ячейкообразования. Формообразующие элементы 8 во время движения конвейера 7 входят в слой волокнистой суспензии на заданную глубину иосле напускного ящика 1.
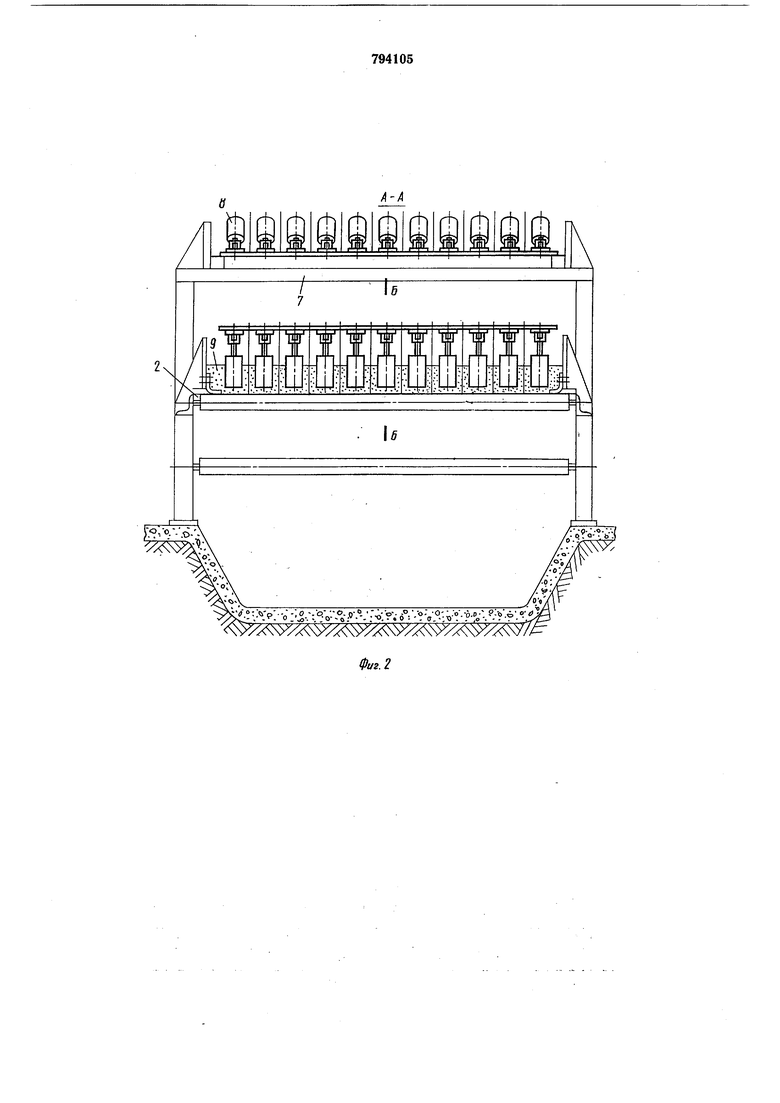
На регистровой и сосунной частях 3 отливочной машины воду удаляют через сетку транспортера 2, образуя из волокна переплетенную структуру ковра. Перед форпрессом 4 формообразующие элементы 8 из ковра выходят, оставляя на нем сформированные ячейки. Глубину ячеек регулируют перемещением цепного транспортера в вертикальной плоскости. После подпрессовки ковер обрезают на форматных пилах по заданным габаритам и направляют в сушилку.
Предлагаемое устройство позволяет устранить трудоемкую операцию фрезерования ячеек и сократить расход древесного волокна на 15-40%. Кроме того, формирование ячеек на стадии отлива ковра на 25-30% сокращает время его сушки, т. е. предлагаемое устройство позволяет интенсифицировать процесс производства акустических плит.
Использование ячеистых мягких древесноволокнистых плит в качестве теплоизоляции в стандартном деревянном домостроении взамен мягких древесноволокнистых плит позволяет повысить тепло и звукоизоляционные свойства, а также снизить вес панелей.
Формула изобретения
Устройство для изготовления ячеистых мягких древесноволокнистых плит, включающее напускной ящик, сетчатый транспортер, регистровую и сосунную часть, форпресс отливочной машины и форматные пилы, отличающееся тем, что, с целью повышения производительности, над регистровой и сосунной частью отливочной машины установлен механизм ячейкообразования, выполненный в виде цепного конвейера с системой формообразующих элементов, установленных в шахматном порядке и шарнирно закрепленных на звеньях цепного конвейера, причем механизм ячейкообразования установлен с возможностью
вертикального перемещения, а выходная часть его выполнена под углом 5-20° к плоскости сетки отливочной машины.
