со
4
у
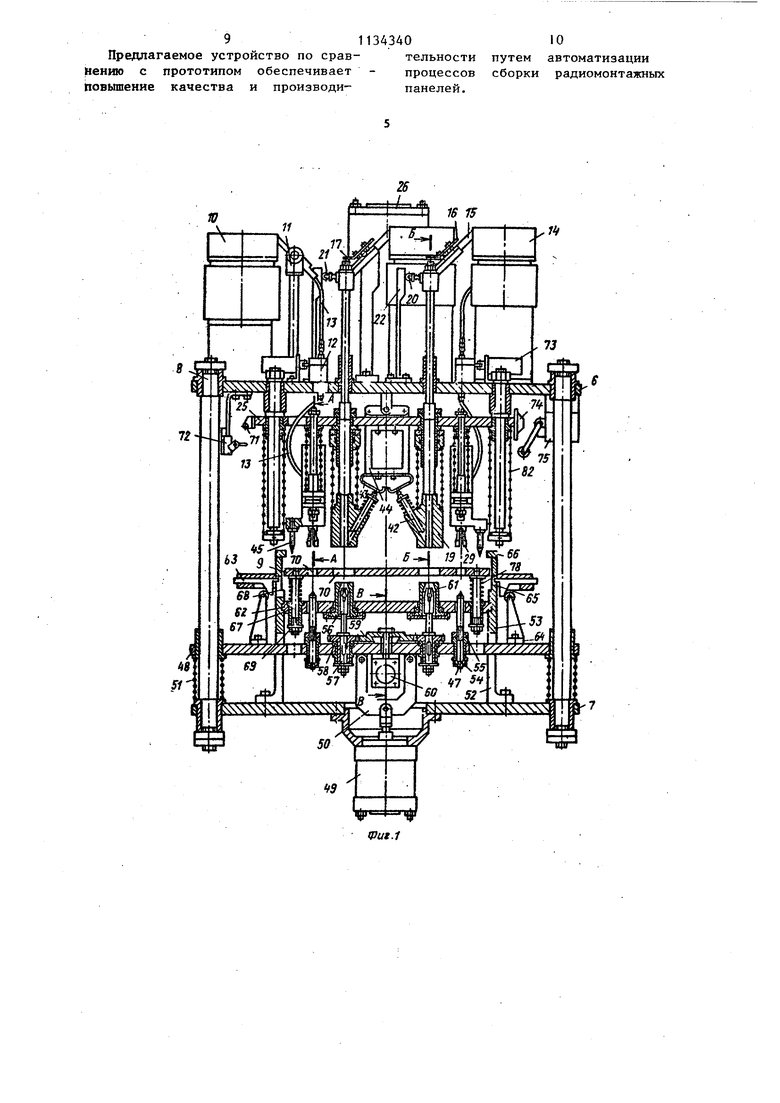
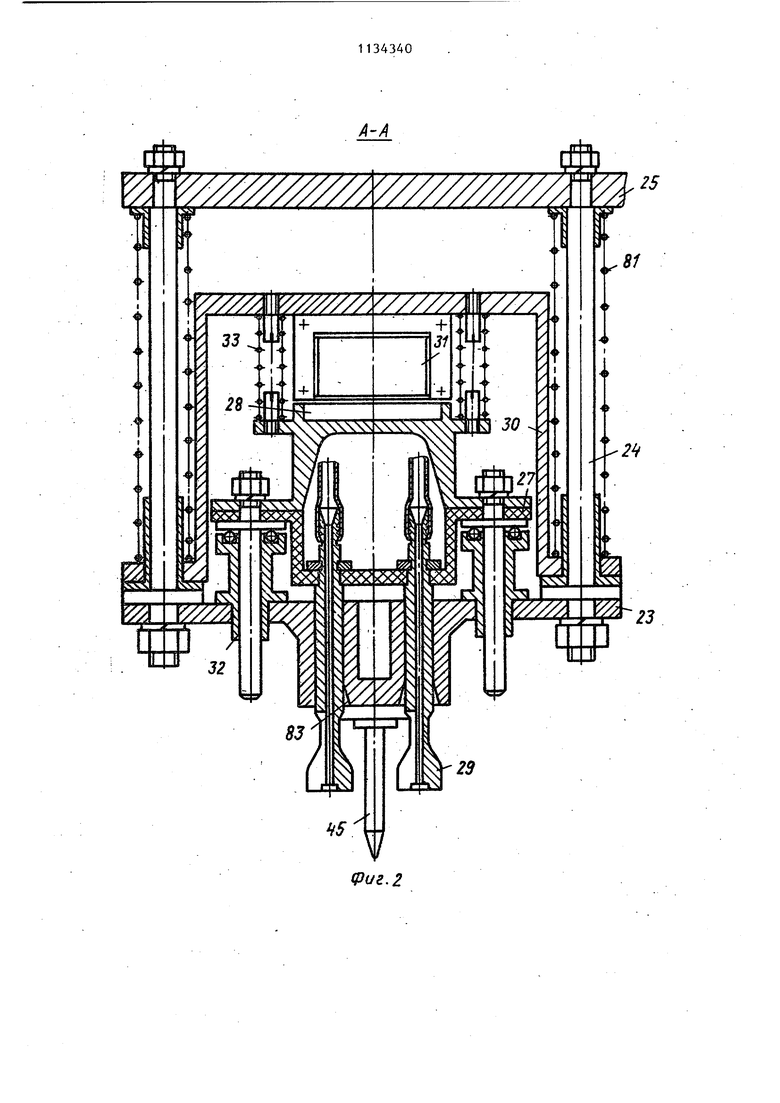
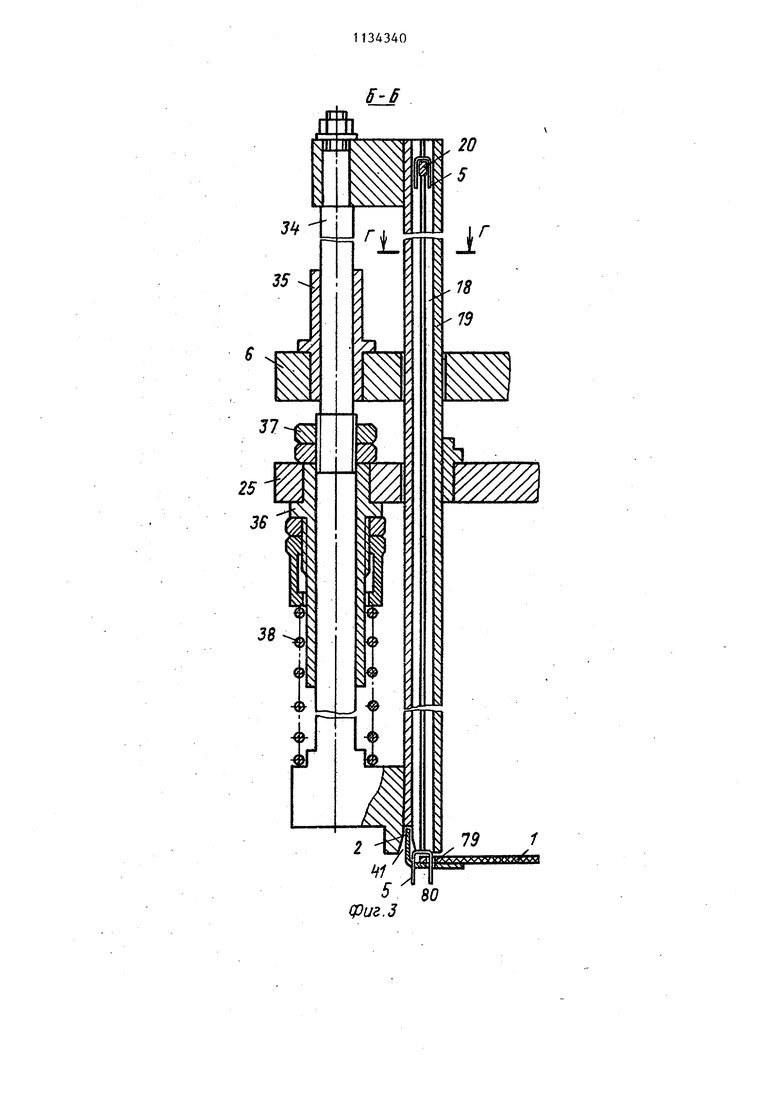
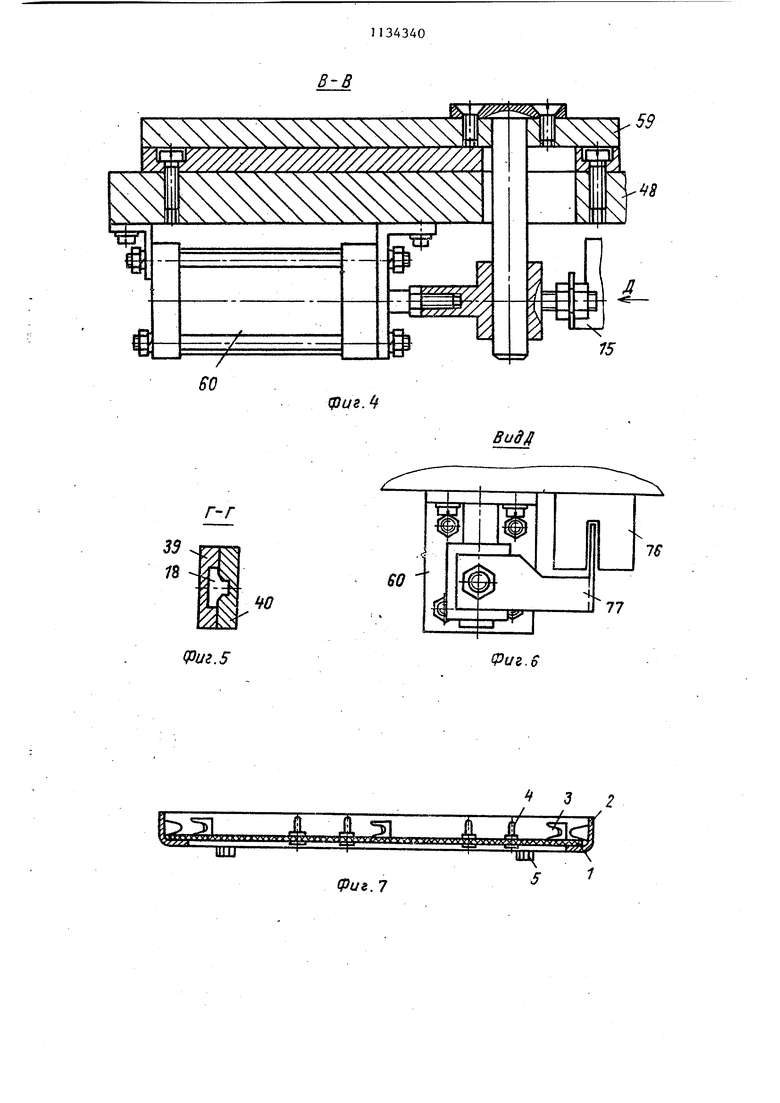
:о Изобретение относится к механосборочному производству, в частности к оборудованию для сборки узлов с различной номенклатурой деталей, например радиомонтажных панелей, сое тоящих из печатной платы, рамки, монтажныхштырей и заземляющих скоб Известно устройство для автоматической сборки узлов типа радиомонтаж ньк панелей, содержащее смонтированные на основании ложемент для панели магазины, механизмы поштучной вьщачи, механизмы центрирования и установки собираемых деталей, связанные с приводом вертикального перемещения а также приводные исполнительные механизмы . Однако известное устройство не обеспечивает качественной сборки узлов типа радиомонтажных панелей и требуемой производительности. Цель изобретения - повышение качества сборки и производительности. Указанная цель достигается тем, что- устройство для автгоматической сборки УЗЛОВ типа радиомонтажных па нелей, содержащее смонтированные на одновании ложемент для панели, мага зины, механизмы поштучной вьщачи, механизмы центрирования и установки собираемых деталей, связанные с при водами вертикального перемещения, а также приводные исполнительные ме ханизмы, снабжено верхней платформо шарнирно связанной с приводом вертикального движения механизмов уста йовки собираемых;деталей, и нижней платформой, шарнирно связ.анной с приводом исполнительных механизмов, при этом верхняя и нижняя платформы .установлены на основании с возможностью возвратно-поступательного пе ремещения в вертикальной плоскости механизмы поштучной выдачи, центрирования и установки собираемых дета лей расположены на верхней платформе, исполнительные механизмы расположены на нижней платформе, а ложемент для панели расположен между верхней и нижней платформами и установлен с возможностью перемещения в вертикальной плоскости. На фиг.1 изображено предлагаемое устройство, общий вид; на фиг.2 разрез А-А на фиг.1; на фиг.З разрез Б-Б на фиг.1; на фиг.4 разрез В-В на фиг.1; на фиг.З разрез Г-Г на фиг.