Изобретение относится к области формования изделий из полимерного композиционного материала (ПКМ), а именно к конструкциям оснасток для их формования.
Известно большое количество формовочных оснасток (Боголюбов B.C. Формообразующая оснастка из полимерных материалов. М.: Машиностроение, 1979; AdvancedcompositeMold, Making. JohnJ. Morena. KriederPublishingCompany, Malabar, Florida, 1994): - металлическая объемная оснастка в виде монолитной заготовки, обработаннной на станках с ЧПУ или деформированная листовая металлическая заготовка;
- керамическая, керамзито-бетонная оснастка, сформированная с помощью мастер-модели;
- оснастка из ПКМ, представляющая собой пакет из слоев препрега (волокнистого наполнителя, пропитанного полимерным связующим), выложенный на поверхности мастер-модели с последующим формованием.
Известна оснастка для формования изделий из ПКМ, содержащая опорную систему и закрепленную на ней формообразующую оболочку. У известной оснастки опорная система представляет собой набор металлических штыревых регулируемых опор, на которые устанавливаются жесткие стеклопластиковые оболочки сразличными геометрическими параметрами, которые являются программоносителями для настройки опор и несут на себе рабочие поверхности для формообразования листовых деталей обтяжкой. Эта оснастка универсальна, она позволяет оформить оболочку любой геометрии (Боголюбов B.C. Формообразующая оснастка из полимерных материалов. М.: Машиностроение, 1979, С. 104).
Данная конструкция оснастки имеет следующие недостатки.
1) Каркас оснастки включает в себя систему гидравлического регулирования. При воздействии повышенных температур эта система, фиксирующая заданную геометрию формообразующей оболочки и определяющая соответственно ее точность, подвержена искажению за счет теплового расширения, что делает проблематичным изготовление крупногабаритных деталей сложной геометрии с заданной точностью;
2) Являясь сложным техническим сооружением, эта оснастка экономически оправдана лишь в случае организации крупносерийного производства.
Известно устройство для вакуумно-автоклавного формования конструкционных панелей из ПКМ (патент РФ №2106251 С1, МПК В26С 43/20, 1998 г.).
Согласно патенту оснастка имеет основание в виде горизонтально расположенных вдоль формующей оболочки стержней, на которых с возможностью перемещения устанавливают ложементы. Формующая оболочка закреплена на ложементах посредством регулируемых опор с образованием гарантированного зазора межу ней и ложементами. К недостаткам такого устройства относится то, что при формовании изделий в термокамерах с принудительной циркуляцией воздуха невозможно обеспечить равномерное распределение температуры в формуемом изделии. Это можно объяснить тем, что конструкция данного устройства не учитывает изменений температурного поля за счет газодинамических процессов внутри печи. Сложная форма формуемого изделия при его изготовлении в печах приводит к тому, что газовые потоки движутся в различных местах у поверхности оснастки с разной скоростью. Это обуславливает неравномерность распределения интенсивности теплоотдачи - распределение величины коэффициента теплоотдачи по поверхности оснастки - от более нагретого газа к поверхности оснастки. Неравномерное распределение величины коэффициента теплоотдачи по поверхности формообразующей оснастки приводит, в свою очередь, к неравномерному распределению температуры в каждый момент времени процесса формования (термоотверждения) композитной конструкции. Особенно ярко это проявляется в случаях изготовления крупногабаритных композитных конструкций сложной формы - например, двойной кривизны. Неравномерное распределение температуры в процессе формования снижает качество формуемого изделия.
Наиболее близким к предлагаемому устройству по технической сущности, принятому в качестве прототипа, является оснастка для формования изделий из ПКМ (Патент РФ №2090364. МПК: В29С 43/20, 1997 г.).
