Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении полых деталей бутылочной формы с размерами D в пределах 200÷700 мм, S в пределах 4÷12 мм и d/D < 0,4.
В области машиностроения широко используется способ получения полых деталей гильзовой формы из трубчатой заготовки операцией обжима, т.е. уменьшением поперечного сечения одного конца трубчатой заготовки путем вталкивания его в воронкообразную часть матрицы, имеющую форму готового изделия или промежуточного перехода.
Деформация при обжиме оценивается коэффициентом обжима:
d - диаметр готового изделия по средней линии, мм;
D - диаметр полой трубчатой заготовки по средней линии, мм.
При этом величина утолщения стенки на диаметре d при обжиме:
S-толщина стенки трубчатой заготовки, мм
Следовательно, при значительной разнице диаметров D и d готовой детали, например  утолщение составит:
утолщение составит:  что в процентном отношении составит 58%.
что в процентном отношении составит 58%.
Величина рабочего коэффициента обжима, при которой не происходит потеря устойчивости заготовки и образования на ней поперечных складок, составляет для стальных изделий 0,85-0,9; для латунных и алюминиевых 0,8-0,85 [1].
Следовательно, при соотношении диаметра полой цилиндрической заготовки и диаметра обжатой части заготовки меньше 0,85 требуется две или более операций обжима.
Предельная деформация при обжиме трубных заготовок ограничивается потерей устойчивости заготовки, что имеет место при  где
где
d - диаметр готового изделия по ср. линии, мм;
S-толщина стенки трубы, мм [3]
Для уменьшения вероятности гофрообразования в штампах предусматриваются расправочные стержни внутри и подпоры стенки трубы снаружи [2]. Обжим с подпором стенки позволяет значительно расширить технологические возможности обжима, однако при этом значительно усложняется конструкция штампа, в связи со сложностью извлечения изделия из штампа после обжима.
Следовательно, при параметрах исходной трубной заготовки  и параметрах готового изделия
и параметрах готового изделия  обжим достигается в нескольких специальных штампах сложной конструкции, при этом величина утолщения стенки на диаметре d после обжима может достигать более 50%.
обжим достигается в нескольких специальных штампах сложной конструкции, при этом величина утолщения стенки на диаметре d после обжима может достигать более 50%.
Таким образом, актуальными задачами при обжиме трубчатой заготовки являются снижение трудоемкости, металлоемкости и сложности оснастки, уменьшение величины утолщения стенки на диаметре d после обжима.
Для изготовления полой трубчатой заготовки из листового материала известен способ, включающий ряд операций вытяжки [3] и, следовательно, ряд операций подрезки торца заготовки после каждой операции вытяжки, припуск на которые задают для деталей высотой свыше 150 мм в пределах 4-6% от высоты детали на каждую операцию [1]. В связи с утонением материала на радиусе пуансона равным 10-15% от толщины материала, при многооперационной вытяжке толщина стенки вытягиваемой цилиндрической детали имеет неравномерную толщину с утонением до 15% и требуется дополнительный припуск по толщине исходной листовой заготовки. Таким образом, при изготовлении полой трубчатой заготовки из листового материала путем последовательной вытяжки в серийном производстве, происходит значительная потеря листового материала (в ракетостроении это дорогостоящие специальные сплавы!). Следовательно, одной из актуальных задач при изготовлении трубчатой заготовки из листового материала является экономия металла, в частности, назначение оптимальных размеров заготовки.
Задачей настоящего изобретения является использование исходного материала с уменьшенной толщиной и габаритами, снижение трудоемкости изготовления детали, оптимизация по сложности применяемой оснастки, снижение трудноуправляемости процессом изготовления детали, стабильное получение разнотолщинности детали (Утонение и утолщение не более 5%).