З; на фиг.6 вид Д на фиг. 4; на фиг. 7 - радиомонтажная панель; на фиг.8 - то же, вид сверху. Устройство для автоматической сборки узлов типа радиомонтажных панелей, например, состоящих из печатной платы 1, рамы 2 с лепестками3, монтажных штьфей 4 и заземляющих скоб 5, содержит смонтированные на основании, выполненном в виде неподвижных верхней 6 и нижней 7 плит, соединенных колоннами 8, ложемент 9 для панели, магазины для монтажных штьфей 4 и заземляющих скоб 5, механизмы поштучной вьщачи монтажных щтырей 4 и заземляющих скоб 5, механизмы центрирования и устайовки монтажных штьгрей 4 и заземляющих скоб 5, а также приводные исполнительные механизмы. .Магазин для монтажных штьфей 4 содержит два вибробункера 10, и на выходах каждого из них закреплены накопители-отсекатели 11 и 12 механизма поштучной выдачи монтажных штырей 4 в гибкий канал 13. Магазин для заземляющих скоб 5 содержит дьа вибробункера 14 с двухручьевыми чашами. На выходе каждого вибробункера 14 жестко закреплены лотки-накопители 5, вьшолненные по профилю скоб 5, в которые встроены первые отсекатели 16 с плечом 17 механизма поштучной вьщачи заземляющих скоб 5. Другими концами лотки-накопители 15 сопрркасаются с каналом 18 подвижного фильтра 19, в начале которого имеетсявторой отсекатель 20 заземляющих скоб 5, снабженный роликом 21, прижатым пружиной к поверхности профилированного кронштейна 22, закрепленного на верхней неподвижной плите 6. I Механизм установки монтажных штырей 4 выполнен в виде подпружиненной плиты 23, колонок 24, соединяющих плиту 23 с верхней платформой 25, шарнирно связанной с приводом 26 вертикального движения, электромагнитного вибратора,- вибродержателя 27 с закрепленным на нем якорем 28, который соединен с гибким каналом 13, и цанг 29, установленных в отверстиях плиты 23. Электромагнитный вибратор состоит из.подпружиненного относительно верхней платформы 25 корпуса 30, на котором закреплен электромагНИТ.31. На плите 23 расположены опоры 32 вибродержателя 27. Между корпусом 30 и вибродержателем 27 раз мещены пружины 33, отжимающие вибродержатель 27 от корпуса 30 для созда ния зазора между якорем 28 и электро магнитом 31. Механизм установки заземляющих скоб 5 вьшолнен в виде фильера 19, жестко связанного со штангой 34 и проходящего через верхнюю неподвижну плиту 6 и верхнюю платформу 25, и досьшателя для поджима заземляющих скоб 5 к печатной плате 1 и раме 2. Штанга 34 установлена с возможностью вертикального перемещения в опорах 35 и 36, запрессованных в плите 6 и в верхней платформе 25. Для установки фильера 19 по высоте в рабочем положении на щтанге 34 выполнена резьба под гайки 