Согласно патенту оснастка для формования состоит из ложементов в виде разнесенных по ширине оболочек полых профилей V-образного сечения, стянутых элементами жесткости, и закрепленной на них формующей оболочки. Полые V-образные профили образуют каналы для движения потоков воздуха. Формообразующая оболочка представляет собой пластину заданной кривизны. Между сопряженными поверхностями профилей и формующей оболочкой размещены компенсаторы кривизны.
Недостатком указанного изобретения является то, что данная оснастка не позволяет получить требуемую равномерность распределения температуры в заготовке изделия и, как следствие, не может обеспечить требуемое качество изготавливаемой детали. Конструкция известной оснастки не учитывает возможное изменение скорости потока воздуха, вызываемое сложностью геометрической формы оснастки. Ее конструкция значительно влияет на равномерность распределения температуры по всему объему печи, так как V-образные профили, имеющие сплошные стенки, препятствуют свободной циркуляции, что приводит к образованию застойных зон и большой разнице температур по объему камеры термопечи.
Это можно объяснить тем, что из-за сложности геометрической формы формообразующей оболочки, особенно при формовании детали двойной кривизны, каналы для движения потока воздуха имеют разные размеры сечения. Это приводит, в свою очередь, к разным условиям теплообмена конвекцией от потока воздуха к поверхности оснастки. То есть к неравномерному распределению величины коэффициента теплоотдачи по поверхности формообразующей оснастки композитных конструкций и, следовательно, к неравномерному распределению температуры по поверхности оснастки в изготавливаемой композитной конструкции.
Размеры сечения каналов никак не связаны с величиной массы части заготовки, находящейся над каналом, что затрудняет получение равномерного распределения температуры в нагреваемой заготовке композитной конструкции особенно в тех случаях, когда заготовка имеет переменную величину толщины.
Техническим результатом изобретения является повышение технологичности и снижение трудозатрат на изготовление оснастки.
Технический результат решаемой задачи реализован следующим образом.
1. Композитная формообразующая оснастка для формования изделий из полимерных композиционных материалов, включающая опорную систему и установленную на ней формообразующую оболочку, отличающаяся тем, что опорная система имеет форму прямоугольного полого параллелепипеда, ребра которого выполнены из равнополочного уголка, а формообразующая оболочка из трехслойной сотовой панели, содержащей криволинейную часть, повторяющую геометрию изделия, переходящую в прямолинейную часть, посредством которой формообразующая оболочка опирается на опорную систему.
2. Композитная формообразующая оснастка для формования изделий из полимерных композиционных материалов по п. 1, отличающаяся тем, что ребра параллелепипеда выполнены из металла.
3. Композитная формообразующая оснастка для формования изделий из полимерных композиционных материалов по пп. 1, 2, отличающаяся тем, что формообразующая оболочка закреплена на опорной системе.
На фиг. изображен общий вид оснастки для формования изделий из полимерного композиционного материала, которая включает формообразующую оболочку 1, выполненную из трехслойной сотовой панели, например с гексагональными ячейками, установленную на опорной системе 2 посредством горизонтальной полочки 3.
Опорная система в виде параллелепипеда минимально искажает тепловое поле на формообразующей оболочке, поскольку ее опоры находятся в нерабочей зоне нагрева, а выбор материала для опорной системы, например, металла - сталь 3, стеклопластика на основе препрегаЭФНБ-Т-10-14, обусловлен выбором по близким значениям ТКЛРс материалом самой формообразующей оболочки. Кроме того применение стеклопластика для опорной системы позволяет значительно снизить массу оснастки в целом.
Формообразующая оболочка при необходимости может быть закреплена на опорной системе посредством клеевой пленки ВК-36.