Техническим результатом, на достижение которого направлено предлагаемое изобретение, является получение полых деталей бутылочной формы с параметрами готового изделия d/D < 0,4, S/D < 0,03, с минимальным количеством последовательных операций штамповки относительно традиционного способа получения указанных деталей, с оптимальным расходом листового материала заготовки и высоким процентом годности деталей за счет низкой разнотолщинности стенки (утонение и утолщение не более 5%).
Данный технический результат достигается с помощью способа изготовления полой детали бутылочной формы, имеющей толщину стенки S, область малого диаметра d, область большего диаметра D и область конусного перехода от малого диаметра к большему, при этом d/D < 0,4, S/D < 0,03. Способ включает получение предварительно рассчитанной заготовки в форме усеченного конуса с дном методом ротационного выдавливания и листового материала. Формирование области малого диаметра и области конусного перехода от малого диаметра к большему осуществляют путем обжима заготовки в форме усеченного конуса с дном в матрице с рабочим профилем, имеющим размеры наружного профиля получаемой детали, пуансоном, рабочий профиль которого выполнен с размерами внутреннего профиля детали, с обеспечением прижима дна заготовки. Затем осуществляют формирование области большего диаметра детали путем переформовки оставшейся конусной части заготовки обжимом и протяжкой упомянутой оставшейся конусной части проталкиванием ее через по меньшей мере одно матричное кольцо пуансоном с рабочим профилем, имеющим размеры внутреннего профиля детали.
Сущность изобретения поясняется чертежами.
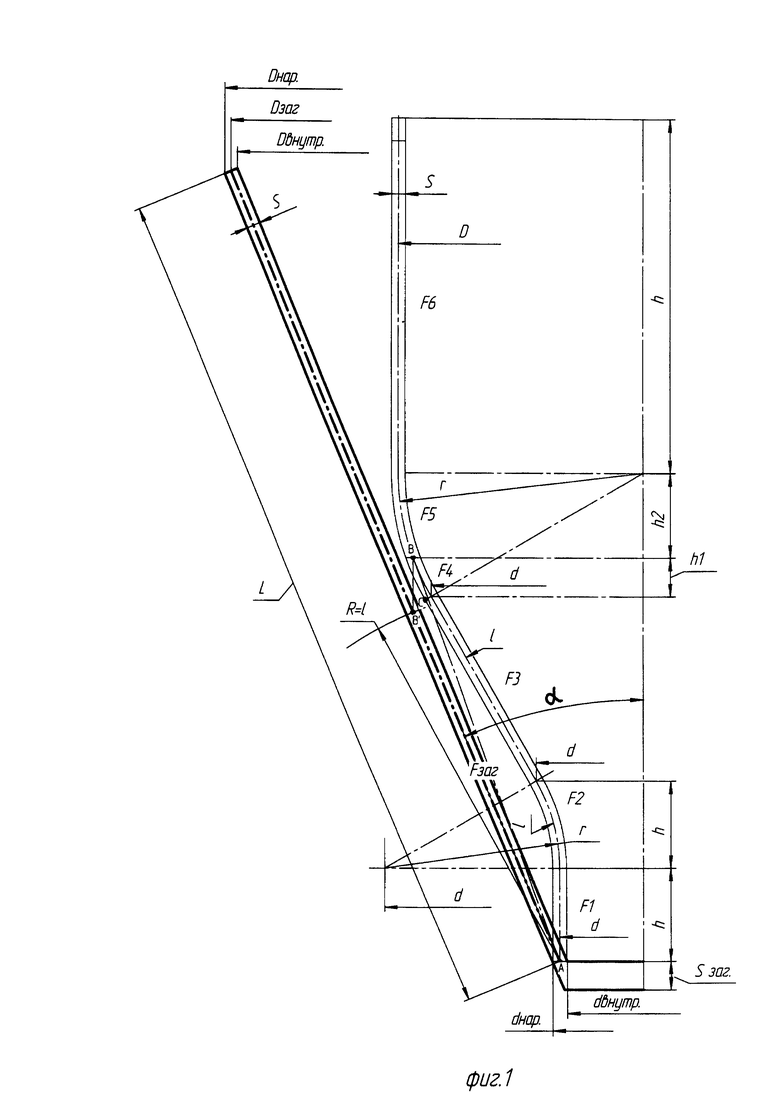
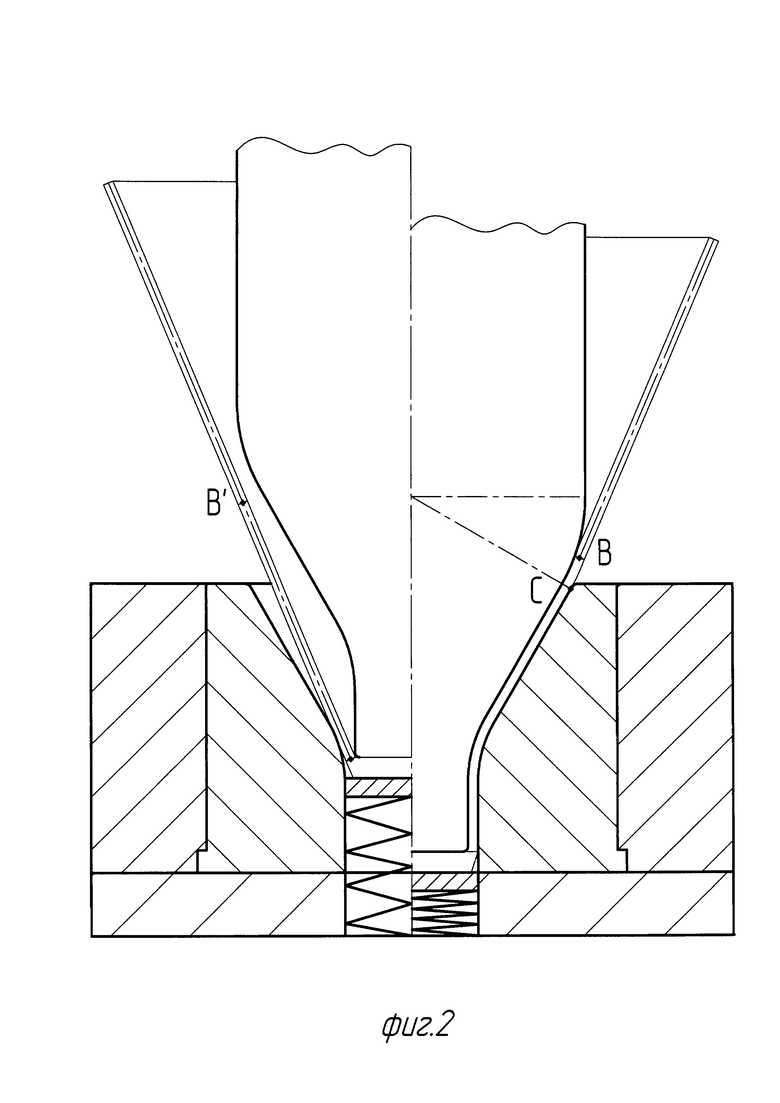
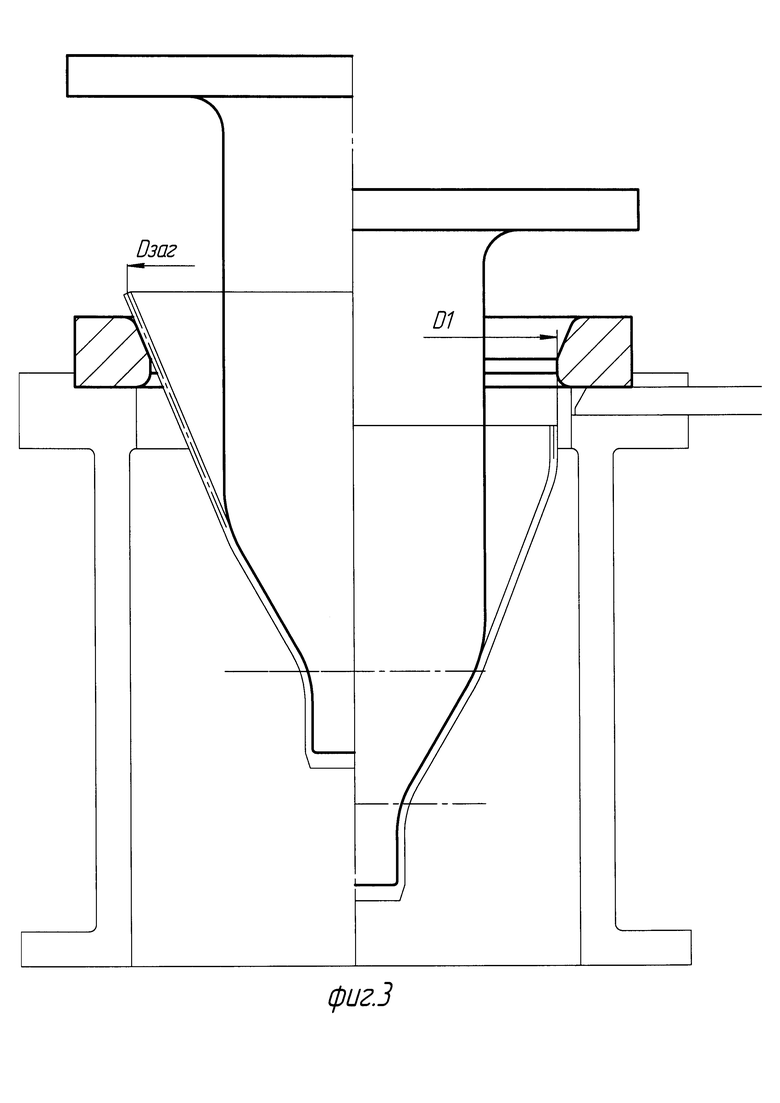
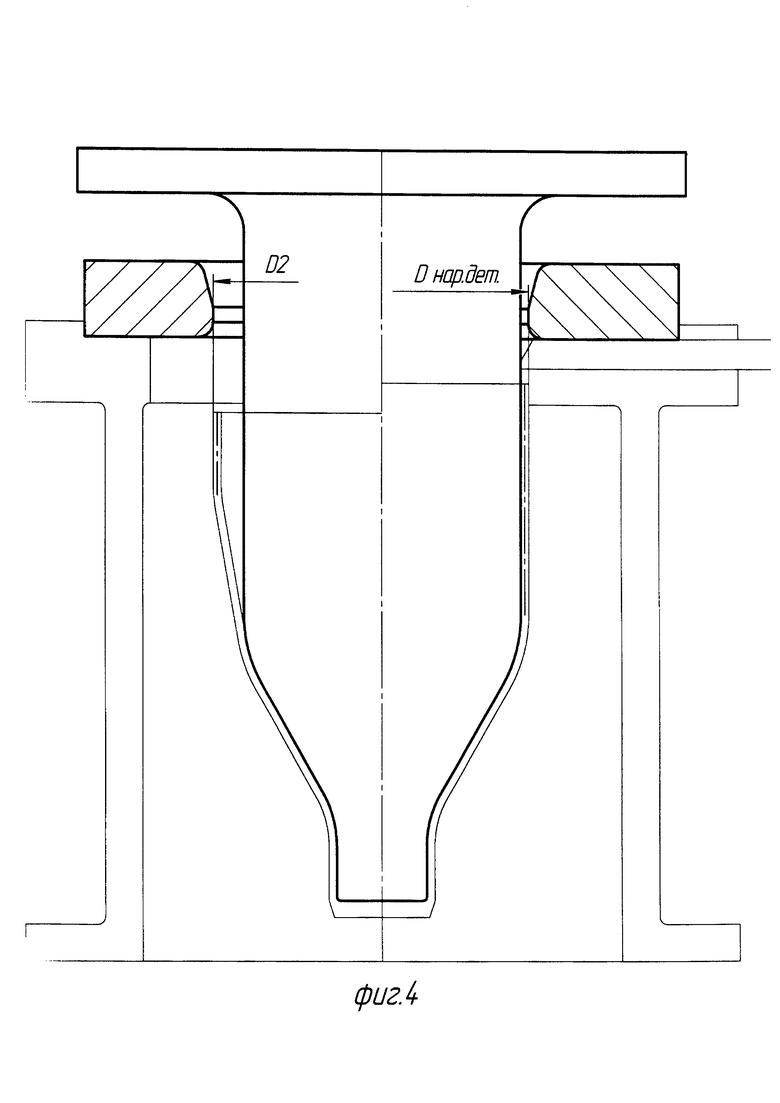
На фиг. 1 изображен пояснительный чертеж к расчету заготовки, на фиг. 2 - формирование зоны малого диаметра и зоны конусного перехода, на фиг. 3 - первая операция обжима, на фиг. 4 - последующие операции обжима и окончательный обжим.