37, которыми регулируется усилие прижима пружины 38. Канал 18 фильера 19 для (щиx скоб 5образован двумя планками 39 и 40. На нижнем торце жестко связанных друг с другом фильера 19 и щтан ги 34 выполнен паз-ловитель 41 для вертикальной полки рамы 2. Досылател для поджима заземляющих скоб 5 к печатной плате 1 и раме 2 выполнен в виде штырей 42, входяи их одним концом р корпус фильера 19, а другим концом контактирующих с упругцми упорами 43, закрепленными на верхней платформе 25 посредством кронщтейна 44. Механизм центрирования выполнен в виде пальцев-ловителей 45, осуществ ляющих на ложементе 9 ориентацию печатной платы 1 по базовым отверстиям 46 по отношению к рамке 2 и механизмам поштучной выдачи монтажных штырей 4 и заземляющих скоб 5, а также к исполнительным механизмам, например механизму развальцовки монтаж ных штырей 4 в отверстиях печатной платы 1, механизму разворота концов заземляющих скоб 5 и механизму отгиб ки лепестков 3. Механизм развальцовки монтажных шть(рей 4 выполнен в виде пуансонов 47, расположенных на нижней платформе 48, шарнирно связанной с приводом 49 посредством серьги 50 и установленной на колоннах 8 на прзжинах 51 с возможностью вертикального перемещения в пазах 52 стоек 53. Пуансоны : 47 установлены с возможностью регу. лирования по высоте гайками 54 и 55 и вьшолнены с быстросменными рабочими концами. Механизм разворота концов заземляющих скоб 5, поступивших на плату 1, вьшолнен в виде цанг 56 с наружной конусной поверхностью, стержней 57,шестерни 58, рейки 59 и пневмоцилиндра 60, жестко закрепленного на нижней платформе 48. Стержни 57 одними концами жестко связаны с цангами 56, а другими концами - с шестерней 58,поворот которой осуществляется от пневмоцилиндра 60 через рейку 59. Цанги 56 расположены в стаканах 61, выполненных с внутренней конусной поверхностью и установленных в промежуточной плите 62 с возможностью по- ворота вокруг своей оси вместе с цангами 56. Механизм отгибки лепестков 3 выполнен в виде профилирующих ползунов 63 и закрепленных на нижней подвижной платформе 48 толкателей 64, при этом ползуны 63 установлены с возможностью перемещения в горизонтальной плоскости под действием толкателей 64. Для прохода ползунов 63 к фиксирующим лепесткам 3, выполненным в вертикальной полке рамь 2, в стойках 53 имеются окна 65. Для удержания собранного узла от перемещения при подъеме верхней платформы 