Трехслойная сотовая конструкция предлагаемой композитной оснастки обладает достаточной жесткостью без применения дополнительных элементов жесткости, что снижает трудозатраты на ее изготовление, а также обеспечивает равномерность распределения температурного поля, необходимого для качественного формования изделий из полимерных композиционных материалов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Композитная оснастка для формования изделий из полимерных композиционных материалов | 2022 |
|
RU2789177C1 |
| ОСНАСТКА ДЛЯ ФОРМОВАНИЯ ДЕТАЛИ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2008 |
|
RU2401196C2 |
| Способ изготовления композитной формообразующей оснастки для формования изделий из полимерных композиционных материалов | 2019 |
|
RU2720312C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОДЕЛЬНОЙ ОСНАСТКИ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2019 |
|
RU2742301C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВОЧНОЙ ОСНАСТКИ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2000 |
|
RU2188126C2 |
| ОСНАСТКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2576303C1 |
| Способ изготовления композитной оснастки для формования изделий из полимерных композиционных материалов | 2021 |
|
RU2779722C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНОЛИТНЫХ КОРПУСНЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА С ПРИМЕНЕНИЕМ ДАВЯЩЕЙ ЭЛАСТИЧНОЙ МЕМБРАНЫ | 2021 |
|
RU2761820C1 |
| КОМПОЗИТНАЯ ФОРМООБРАЗУЮЩАЯ ОСНАСТКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2657913C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2024 |
|
RU2832222C1 |
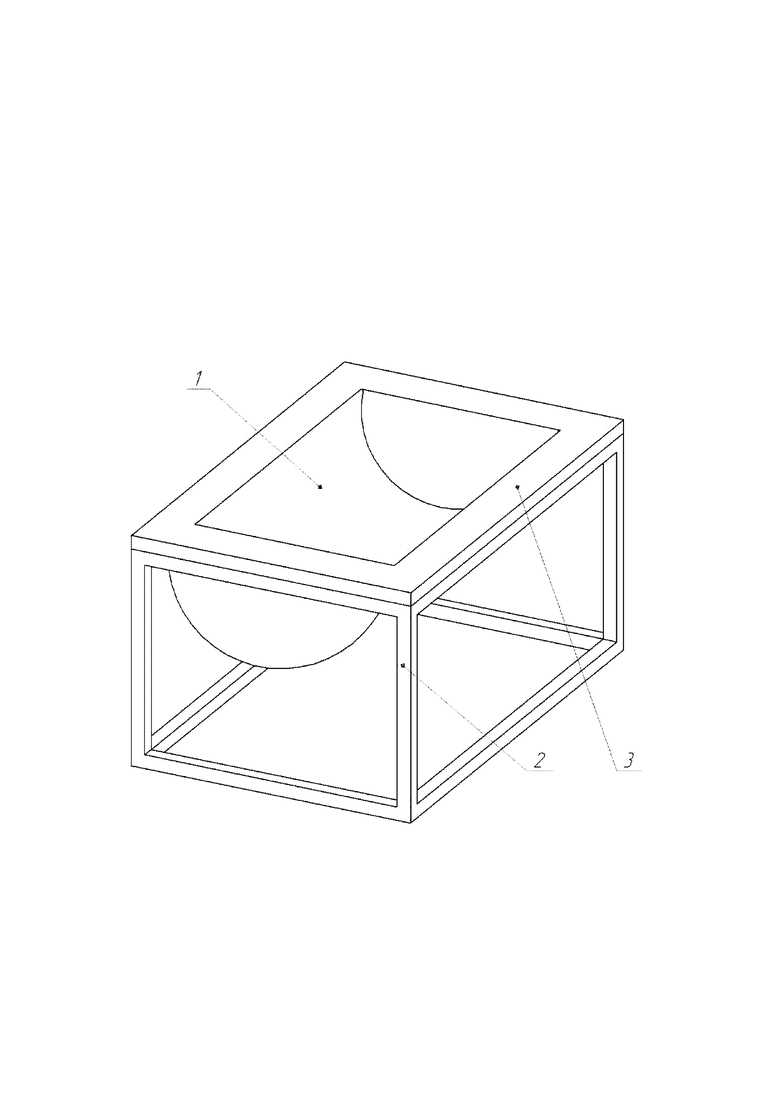
