Максимальная глубина вытяжки деталей из листового материала определяется прочностью опасного сечения. При применении для вытяжки пуансонов с вертикальной боковой поверхностью наиболее слабым (опасным сечением) оказывается то место материала, которое попадает в зазор между матрицей и пуансоном в начальный момент вытяжки и остается ненаклепанным. Это место, расположенное у дна вытягиваемой детали, легко утоняется в процессе вытяжки и рвется.
При многооперационной вытяжке способ упрочения опасного сечения путем подбора соответствующей формы пуансона предварительных переходов известен.
В предлагаемом способе, с целью наибольшего перемещения опасного сечения навстречу упроченному материалу, поступающему с поверхности матрицы, и увеличения глубины вытяжки за каждый переход, образующая боковая поверхность пуансона предварительной операции вытяжки выполнена по выпуклой кривой.
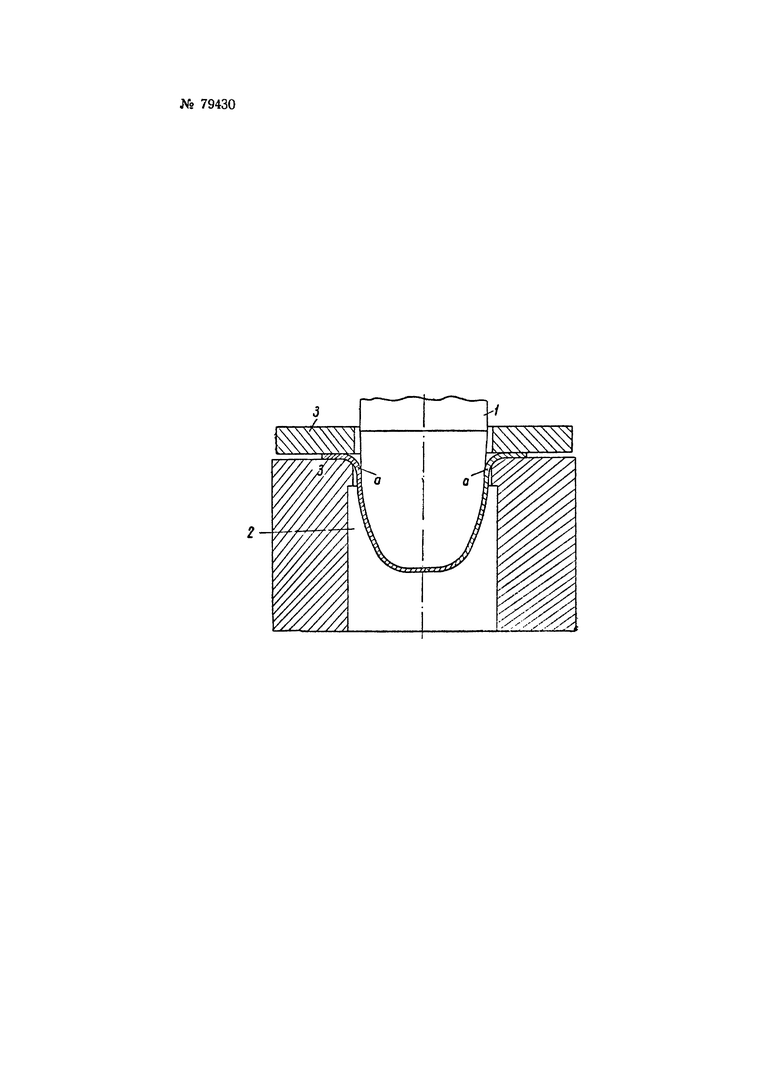
Схема вытяжки изображена на чертеже.
Пуансон 1 имеет выпуклую образующую боковой поверхности, а зазор между матрицей 2 и пуансоном выполнен шире, чем начальная толщина материала, что связано с утолщением материала при перетяжке из фланца. В процессе вытяжки материал, зажатый между фланцами матрицы 2 и прижима 3, все время обтягивает боковую поверхность пуансона. Благодаря этому опасное сечение, находящееся при вертикальной образующей пуансона около его дна, при выпуклой образующей располагается значительно выше (сечение а-а). По мере вытяжки, оно поднимается вверх навстречу уже упроченному материалу, перетянутому из фланца и имеющему в связи с этим повышенный предел прочности. К концу вытяжки прочность опасного сечения возрастает, что и позволяет значительно увеличивать глубину вытяжки за каждый переход.
При однопереходной вытяжке пуансон с выпуклой образующей может применяться только в том случае, если точность формы боковой поверхности изделия не играет роли. Преимуществом пуансона и в этом случае является увеличение прочности опасного сечения и возможность увеличения в связи с этим глубины вытяжки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ДВОЙНОГО ДЕЙСТВИЯ | 2011 |
|
RU2502575C2 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ ВЫТЯЖКИ КОРОБЧАТОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 2013 |
|
RU2545863C2 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ ВЫТЯЖКИ ОСЕСИММЕТРИЧНОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССАХ ПРОСТОГО ДЕЙСТВИЯ ИЛИ МНОГОПОЗИЦИОННОМ ПРЕССЕ-АВТОМАТЕ | 2013 |
|
RU2557042C2 |
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ПРОСТОГО ДЕЙСТВИЯ | 2011 |
|
RU2527820C2 |
| Способ изготовления цилиндрических изделий | 1986 |
|
SU1470393A1 |
| Штампы для вытяжки изделий из листового материала | 1978 |
|
SU743755A1 |
| Способ изготовления полой детали бутылочной формы | 2020 |
|
RU2744804C1 |
| Устройство для глубокой вытяжки | 1985 |
|
SU1266607A1 |
| Способ изготовления полых двухслойных изделий | 1983 |
|
SU1088845A1 |
| Способ изготовления изделий типа стаканов | 1990 |
|
SU1750845A1 |
1. Способ упрочения опасного сечения при многооперационной вытяжке путем подбора соответствующей формы пуансона предварительных переходов, отличающийся тем, что, с целью наибольшего перемещения опасного сечения навстречу упроченному материалу, поступающему с поверхности матрицы для увеличения глубины вытяжки за каждый переход, образующая боковая поверхность пуансона предварительной операции вытяжки выполнена по выпуклой кривой так, что штампуемый материал во все время вытяжки плотно охватывает боковую поверхность пуансона, а зазор между матрицей и пуансоном в верхней их части равен толщине материала с учетом утолщения, вызываемого перетяжкой материала из фланца.
2. Применение способа по п. 1 при однооперационной вытяжке изделий, точность формы боковой поверхности которых для службы или назначения изделия существенной роли не имеет.