25 имеются упоры 66, прикрепленные к верхнему торцу стоек 53. Ложемент 9 для радиомонтажной панели расположен между верхней 25 и нижней 48 платформами и установлен с возможностью перемещения в вертикальной плоскости по направляющим 67. Перемещение ложемента вниз ограничено уступами 68, выполненными на стойках 53, а перемещение вверх ограничено гайками 69, навернутыми на нижние концы направляющих 67 и упирающимися в промежуточную плиту 62, жестко закрепленную на стойках 53 под ложементом 9. В промежуточной плите 62, как и в ложементе 9, вьшолнены отверстия 70 для прохождения исполнительных механизмов, а именно механизмов развальцовки монтажных штырей 4 и разворота заземляющих скоб 5. Верхняя платформа 25 снабжена роликом 71, контактирующим с переключателем 72, включающим электромагниты 73 и электромагнитный вибратор механизма установки монтажных штырей 4, а с другой стороны - кулачком 74,
)взаимодействующим с тормозным дросселем 75 для создания замедленного перемещения верхней платформы 25, обеспечивающего необходимое время для надежной ориентации монтажных штьфей 4 относительно отверстий в печатной плате 1. Пере1шючатель 72 и тормозной дроссель 75 закреплены на основании неподвижно. На нижней платформе 48 закреплен бес1 онтактньш переключатель 76, в прорезь которого входит угольник 77, подаюпщй сигнал .на пневмоцштиндр 60 для опускания платформы 48. Устройство для автоматической сбор-, вует ки узлов типа радиомонтажных панелей работает следующим образом. Предварительно устройство подготавливают к работе. Для зтого на панели управления нажимают кнопки Наладка, Штыри, Скобы. Автоматически включаются вибробункеры 10 и 14. Монтажные штьфи 4 и заземляющие скобы 5, предварительно засыпанные в соответствующие вибробункеры,ориентируются и заполняют штьфи-накопителиотсекатели 11 и скобы-лотки-накопите ли 15. После заполнения этими деталя ми указанных накопителей нажимают кнопку Магниты, в результате проис ходит кратковременное срабатывание магнитов, связанных с накопителямиотсекателями 11, и монтажные штьфи 4 по гибким каналам проходят к нижним накопителям-отсекателям 12. Рукой нажимают на плечи 17 отсекателей 16, позволяя тем самым по одной заземляю щей скобе 5 попасть на концы вторых отсекателей 20. Ручное воздействие н отсекатели 16 осуществляется только один раз при запуске устройства в работу для сборки первого узла. Пред варительно