Для определения размеров заготовки в форме усеченного конуса используется метод равенства поверхностей, т.е. пренебрегая изменением толщины материала, определение размеров заготовки производят по равенству площади поверхности заготовки и площади поверхности готовой детали. Расчет по данному методу ведется по средней линии детали.
Поверхность детали, получаемой заявленным способом, разбиваем на простые геометрические элементы (фиг. 1).
Для нахождения угла конусности нашей заготовки в форме усеченного конуса, поступаем следующим образом:
1. Проводим касательную из точки А к радиусу R (точка В)
2. Находим площадь поверхности части заготовки до точки В:
Fзаг.-В = F1 + F2 + F3 + F4, из формулы поверхности усеченного конуса
Fзаг.-В = (3,14 × 1/2) × (d1 + d2), следовательно
l = ((F1 + F2 + F3 + F4) / (d1 + d2)) × 2/3,14
3. Точка В' - точка заготовки в форме усеченного конуса, совпадающая с точкой В на детали находится в месте пересечения радиуса R=l, про
4. веденного из точки А и вертикального отрезка, проведенного из точки В.
5. Отрезок А-В' является частью образующей искомой заготовки в форме усеченного конуса, а угол альфа - угол конусности нашей заготовки.
Для определения длины образующей заготовки в форме усеченного конуса L, приравниваем сумму площадей штампуемой детали Fдет. = (F1 + F2 + F3 + F4 + F5 + F6) и площадь поверхности усеченного конуса, соответствующего искомой заготовки в форме усеченного конуса. (3,14 × L/2) × (d + Dзаг.) = Fдет., причем Dзаг. = L × 2sinα
В результате преобразований получаем:
2sinα × L2 + d × L - Fдет. × 2/3,14 = 0
Из решения данного квадратного уравнения получаем:

Формирование обжимом на заготовке в форме усеченного конуса области конусного перехода детали бутылочной формы от малого диаметра d к большему диаметру D осуществляется пуансоном, имеющим рабочий профиль с размерами внутреннего профиля получаемой детали бутылочной формы, в конусной матрице, имеющей рабочий профиль с размерами внутреннего профиля получаемой детали. Высота конусной матрицы ограничивается диаметром заготовки в форме усеченного конуса в точке С (фиг. 1). Для предотвращения утонения стенки детали в зоне дна, операция обжима области конусного перехода от d к D выполняется с прижимом дна на прессе двойного действия или на буфер (фиг. 2).
