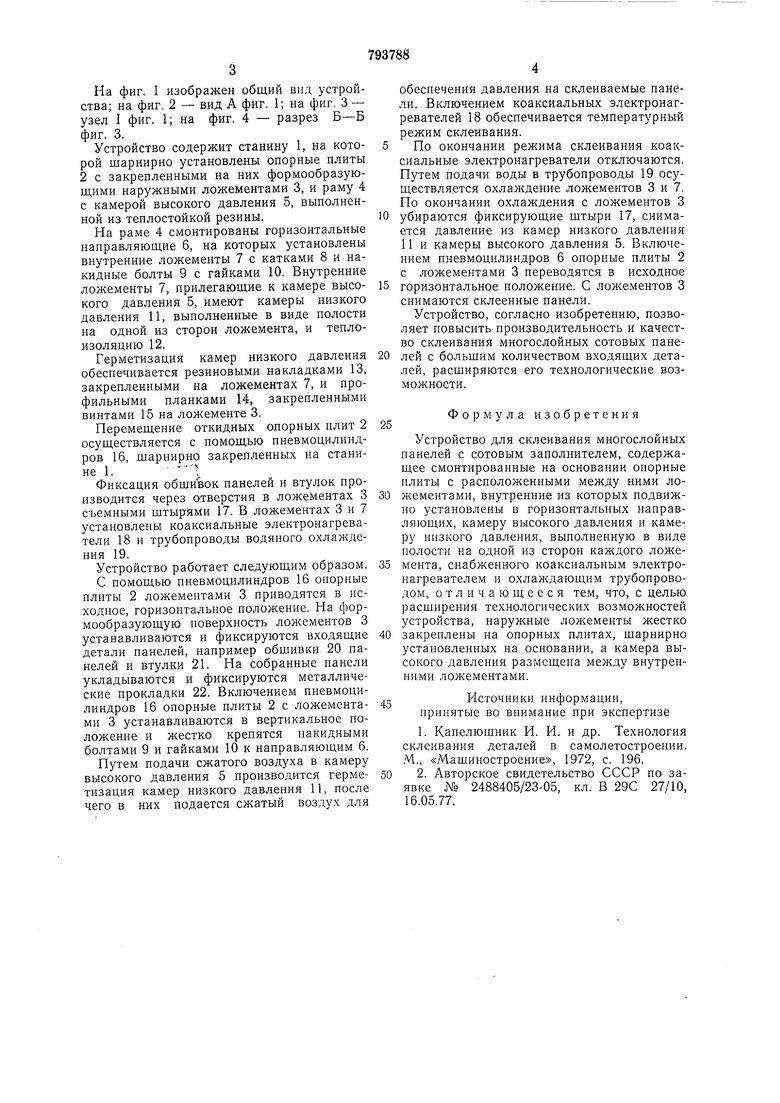
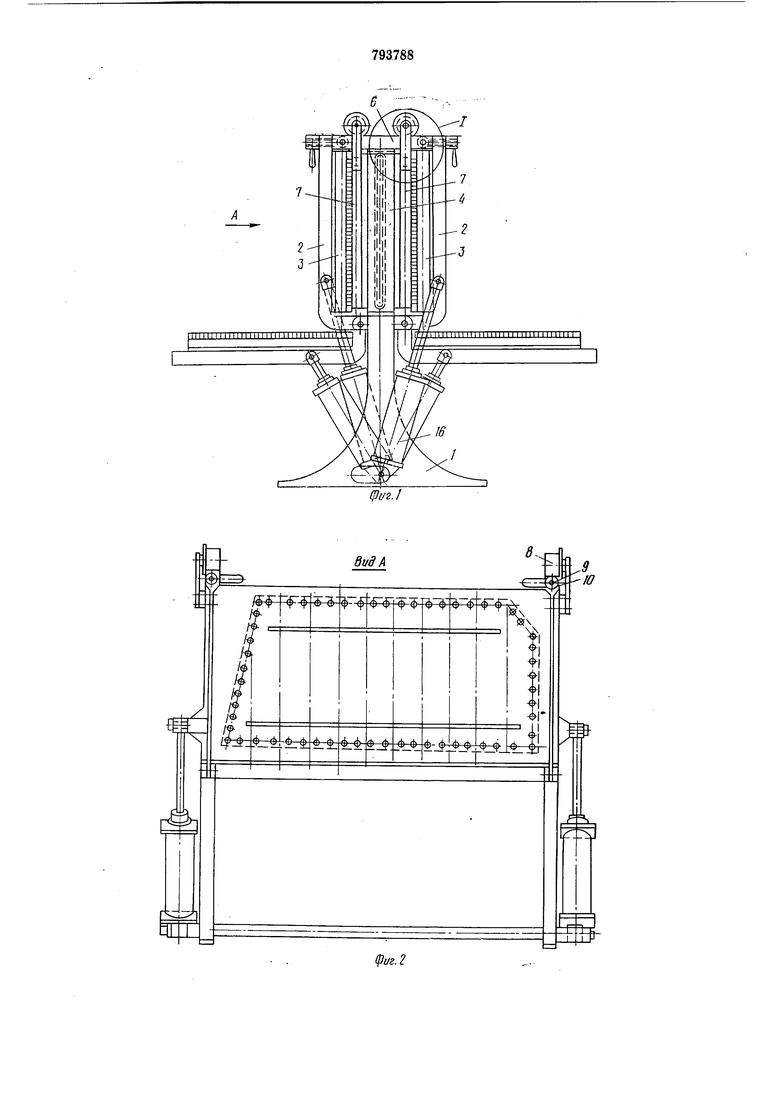
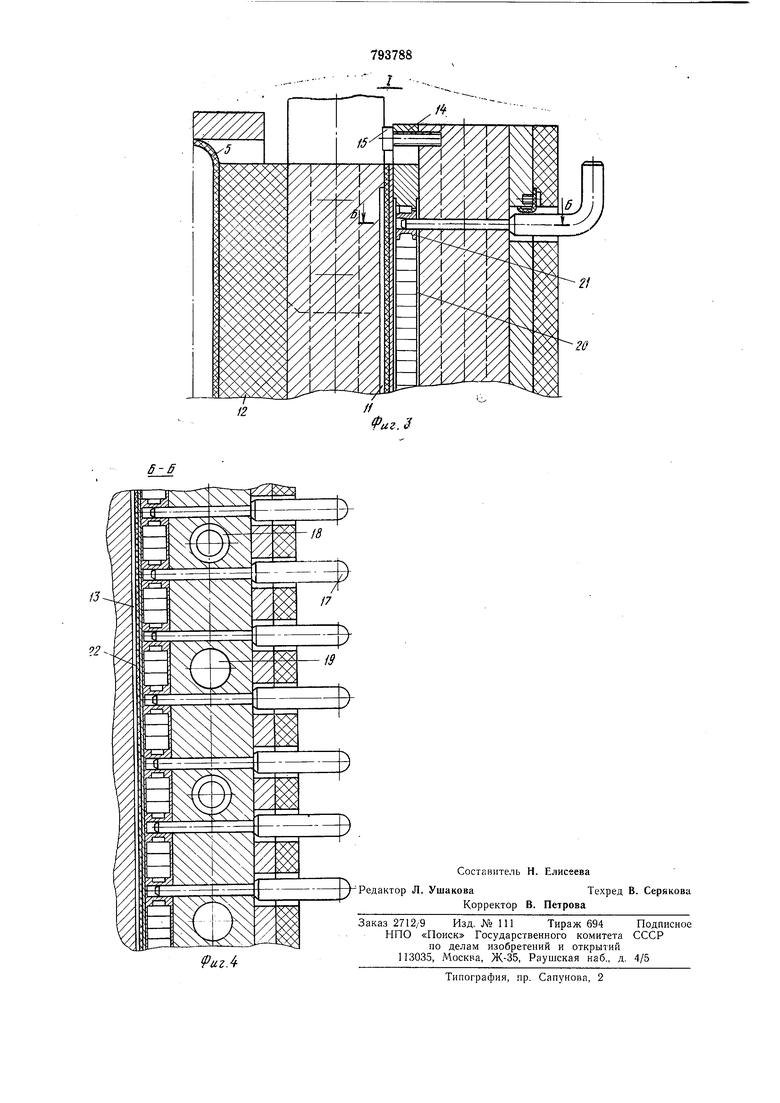
На фиг. 1 изображен общий вид устройства; на фиг. 2 - вид А фиг. 1; на фиг. 3 - узел I фиг. 1; на фиг. 4 - разрез Б-Б фиг. 3. Устройство содержит станину 1, на которой шарнирно установлены опорные плиты 2 с закрепленными на них формообразующими наружными ложементами 3, и раму 4 с камерой высокого давления 5, выполненной из теплостойкой резины. На раме 4 смонтированы горизонтальные направляющие 6, на которых установлены внутренние ложементы 7 с катками 8 и накидные болты 9 с гайками 10. Внутренние ложементы 7, прилегающие к камере высокого давления 5, имеют камеры низкого давления 11, выполненные в виде полости на одной из сторон ложемента, и теплоизоляцию 12. Герметизация камер низкого давления обеспечивается резиновыми накладками 13, закрепленными на ложементах 7, и профильными планками 14, закрепленными винтами 15 на ложементе 3. Неремещение откидных опорных плит 2 осуществляется с помощью пневмоцилиндров 16, шарнирно закрепленных на станине 1. - Фиксация обшивок панелей и втулок производится через отверстия в ложементах 3 съемными штырями 17. В ложементах 3 и 7 установлены коаксиальные электронагреватели 18 и трубопроводы водяного охлаждения 19. Устройство работает следующим образом. С помощью пневмоцилиндров 16 опорные плиты 2 ложементами 3 приводятся в исходное, горизонтальное положение. На формообразующую поверхность ложементов 3 устанавливаются и фиксируются входящие детали панелей, например обшивки 20 панелей и втулки 21. На