Изобретение относится к оборудованию для производства волокнистых плит, в частности к производству волокнистых плит из скопа картонно-бумажного производства, и может быть использовано в целлюлозно-бумажной промышленности и промышленности строительных материалов.
Известно использование скопа картонно-бумажного производства в производстве волокнистых плит.
До недавнего времени производство плит из скопа картонно-бумажного производства осуществляли на аппаратах периодического действия. Процесс характеризуется низкой производительностью. Кроме того, скоп содержит большое количество наполнителя, характеризуется низкими силами сцепления между волокнами, поэтому формование плиты из скопа требует тщательного ведения процесса, чтобы предотвратить раздавливание плиты.
Известна установка для отлива волокнистых плит из осадков сточных вод, включающая напорный ящик, за которым следует желоб, ограниченный снизу бесконечной
VI Os
Ј
00
о
сеткой. Продвигаясь по желобу, масса обезвоживается с помощью подвижного сосуна и далее поступает в клинообразный зазор, образуемый двумя сетками, где происходит основное обезвоживание, В конце машины установлены три двухвальных пресса высокого давления,
Основной недостаток этой конструкции заключается в том, что высокое давление в последних прессах отрицательно сказывается на качестве плит, нарушая целостность их поверхности, что приводит к снижению прочности плит.
Наиболее близкой по технической сущности является поточная линия для изготовления волокнистых плит, содержащая узел подготовки волокнистой массы, узел ее сгущения, выполненный в виде агрегата со схо- дящимися вертикально размещенными вакуум-формовочными транспортерами, узел прессования ковров в виде двух транспортеров, рабочие ветви которых образуют зазор для прохода сформованного ковра. Внутри транспортеров установлен ряд калибровочных валиков, находящихся в контакте с рабочими ветвями транспортеров. Поточная линия оснащена также резательным устройством и сушильным агрегатом. Поточная линия предназначена для изготовления теплоизоляционных плит из мине- ральных волокон и связующего, и ее недостаток заключается в ограничении технологических возможностей (линия работает эффективно только в случае использования в качестве сырья минеральных волокон, близких к минеральным по способности отдавать воду в процессе формования и прессования ковра). Если же в качестве исходного материала использовать такой труднообезвоживающийся продукт, как скоп картонно-бумажного производства, то в сушку поступают плиты с высокой степенью влажности и в процессе сушки происходит растрескивание плит, что снижает их потребительские свойства. Узким местом при этом является узел прессования, выполненный в виде двух рядов калибровочных валиков, охваченных трнспортерными лентами, между которыми происходит сформованный ковер. Узел прессования такой конструкции не обеспечивает нужной степени сухости ковра, сформованного из скопа картонно-бумажного производства, практически здесь происходит подпрессовка и калибровка ковра, а для эффективного обезвоживания надо или увеличить длину рабочей части транспортеров в несколько раз, что потребует увеличения производственных площадей, или увеличить число калибровочных валиков, что естественно приводит к усложнению конструкции, так как каждый валик должен иметь регулируемый механизм прижима.
Цель изобретения - расширение технологических возможностей.
Это достигается тем, что в поточной линии, включающей узел приготовпения волокнистой массы, механизм для предварительного обезвоживания массы в
0 виде горизонтального сетчатого транспортера, узел формования ковра сходящихся вакуум-формовочных транспортеров, узел прессования ковра в виде двух транспортеров, рабочие ветви которых образуют зазор
5 для прохода сформованного ковра, сушильный агрегат и резательное устройство, транспортеры узла прессования ковра выполнены сетчатыми, их рабочие ветви установлены под углом друг к другу 1-6°, а внутри транспортеров параллельно рабо0 чим ветвям установлены перфорированные пластины. Такое выполнение узла прессования позволяет обеспечить эффективное обезвоживание волокнистого ковра до сухости 22-28%, изготовленного из скопа кар5 тонно-бумажного производства, что даст возможность получить плиты, отвечающие требованиям народного хозяйства.