Сформированная зона конусного перехода необходима для выполнения следующей операции или нескольких операций штамповки и служит опорной поверхностью для пуансона при переформовке обжимом и протяжкой оставшейся конусной части заготовки в цилиндрическую поверхность диаметром D детали бутылочной формы.
Формирование цилиндрической поверхности детали диаметром D из оставшейся конусной части заготовки осуществляется путем проталкивания заготовки «напровал» пуансоном, имеющим рабочий профиль с размерами внутреннего профиля получаемой детали, через одно или несколько матричных колец, устанавливаемых в универсальную подставку, оснащенную выдвижными съемниками (фиг. 3; фиг. 4). При такой схеме формообразования область конусного перехода от d к D плотно контактирует с пуансоном по всей ранее сформированной поверхности и не подвергается деформации, следовательно, в данной области детали отсутствует изменение толщины стенки.
Для исключения потери устойчивости и образования гофр при параметрах детали  и
и  коэффициент обжима на первой операции обжима назначаем не более 0,9, т.к. первая операция обжима цилиндрической части детали по предлагаемой схеме (фиг. 3) представляет собой обжим без подпора стенки заготовки. Следующие одна или несколько операций штамповки по предлагаемой схеме (фиг. 4) представляют собой операцию переформовки протяжкой цилиндрической заготовки большего диаметра D1 в цилиндрическую деталь меньшего диаметра D2. Следовательно, степень деформации при данной операции или нескольких операциях штамповки назначаем как при многооперационной вытяжке цилиндрических деталей без фланца для 2-го и последующих переходов вытяжки, т.е. коэффициент обжима для данных операций при
коэффициент обжима на первой операции обжима назначаем не более 0,9, т.к. первая операция обжима цилиндрической части детали по предлагаемой схеме (фиг. 3) представляет собой обжим без подпора стенки заготовки. Следующие одна или несколько операций штамповки по предлагаемой схеме (фиг. 4) представляют собой операцию переформовки протяжкой цилиндрической заготовки большего диаметра D1 в цилиндрическую деталь меньшего диаметра D2. Следовательно, степень деформации при данной операции или нескольких операциях штамповки назначаем как при многооперационной вытяжке цилиндрических деталей без фланца для 2-го и последующих переходов вытяжки, т.е. коэффициент обжима для данных операций при  может быть равен 0,7-0,75 [3].
может быть равен 0,7-0,75 [3].
Последней операцией штамповки окончательно формируется цилиндрическая поверхность готовой детали, здесь диаметр матричного кольца равен наружному диаметру D готовой детали. При необходимости получения точного профиля готовой детали, завершающей операцией способа изготовления полых деталей бутылочной формы из листового материала является калибровка детали в полноразмерной матрице имеющимся пуансоном.
Следует отметить, что в предлагаемом способе все операции штамповки выполняются одним и тем же пуансоном, имеющим рабочий профиль с раз мерами внутреннего профиля получаемой детали бутылочной формы. Остальная оснастка, необходимая для осуществления предлагаемого способа: оправа для ротационного выдавливания заготовки в форме усеченного конуса; конусная матрица для формовки «горловины» и конусной зоны перехода от d к D; по меньшей мере, одно матричное кольцо для получения цилиндрической части детали; матрица для окончательной калибровки для получения точного профиля детали, при необходимости.
Предлагаемый способ позволяет получать в производстве из листового материала полые детали бутылочной формы с конструктивными параметрами S/D < 0,03 и d/D < 0,4, с разнотолщинностью стенки не более 5% минимальным количеством переходов штамповки с оптимальным расходом листового материала заготовки, как из высокопластичных материалов (медные сплавы), так и трудноштампуемых материалов (высоколегированные и жаропрочные стали).
Заявленный способ успешно внедрен на предприятии.
Предлагаемое изобретение позволяет получить из сплава БрХ08 полую деталь бутылочной формы с толщиной стенки 5,4±0,3 мм; 
 путем последовательных операций штамповки из оптимальной заготовки в форме усеченного конуса, изготовленной методом ротационного выдавливания из листа толщиной 12 мм.
