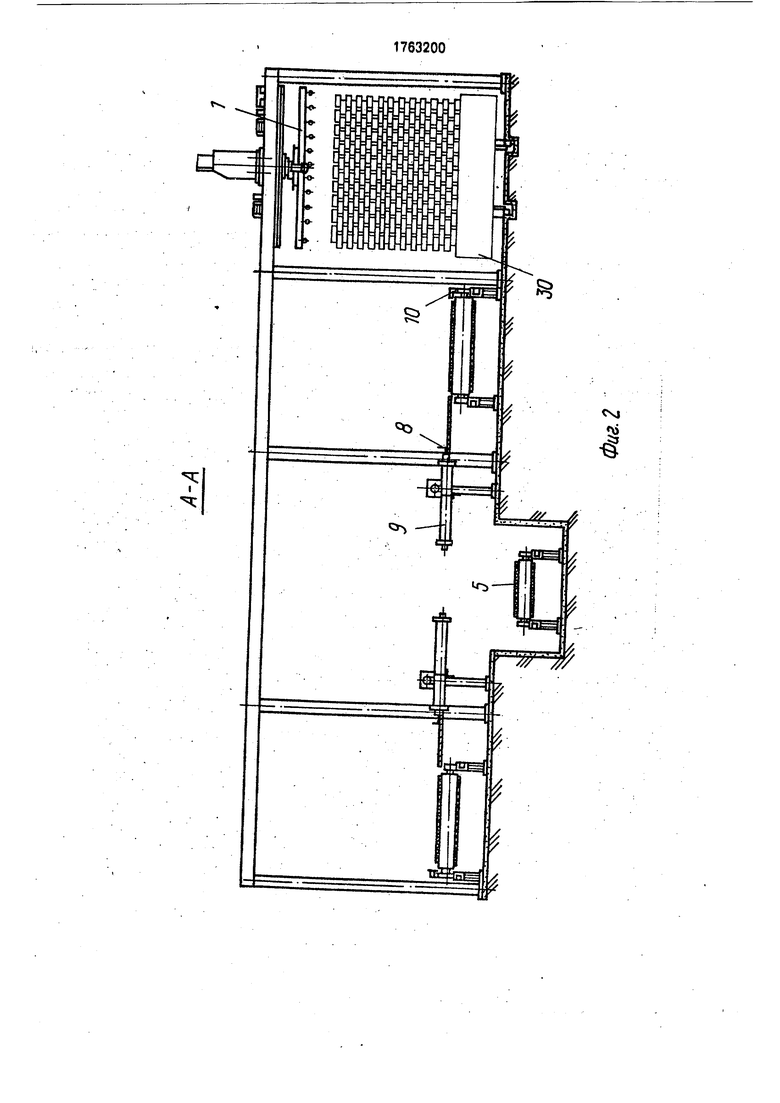
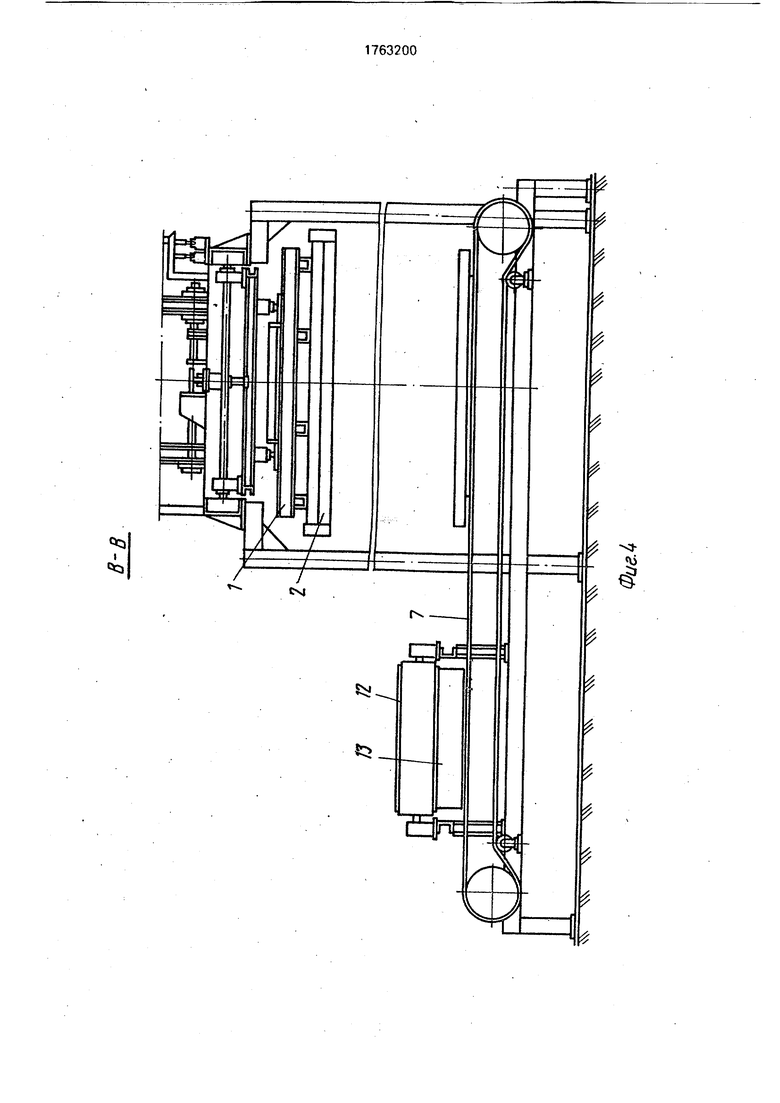
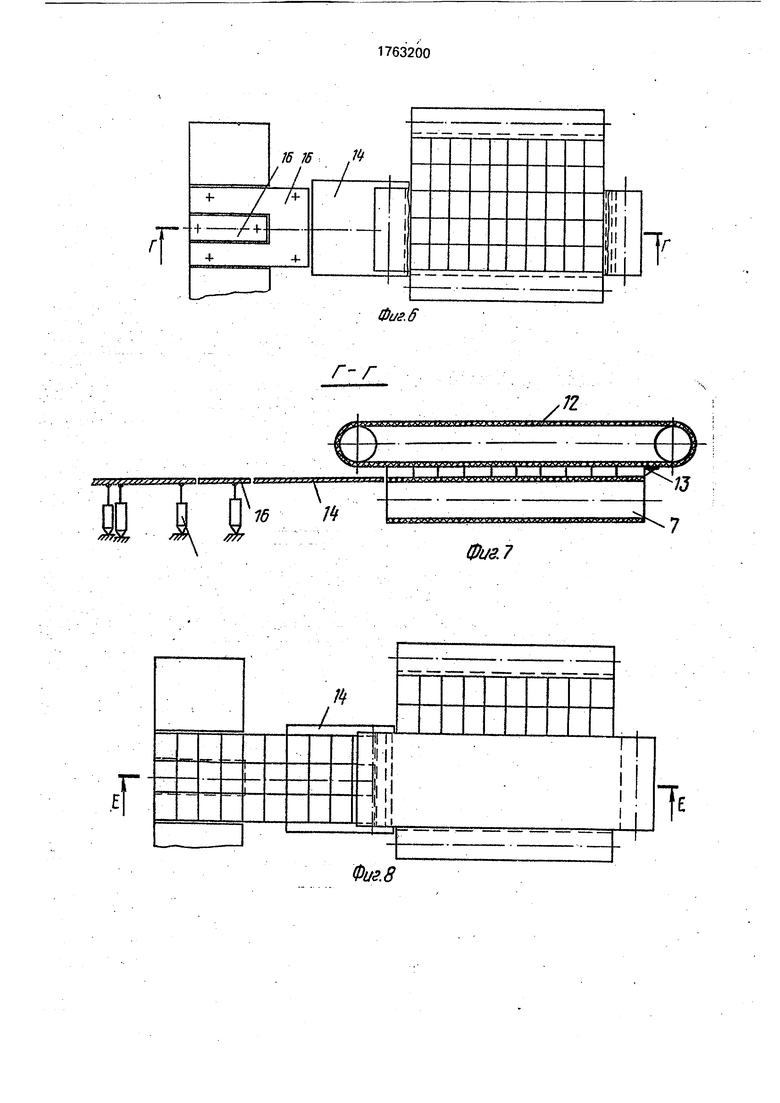
На фиг. 1 изображен общий вид устройства в плане; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - разрез Д-Д на фиг, 1; на фиг. 6 - подающий конвейер, приемный стол и стол с приводными подъемно-опускными секциями в плане; на фиг.