Источники информации, принятые во внимание при экспертизе
1.Ребрин С. П. и др. «Технология древесноволокнистых плит, изд. «Лесная промышленность, М., 1971 г., стр. 70-75.
2.Авторское свидетельство СССР № 609809, кл. D 21J 3/10, 1974.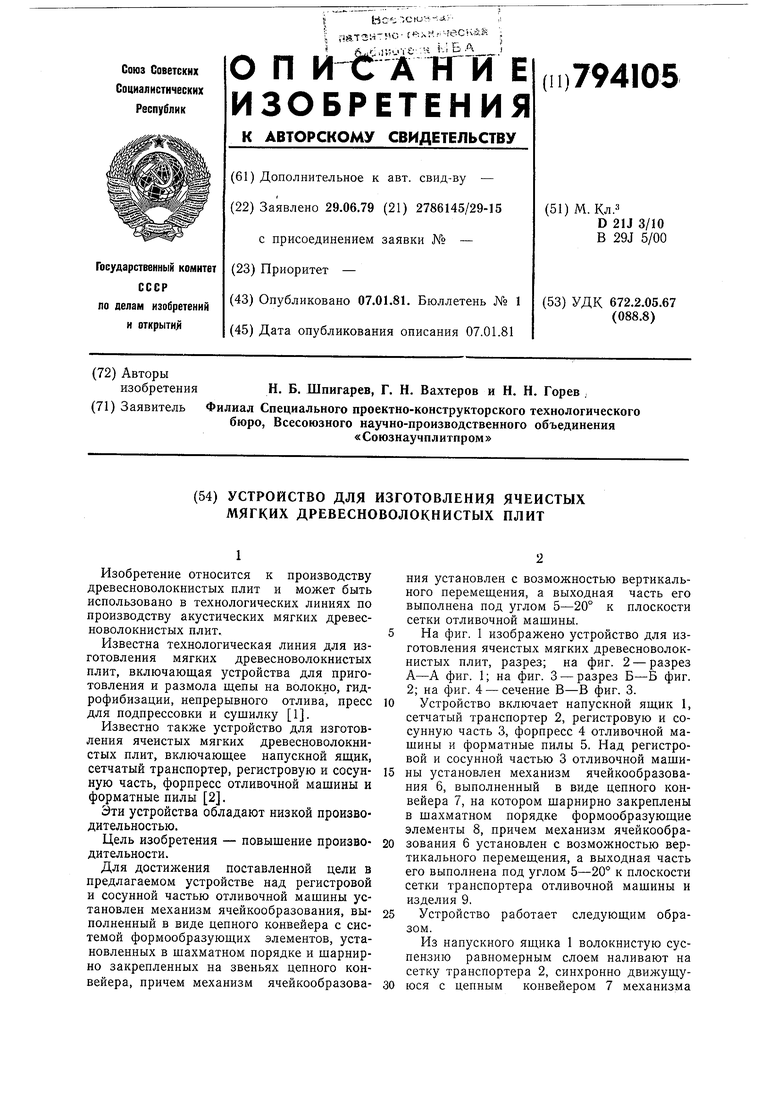

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формирования ячеистого ковра из древесноволокнистой массы | 1986 |
|
SU1339032A1 |
| Отливная машина для изготовления древесноволокнистых плит | 1988 |
|
SU1719516A1 |
| Способ изготовления древесноволокнистых плит | 1986 |
|
SU1406277A1 |
| Способ формирования ковра для древесно-волокнистой плиты | 1989 |
|
SU1724773A1 |
| Способ формирования древесноволокнистого ковра и устройство для его осуществления | 1982 |
|
SU1096128A1 |
| Установка для изготовления армированных плит | 1981 |
|
SU954254A1 |
| Устройство для формования древесноволокнистых плит | 1989 |
|
SU1645325A1 |
| Поточная линия для изготовления волокнистых плит из волокнистой суспензии | 1989 |
|
SU1761480A1 |
| Способ изготовления мягких биостойких древесно-волокнистых плит | 1986 |
|
SU1373743A1 |
| Установка для изготовления непрерывных плитных материалов | 1977 |
|
SU655566A1 |
X, ,..-.,, Оч5ХХ Х ЧУ
Фиг. 1
ы
y
li
- -0 i-;: QV д °.-o: v S: -g °- .
:Фл.