Изобретение относится к области формования изделий из полимерного композиционного материала, а именно к конструкциям оснасток для их формования. Композитная формообразующая оснастка для формования изделий из полимерных композиционных материалов включает опорную систему в форме прямоугольного полого параллелепипеда из равнополочного уголка и установленную на ней формообразующую оболочку, выполненную из трехслойной сотовой панели, которая содержит криволинейную часть, повторяющую геометрию изделия, переходящую в прямолинейную часть. Посредством последней формообразующая оболочка опирается на опорную систему по ее периметру с помощью горизонтальной полочки. Техническим результатом изобретения является повышение технологичности и снижение трудозатрат на изготовление оснастки. 1 з.п. ф-лы, 1 ил.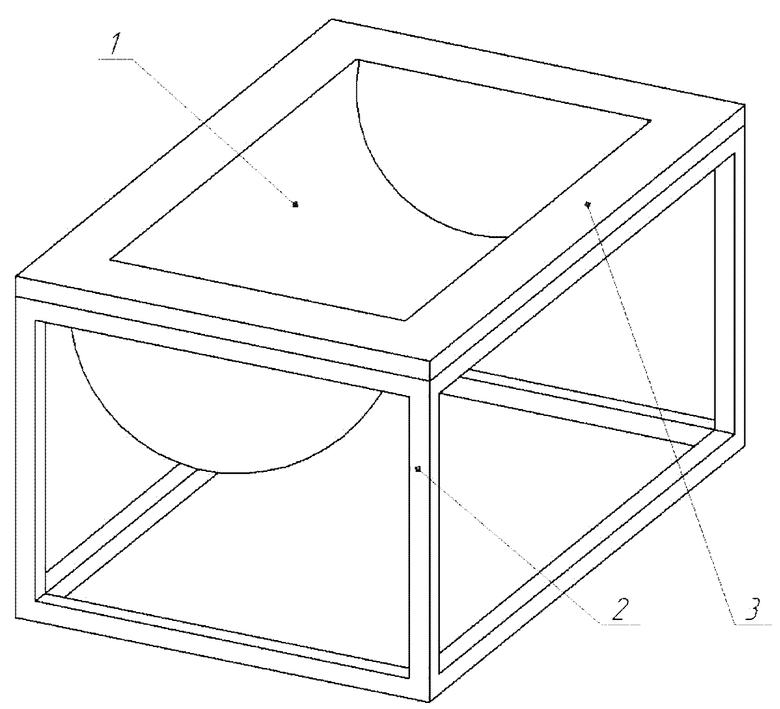
1. Композитная формообразующая оснастка для формования изделий из полимерных композиционных материалов, включающая опорную систему и установленную на ней оболочку из трехслойной сотовой панели, отличающаяся тем, что опорная система выполнена из равнополочного уголка в форме полого параллелепипеда, при этом поверхность оболочки повторяет геометрию изделия и переходит в прямолинейную часть, посредством которой оболочка опирается на опорную систему по ее периметру.
2. Композитная формообразующая оснастка для формования изделий из полимерных композиционных материалов по п. 1, отличающаяся тем, что равнополочный уголок выполнен из металла или стеклопластика.
| Способ временной стабилизации электрических сигналов, воспроизводимых с различных носителей записи | 1959 |
|
SU126283A1 |
| Способ приготовления растворов лейкосоединений сернистых красителей | 1949 |
|
SU80215A1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ РАВНОПОЛОЧНЫХ УГОЛКОВ | 1998 |
|
RU2148449C1 |
| КОМПОЗИТНАЯ ФОРМООБРАЗУЮЩАЯ ОСНАСТКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2657913C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВОЧНОЙ ОСНАСТКИ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2000 |
|
RU2188126C2 |
| ОСНАСТКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1994 |
|
RU2090364C1 |
| US 2006275526 A1, 07.12.2006 | |||
| EP 2842728 A1, 04.03.2015. | |||