путем последовательных операций штамповки из оптимальной заготовки в форме усеченного конуса, изготовленной методом ротационного выдавливания из листа толщиной 12 мм.
Источники информации
1. М.Е. Зубцов. Листовая штамповка. Л. Машиностроение., 1980, стр. 249, 184.
2. М.Н. Горбунов. Технология заготовительно-штамповочных работ в производстве самолетов. М. Машиностроение., 1981, стр. 129, 135.
3. В.П. Романовский. Справочник по холодной штамповке. Л. Машиностроение., 1979, стр. 118-119, 229.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ С КОНИЧЕСКОЙ ЧАСТЬЮ | 2014 |
|
RU2584195C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ ДЕТАЛЕЙ | 1994 |
|
RU2070467C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСТУПЕНЧАТОЙ ТОНКОСТЕННОЙ ОБОЛОЧКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2807406C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ ПОЛУСФЕРИЧЕСКОЙ ФОРМЫ ИЗ ТРУДНОДЕФОРМИРУЕМОГО ТИТАНОВОГО СПЛАВА ВТ6-С | 2016 |
|
RU2635210C2 |
| Способ изготовления тонкостенных осесимметричных сосудов | 1988 |
|
SU1581416A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2532581C2 |
| Способ изготовления тонкостенных деталей бутылочной формы | 1991 |
|
SU1791059A1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ | 2012 |
|
RU2493928C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТУПЕНЧАТЫХ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ ДАВЛЕНИЕМ ТЕКУЧЕЙ СРЕДЫ | 1996 |
|
RU2098210C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВКИ ПОРШНЯ МЕТОДОМ ЛИСТОВОЙ ШТАМПОВКИ | 2004 |
|
RU2278759C1 |
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении полых деталей бутылочной формы, имеющих толщину стенки S, область малого диаметра d, область большего диаметра D и область конусного перехода от малого диаметра к большему. При этом d/D < 0,4, S/D < 0,03. Получают заготовку в форме усеченного конуса с дном методом ротационного выдавливания. Формируют область малого диаметра и область конусного перехода от малого диаметра к большему