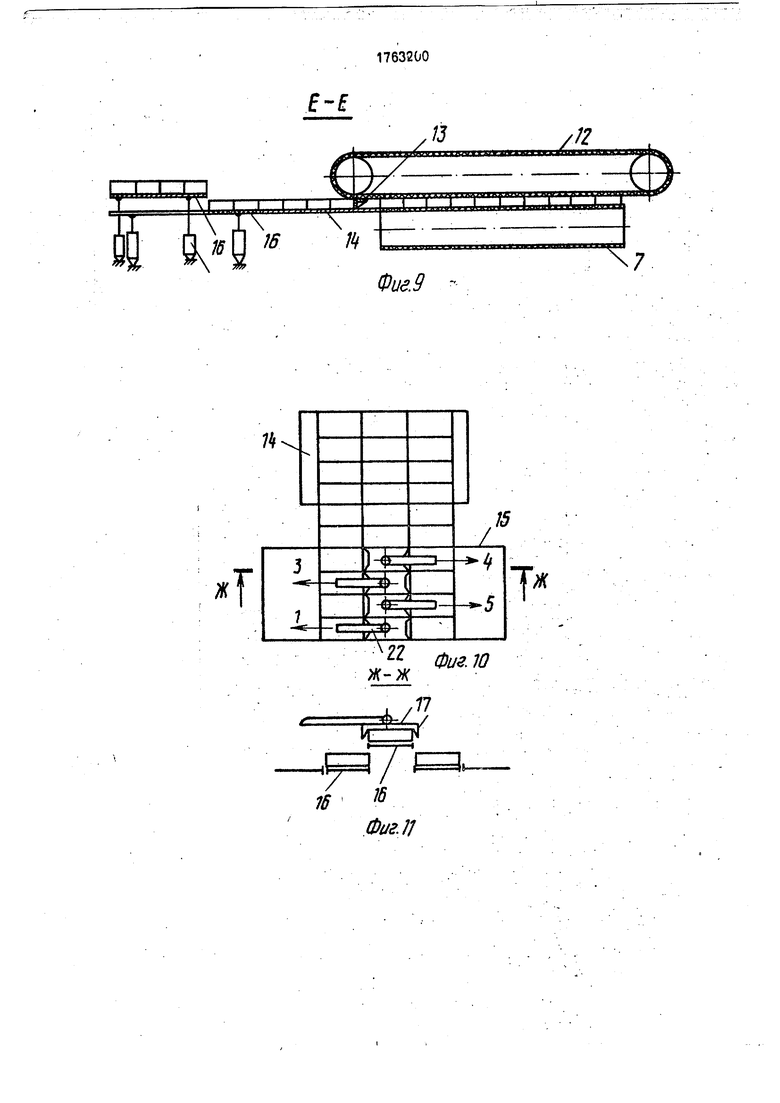
7- разрез Г-Г на фиг. 6; на фиг. 8 - подающий конвейер, приемный стол и стол с приводными подъемно-опускными секциями в плане в момент комплектования перевязочного слоя; на фиг, 9 - разрез Е-Е на фиг. 8; на фиг. 10 - стол с приводными подъемно- опускными секциями и зажимы переносчика кирпича в момент захвата кирпича при формировании перевязочного слоя; на фиг. 11 - разрез Ж-Ж на фиг. 10; на фиг. 12 - расположение кирпичей на столе с приводными подъемно-опускными секциями перед сплачиванием перевязочного слоя; на фиг. 13 - разрез 3-3 на фиг. 12; на фиг. 14 - расположение кирпичей в перевязочном слое на столе с приводными подъемно-опускными секциями; на фиг. 15 - разрез И-И на фиг. 14; на фиг. 16 - механизм зажима изделий в положении укладки слоя в пакет; на фиг. 17 - расположение кирпичей в слое и порядок захвата слоев механизмом зажима изделий; на фиг. 18 - пакет кирпича типа елка.
Устройство содержит переносчик 1 слоя, оснащенный пневмозахватами 2 и механизмами 3 и 4, соответственно, горизонтальное перемещения и вертикального перемещения пневмозахватов, конвейер транспортировки поддонов 5, механизм 6 их подъема и опускания, расположенные симметрично по отношению к последнему подающие конвейеры 7 с механизмами выравнивания рядов в виде толкающего бруса
8с пневмоцилиндрами 9 и упоров 10 и 11. По концам подающих конвейеров 7 установлены сталкиватели, выполненные в виде ленточных конвейеров 12 с упорами 13. По осям конвейеров 12 установлены приемные
столы 14, одним торцом примыкающие к боковой части соответствующего подающего конвейера 7. Последовательно за каждым приемным столом 14 расположен стол 15 с
приводными подъемно-опускными секциями 16, переносчик кирпича с поворотными в горизонтальной плоскости зажимами 17 и пневмоцилиндрами 18, и толкатели 19 с пневмоцилиндрами 20. Над столами 15 установлены направляющие 21 для кареток 22, на каждый из которых шарнирно закреплен механизм зажима изделий в виде рамки 23 с пневмозахватами 24. Одной из сторон рамка 23 соединена с кареткой через пневмоцилиндры 25.
Работает устройство следующим образом.
Переносчик 1 слоя устанавливается над обжиговой вагонеткой 26 с кирпичом, пневмозахваты 2 опускаются и захватывают весь слой и переносит на подаюищй конвейер 7, где с помощью толкающего бруса 8 и упора 10 происходит выравнивание уложенных рядов, далее при перемещении конвейера 7
осуществляется сплачивание трех тычковых рядов вдоль упора 11. После этого упор 13, закрепленный на ленточном конвейере 12 сталкивателя, перемещает трехрадный слой из 30 кирпичей на приемный стол 14 и стол
15 с приводными подъемно-опускными секциями 16. При этом на столе 14 оказывается 12 кирпичей, на секциях 16 стола 15-18 кирпичей. Секции 16 поднимаются вместе с кирпичом, который входит в рамку 23 с пневмозахватами 24, установленную над столом 15. Пневмозажимы 24 включаются в работу по программе, соответствующей порядку укладки рядов кирпича на поддон. Для укладки первого слоя в работу включается
первая пара пневмозажимов 24, которая захватывает первый слой из трех кирпичей, и каретка 22 перемещает его в положение над поддоном. Включаются в работу пневмоци- линдры 25 и рамка 23 устанавливается под
требуемым углом, после чего первый слой .опускают на поднятый над конвейером 5 с помощью механизма 6 поддон. После разгрузки рамка 23 поворачивается в горизонтальное положение, каретка 22
возвращается в исходное положение над столом 15, а поддон опускается вниз на один шаг, равный высоте слоя. Одновременно ленточный конвейер 12 с упором 13 пополняет на столе 15 убывший ряд,
Аналогично осуществляют укладку второго и третьего слоев последовательно на ранее уложенный слой. Единственным отличием в работе устройства при укладке этих слоев является то, что при укладке второго слоя
включаются в работу две пары пневмозажи- мов 24, а третьего - три пары.
Во время укладки на поддон третьего слоя начинается формирование четвертого перевязочного слоя. Над средней секцией 16 стола 15 устанавливаются зажимы 17 переносчика кирпича. Средняя секция 16 с четырьмя кирпичами поднимается. Кирпичи входят в зажимы 17 и зажимаются ими. Среднюю секцию 16 стола 15 опускают, за- жимы с кирпичом попарно отводят, разворачивают на 90о и повернутые кирпичи укладывают на стол 15. Затем с помощью толкателей 19 осуществляют сплачивание кирпичей в слое. Пневмоцилиндры 20 отво- дят толкатели 19 в исходное положение. Рамка 23 устанавливается в горизонтальном положении над столом 15, секции 16 поднимаются и слой кирпича входит в рамку 23 с пневмозахватами 24. Дальнейший за- хват и перемещение слоя осуществляют аналогично описанию укладки предыдущих слоев.
Формирование и укладка последующих слоев в пакет типа елка происходит с той лишь разницей, что по программе укладки слоев на поддон включается различное количество пар пневмозахватов 24 (см. фиг. 17).
Укладка слоев правой и левой частей пакета осуществляется последовательно сначала правой кареткой 22, а затем левой.
Г
Формула изобретения Устройство для укладки кирпича в пакеты типа елка, содержащее переносчик слоя, конвейер транспортировки поддонов, механизм их подъема и опускания, расположенные симметрично по отношению к последнему подающие конвейеры, сталкиватели, формирователи слоя с приемными столами, установленными на направляющих каретками, приводами поворота и механизмами зажима изделий, отличающееся тем, что, с целью повышения производительности и надежности в работе, подающие конвейеры снабжены механизмами выравнивания-рядов, каждый формирователь слоя - столом с приводными подъемно-опускными секциями и смонтированными над ними переносчиками кирпича с поворотными в горизонтальной плоскости зажимами и толкателями, механизм зажима изделий выполнен в виде рамки и смонтированных на ней пневмозахватов, рамка шар- нирно соединена с кареткой и приводами поворота, последние закреплены на каретках, каждый стол с приводными подъемно- опускными секциями контактирует с соответствующим приемным столом, торец которого примыкает к боковой части подающего конвейера, при этом столы и сталкиватели установлены соосно, а направляющие для кареток - горизонтально.
Фиг}
9 9 ФТФ Ф
Vs i 5EESI3eE E 3SipH«3C53353Et .
х Jsx
QCJ
i
vo
Г
Г- Г
Г
75 /4
/
Щ
f
1
Г
Фиг.&
Z
п
Т1Ы
азааскаЬяшя
Ј
;j
OXSZZ
SSZZ3E2XXX
/.7
I
Т
Ј-Ј
П
/J
/#
teЈ
7
ж-ж
Й/г 7/7
//I
п
И-И ФигЛ
Фиг.Я
2
Фиг. 16
Фиг. 17
Фиг. 18