вручную, соориентировав печатную плату 1 базовыми отверстиям 46 по отношению к раме 2, в пространство между подвижным ложементом 9 и упорами 66 вдвигают раму 2 с вложенной в нее печатной платой 1. На панели управления нажимают кнопку Пуск, высвечивается табло Автомат. Подается команда на привод 26 вертикального движения, верхняя платформа 25 опускается. Первыми до уровня печатной платы 1 доходят пальцы-ловители 45, которые входят в базовые отверстия 46 печатной плат I « 1 и устанавливают ее в горизонтально плоскости, строго ориентируя по отношению к отверстиям цанг 29, фильер 19 и механизмов развальцовки монтажных штьфей 4 и разворота заземляющих скоб 5. В след за этим, по мере опускания верхней платформы 25, пазы-ловители 41 выставляют раму 2 в горизонтальной плоскости. После того, как платформа 25 опустилась до orfpeделенного уровня, цанги 29 и фильеры 19 касаются печатной платы 1 и через нее начинают давить на ложемент 9 и опускать его ниже, сжимая пружины 78. В момент соприкосновения цанг 29 с печатной платой 1 ролик 71 воздейстна переключатель 72, который подает кратковременную команду на электромагниты 73 нижнего накопителя -отсекателя 12, открьшающего путь монтажным штьфям 4 в каналы 13 и через них - в отверстия цанг 29. Одновременно с электромагнитами 73 переключатель 72 включает электромагнитные вибраторы механизма установки монтажных штьфей 4. Электромагнит 31, преодолевая упругость пружин 33, периодически притягивает якорь 28 и соединенные с ним цанги 29, осуществляет вертикальные колебания, способствуя попаданию монтажных штьфей 4 в соответствующие отверстия печатной платы 1. В момент включения электровибраторов кулачок 74 нажимает на шток тормозного дросселя 75, который, воздействуя на привод 26 вертикального движения, замедляет перемещение верхней платформы 25, увеличивая время ориентации монтажных штьфей 4 относительно отверстий в печатной плате 1. При соприкосновении фильер 19 с печатной платой 1 р.олики 21 на концах вторых отсекателей 20 сходят с одной части профилированной поверхности кронштейнов 22 и переходят на другую ее часть, при этом из каналов 18 фильер 19 уходят вторые концы отсекателей 20, освобождая канал 18 для прохода заземляющих скоб 5 к печатной плате 1 и раме 2. Заземляющая скоба 5, пролетев по каналу 18, попадает своими концами в отверстия 79 и 80 панели. Как только подвижный ложемент 9 доходит до поверхности уступов 68, ролик 71 выходит из контакта с переключателем 72. При этом подается команда на отключение питания электромагнитов 31 и прекращается вибра71ция цанг 29, а, кулачок 74, воздействуя на шток тормозного дросселя 75, отключает последний и тем самым увеличивает скорость движения верхней платформы 25. При дальнейшем движении платформы 25 вниз начинают сжиматься пружины 81, 82 и 38, цанги 29 остаются неподвижными, опускается только плита 23, отверстия которой своей конусной поверхностью 83 ежимают лепестки цанг 29, лишая монтажные штыри 4 возможности перемещаться вверх. Одновременно с этим упругие упоры 43 воздействуют на штьфи 42 до сьшателей, которые опускаясь, устанавливают заземляющие скобы 5 в отверстия печатной платы 1 и рамы 2, плотно их сжимая, вьодвигая концы заземаяющих скоб 5 на максимальную величину, тем самым способствуя лучшему захвату одного из них цангами 56, а при развороте его создается плотное соприкосновение указанных дета лей, необходимое для правильного функционирования собранного узла в изделии ; После этого включается привод 49, нижняя платформа 48 поднимается и в конце ее подъема пуансоны 47, проходя через отверстия 70 в подвижном ложементе 9, развальцовывают монтажные штыри 4. Несколько раньше этого цанги 56 своей прорезью обхватывают концы заземляющих скоб 5, конусная наружная поверхность цанг 56 входит в соприкосновение с конусной внут-, ренней поверхностью стаканов 61, в результате этого лепестки цанг 56 сжимаются. В самом начале подъема нижней платформы 48 ролики на концах толкателей 64 воздействуют на профилированную поверхность ползунов 63, заставляя их перемещаться в горизонтальной плоскости к центру и отгибать в вертикальных полках рамки 2 лепестки 3, которые фиксируют печатную плату 1 в раме 2. Сразу после окончания подъема платформы 48 подае ся сигнал на перемещение штока пневмоцилиндра 60,который воздействует на рейку 59,поворачивая на операцион 1НЫЙ угол четьфе шестерни 58 и через 1 них соединенные вместе цанги 56 и стаканы 61. Происходит разворот концов заземляю1цих скоб 5, в результате чего они фиксируются в печатной плат 1 и раме 2. Сразу после окончания этой операции через переключатель 76, в прорез 0 которого входит угольник 77, подается сигнал и привод 49 опускает платформу 48. В результате этого разжимаются лепестки цанг 56, через небольшой промежуток