путем обжима заготовки в матрице пуансоном. Рабочий профиль матрицы имеет размеры наружного профиля получаемой детали. Рабочий профиль пуансона выполнен с размерами внутреннего профиля детали. Затем осуществляют формирование области большего диаметра детали путем переформовки оставшейся конусной части заготовки обжимом и протяжкой через по меньшей мере одно матричное кольцо пуансоном с рабочим профилем, имеющим размеры внутреннего профиля детали. В результате обеспечивается уменьшение разнотолщинности полученных деталей. 4 ил.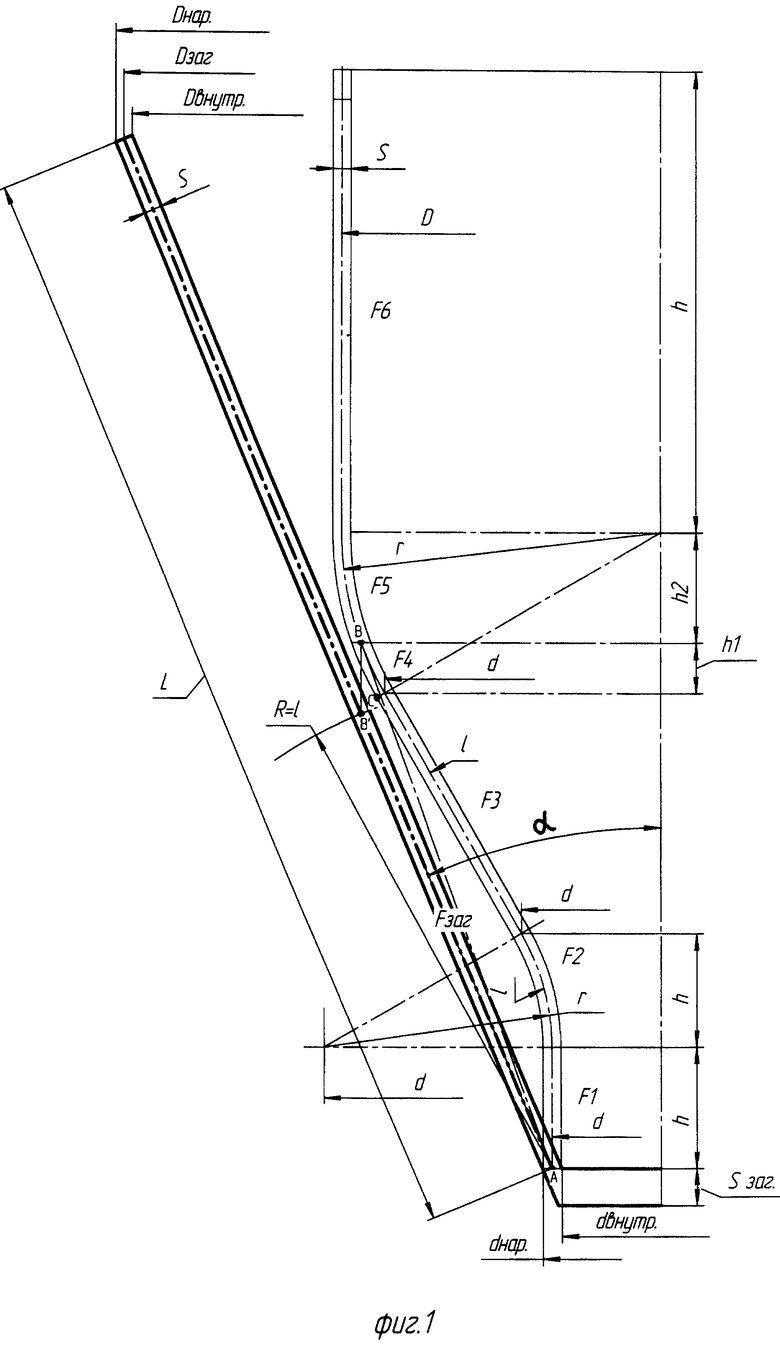
Способ изготовления полой детали бутылочной формы, имеющей толщину стенки S, область малого диаметра d, область большего диаметра D и область конусного перехода от малого диаметра к большему, при этом d/D < 0,4, S/D < 0,03, включающий получение предварительно рассчитанной заготовки в форме усеченного конуса с дном методом ротационного выдавливания из листового материала, формирование области малого диаметра и области конусного перехода от малого диаметра к большему осуществляют путем обжима заготовки в форме усеченного конуса с дном в матрице с рабочим профилем, имеющим размеры наружного профиля получаемой детали, пуансоном, рабочий профиль которого выполнен с размерами внутреннего профиля детали, с обеспечением прижима дна заготовки, а затем осуществляют формирование области большего диаметра детали путем переформовки оставшейся конусной части заготовки обжимом и протяжкой упомянутой оставшейся конусной части проталкиванием ее через по меньшей мере одно матричное кольцо пуансоном с рабочим профилем, имеющим размеры внутреннего профиля детали.
| US 4754908 A1, 05.07.1988 | |||
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2010 |
|
RU2446908C2 |
| АЛЮМИНИЕВЫЙ БАЛЛОН ДЛЯ АЭРОЗОЛЯ И СПОСОБ ЕГО ПОЛУЧЕНИЯ ИЗ РУЛОННОГО СЫРЬЯ | 2003 |
|
RU2323797C2 |
| Способ изготовления тонкостенных деталей бутылочной формы | 1991 |
|
SU1791059A1 |
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |