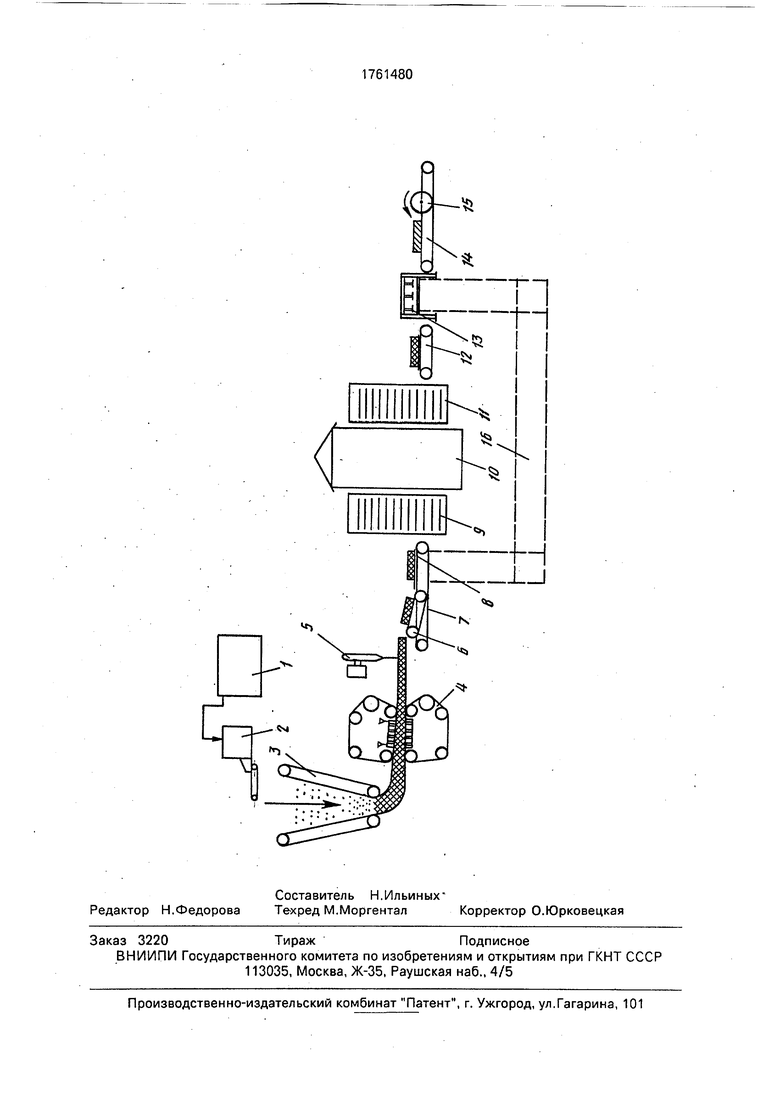
На чертеже схематически изображена поточная линия.
0Поточная линия состоит из узла 1 приготовления волокнистой суспензии, механизма 2 для предварительного сгущения массы, устройства 3 для формования волокнистого ковра, механизма 4 прессования
5 ковра, состоящего из двух сетчатых конвейеров 5, перфорированных пластин 6, устройства 7 для регулирования угла между пластинами, агрегата 8 резки бесконечного ковра на полотна заданных размеров, на0 клонного транспортера 9 для укладки влажных плит на поддоны 10, загрузочного конвейера 11, загрузочной этажерки 12, гидравлического многоэтажного пресса 13, разгрузочной этажерки 14, разгрузочного
5 конвейера 15, пересъемного устройства 16, конвейера 17, узла резки плит 18, конвейерной системы 19 возврата поддона влево.
Поточная линия работает следующим образом.
0 Скоп с очистных сооружений подают в узел 1 приготовления волокнистой суспензии, где смешивают с другими отходами ЦБП (опилками, отходами сортирования целлюлозы, макулатуры, древмассы и др.) и
5 функциональными добавками (например, гидрофобизирующими), при массовой доле волокна 2,5-3,5% подают в напускное устройство механизма 2. Волокнистую массу выливают ровным слоем на бесконечный
сетчатый транпортер, часть воды, протекая сквозь сетку, собирается в баке оборотных вод, а обезвоженную до 4-5% массу сбрасывают в вертикальное устройство 3, образованное двумя сетчатыми транспортерами, охватывающими отсасывающие ящики. В верхней части устройства под воздействием гидростатического и механического давлений жидкая фаза суспензии через подвиж- кые сетки транспортеров и перфорированную поверхность ящиков самотеком отводят в бак оборотной воды, а на сетках начинают образовываться слои волокон, которые, продвигаясь вниз, сходятся и образуют один волокнистый ковер. В ниж- ней части устройства для интенсификации процесса обезвоживания удаление фильтрата осуществляют принудительно с помощью двустороннего вакуумирования.
Сформованный волокнистый ковер с массовой долей 15-20% переводят на горизонтальный участок, где подвергают дополнительному обезвоживанию и прессованию до сухости 22-28% в механизме 4. Сформованный и подпрессованный ковер подают на агрегат 8, где разрезают полотно заданных размеров, определяемые размерами греющих плит пресса. Влажные плиты с помощью наклонного транспортера 9 укладывают на металлические листы (поддоны) 10 и конвейером 11 подают в загрузочную этажерку 12 и далее на многоэтажный гидравлический пресс 13, где происходят окончательное обезвоживание и сушка плит под давлением 0,5-2,5 МПа, температуре 150-200°С в течение 20-60 мин.
Высушенные плиты поступают в разгрузочную этажерку 14 и далее по конвейеру 15 в пересъемное устройство 16, где происходит разделение плит и поддонов. Плиты по-
ступают на форматную резку, а поддоны системой 19 конвейеров возвращают в производство.
На данном устройстве получены волокнистые плиты из скопа картонно-бумажного производства, основные характеристики которых отвечают требованиям народного хозяйства:
Плотность, кг/м
500-900
Предел прочности при изгибе, МПа 8-18 Использование изобретения в народном хозяйстве позволяет:
-решить вопрос утилизации скопа картонно-бумажного производства;
-сократитьтранспортные расходы, связанные с вывозом скопа на свалку;
-организовать производство дефицитного строительного материала.
Формула изобретения Поточная линия для изготовления волокнистых плит из волокнистой суспензии, содержащая узел приготовления волокнистой массы, механизм предварительного обезвоживания массы в виде горизонтального сетчатого транспортера, узел формова- ния ковра в виде сходящихся вакуум-формовочных транспортеров, узел прессования ковра в виде двух транспортеров, рабочие ветви которых образуют зазор для прохода сформованного ковра, сушильный агрегат и резательное устройство, отличающаяся тем, что, с целью расширения технологических возможностей, транспортеры узла прессования ковра выполнены сетчатыми, их рабочие ветви установлены под углом друг к другу 1-6°, а внутри транспортеров параллельно рабочим ветвям установлены перфорированные пластины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления волокнистых теплоизоляционных плит | 1984 |
|
SU1333581A2 |
| Поточная линия для изготовления волокнистых теплоизоляционных плит | 1982 |
|
SU1096256A1 |
| Прессовая установка для производства древесно-волокнистых плит | 1982 |
|
SU1105535A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ВОЛОКНИСТЫХ ТЕПЛОИЗОЛЯЦИОННЫХ ПЛИТ | 1996 |
|
RU2129067C1 |
| Устройство для изготовления профилированных волокнистых изделий | 1986 |
|
SU1344606A1 |
| Поточная линия для изготовления минераловатных или стекловатных плит | 1975 |
|
SU555014A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ВЕРТИКАЛЬНО-СЛОИСТОЙ СТРУКТУРЫ НЕПОСРЕДСТВЕННО ИЗ КОВРА ГОРИЗОНТАЛЬНО-СЛОИСТОЙ СТРУКТУРЫ И СПОСОБ ЕЕ ФУНКЦИОНИРОВАНИЯ | 2008 |
|
RU2389603C2 |
| Поточная линия для изготовления теплоизоляционных изделий | 1979 |
|
SU863580A1 |
| Способ изготовления твердых древесноволокнистых плит | 1986 |
|
SU1409706A1 |
| Линия для изготовления жестких минераловатных плит | 1987 |
|
SU1395501A1 |
Сущность изобретения: линия для изготовления волокнистых плит из волокнистой суспензии содержит узел приготовления волокнистой массы, механизм предварительного обезвоживания массы в виде горизонтального сетчатого транспортера, узел формования ковра в виде сходящихся вакуум-формовочных транспортеров,узел прессования ковра в виде двух транспортеров, сушильный агрегат и резательное устройство. Рабочие ветви транспортеров образуют зазор для прохода сформированного ковра. Транспортеры узла прессования ковра выполнены сетчатыми. Их рабочие ветви установлены под углом друг к другу 1-6°, а внутри транспортеров параллельно рабочим ветвям установлены пластины. 1 ил. (Л С
| Бумажная промышленность | |||
| Гребенчатая передача | 1916 |
|
SU1983A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Установка для формования волокнистых плит | 1981 |
|
SU1002170A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Отчет о НИР Разработать технологию производства волокнистых плит из осадков сточных вод, инв | |||
| № 02850053763 | |||
| Поточная линия для изготовления волокнистых теплоизоляционных плит | 1984 |
|
SU1333581A2 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