времени рейка 59 под действием штока пневмоцилиндра 60 возвращается в исходное положение, разворачивая цанги 56 в исходное положение, ползуны 63 возвращаются в исходное положение под действием пружин, встроенных в корпуса механизмов отгибки лепестков 3, освобождая собранный узел для подъема вместе с подвижным ложементом 9. После этого снимается давление в приводе вертикального движения 26 и верхняя платформа 25 под действием прзжин 82 поднимается в верхнее исходное положение. При этом концы вторых отсекателей 20 входят в каналы 18, перекрьшая их, концы штанг 34 воздействуют на плечи 17 отсекателей 16 и те пропускают заземляющие скобы 5 к вторым отсекателям 20. Одновременно с верхней платформой 25 под действием пружин 78 поднимается в верхнее исходное положение ложемент 9. На определенной высоте подъема платформы 25 под действием пружин 81 происходит отделение конусной поверхности 83 плиты 23 от наружной конусной поверхности цанг 29. Лепейтки последних расходятся, освобождая монтажные штыри 4, завальцованные в печатной плате 1. После отхода цанг 29 и фильер 19 от печатной платы 1 механизм установки монтажных штырей 4 и фильеры 19 под действием соответствующих пружин 81 и 38 возвращаются в исходное положение. Одновременно с подачей сигнала к приводу 26 вертикального движения переключатель 76 подает сигнал к магнитам первых накопителей-отсекателей 11, которые.пропускают монтажные штыри 4 к вторым накопителям-отсекателям 12. После окончания подъема верхней платформы 25 с ложемента 9 снимают готовый собранный узел. Закончился один цикл работы устройства, при этом произошла подготовка к новому автоматическому циклу сборки, который начинается с вдвигания рамы 2 с печатной платой 1 в устройство и нажатия кнопки Пуск на панели управления.
9113434010
Предлагаемое устройство по срав- тельностипутем автоматизации
Нению с прототипом обеспечивает - процессовсборки радиомонтажных повышение качества и производи- панелей.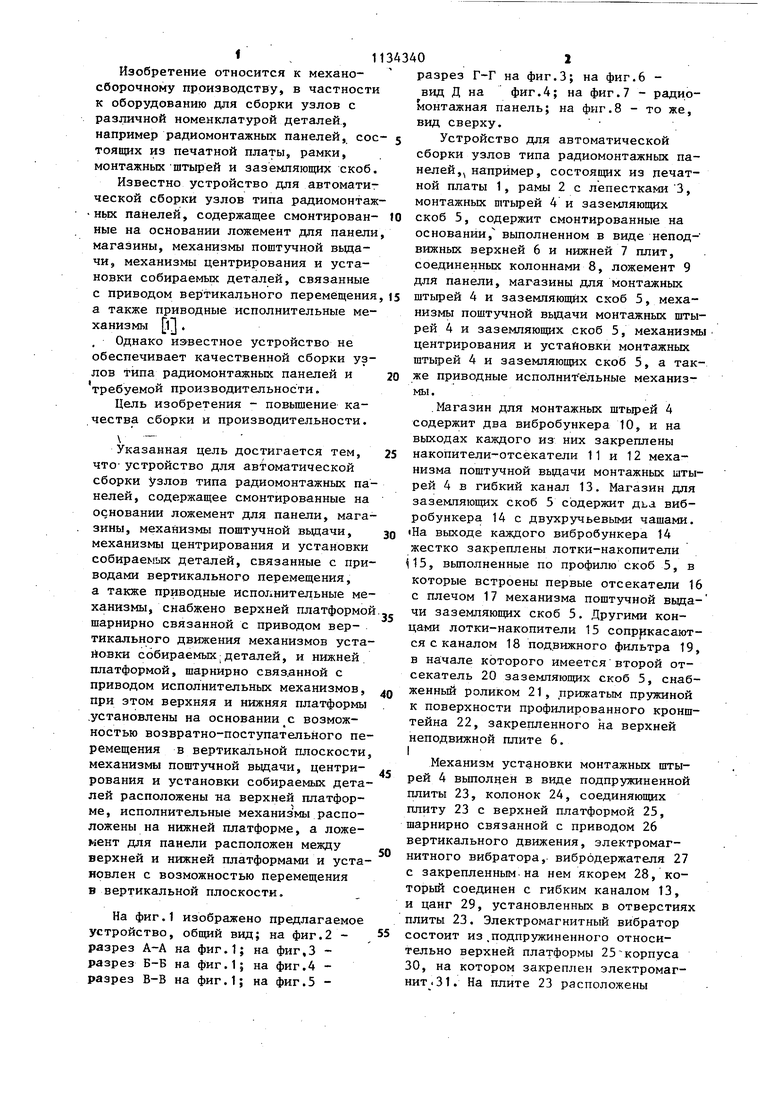

| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтоматическая линия для сборки трубчатых секций теплообменников | 1982 |
|
SU1134336A1 |
| СТАНОК ДЛЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1997 |
|
RU2139178C1 |
| КОМПЛЕКС СБОРКИ ШАТУННО-ПОРШНЕВОЙ ГРУППЫ | 2013 |
|
RU2548843C2 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ВЫДАЧИ ИЗДЕЛИЙ ИЗ СТОПЫ | 1990 |
|