собранные напели укладываются и фиксируются металлические прокладки 22. Включением пневмоцилиндров 16 опорные плиты 2 с ложементами 3 устанавливаются в вертикальное положение и жестко крепятся накидными болтами 9 и гайками 10 к направляющим 6. Путем подачи сжатого воздуха в камеру высокого давления 5 производится герметизация камер низкого давления 11, после чего в них подается сжатый воздух для 88 обеспечения давления на склеиваемые панели. Включением коаксиальных электронагревателей 18 обеспечивается температурный режим склеивания. По окончании режима склеивания коаксиальные электронагреватели отключаются. Путем подачи воды в трубопроводы 19 осуществляется охлаладение ложементов 3 и 7. По окончании охлаждения с ложементов 3 убираются фиксирующие штыри 17, снимается давление из камер низкого давления 11 и камеры высокого давления 5. Включением пневмоцилиндров 6 опорные плиты 2 с ложементами 3 переводятся в исходное горизонтальное положение. С ложементов 3 снимаются склеенные панели. Устройство, согласно изобретению, позволяет повысить производительность и качество склеивания многослойных сотовых панелей с большим количеством входящих деталей, расширяются его технологические возможности. Формула изобретения Устройство для склеивания многослойных панелей с сотовым заполнителем, содержащее смонтированные на основании опорные плиты с расположенными между ними ложементами, внутренние нз которых подвижно установлены в горизонтальных направляющих, камеру высокого давления и камеру низкого давления, выполненную в виде полости на одной из сторон каждого ложемента, снабженного коаксиальным электронагревателем и охлаждающим трубопроводом, отличающееся тем, что, с целью расширения технологических возможностей устройства, наружные лол ементы жестко закреплены на опорных плитах, шарнирно установленных на основании, а камера высокого давления размешена между внутренними ложементами. Р1сточиики информации, принятые во внимание при экспертизе 1. Капелюшник И. И. и др. Технология склеивания деталей в самолетостроении. М., «Машиностроение, 1972, с. 196. 2. Авторское свидетельство СССР по заявке № 2488405/23-05, кл. В 29С 27/10, 16.05.77.
-/
(It/z.l
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМОВАНИЯ МНОГОСЛОЙНЫХ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2577577C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ НА НЕЙ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ И СПОСОБ ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2067949C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ | 2017 |
|
RU2678814C1 |
| Установка для сборки и автоматической сварки продольных швов обечаек | 1981 |
|
SU965685A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ | 1999 |
|
RU2153949C1 |
| Устройство для автоматической сборки узлов | 1982 |
|
SU1134340A1 |
| Станок для растяжки сотовых заполнителей | 1989 |
|
SU1660811A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ | 1995 |
|
RU2081267C1 |
| КОМПОЗИТНАЯ ФОРМООБРАЗУЮЩАЯ ОСНАСТКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2019 |
|
RU2716432C1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
ijET-SJ
Ф Ф
8
диЗА
,9 /О
(.
) I (bj
11 4-1
fl Н Н
I ( i ф 7