RU2006436C1 |
| ЭЛЕКТРИЧЕСКИЙ РАЗЪЕМ | 1971 |
|
SU314335A1 |
| Полуавтоматическая линия для сборки и клепки деталей | 1984 |
|
SU1225762A1 |
| Устройство для изготовления и запрессовки проволочных штырей в монтажные платы | 1981 |
|
SU996008A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1997 |
|
RU2126739C1 |
| Устройство для обрезки выводов радиоэлементов после пайки | 1983 |
|
SU1112586A1 |
| СТЕНД СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, ВЕРХНИЙ КОРСЕТ СТЕНДА, НИЖНИЙ КОРСЕТ СТЕНДА, МЕХАНИЗМ ПОПЕРЕЧНОГО ПЕРЕМЕЩЕНИЯ СТЕНДА СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, МЕХАНИЗМ ПРОВОРОТА СТЕНДА СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, ПОДЪЕМНЫЙ МЕХАНИЗМ СТЕНДА СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, ХОДОВАЯ ОПОРНАЯ ТЕЛЕЖКА СТЕНДА СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, СПОСОБ СБОРКИ ОБТЕКАТЕЛЯ НА СТЕНДЕ | 2008 |
|
RU2392201C1 |

УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ. СБОРКИ УЗЛОВ типа радиомонтажных панелей, содержащее смонтированные на основании ложемент для панели, магазины, механизмы поштучной выдачи, механизмы центрирования и установки собираемых деталей, связанные с приводами вертикального перемещения, а также .приводные исполнительные механизмы, отличающееся тем, что, с целью повышения качества сборки и производительности, оно снабжено верхней платформой, шарнирно связанной с приводом вертикального движения механизмов установки собираемых деталей, и нижней платформой,шарнирно связанной с приводом исполнитель-: ных механизмов, при этом верхняя и нижняя платформы установлены на основании с возможностью возвратнопоступательного перемещения в вертикальной плоскости, механизмы центрирования, поштучной вьщачи и установки собираемых деталей расположены на верхней платфсйрме, исполнительные механизмы расположены на нижней платг форме, а ложемент для панели расположен мезвду верхней и нижней платформами и установлен с возможностью перемещения в вертикальной плоскости.
Я7
/
Фиг.1
60
фиг.
Вид/1
г-r
39 78
0
3 2
тшг
Фиг. 8
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приборостроение и средства автоматизации | |||
| Справочник под общей ред | |||
| А.Н | |||
| Гаврилова | |||
| Т | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Автоматический огнетушитель | 0 |
|
SU92A1 |
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
