(54) ИНСТРУМЕНТ ДЛЯ КОЛЬЦЕВОГО СВЕРЛЕНИЯ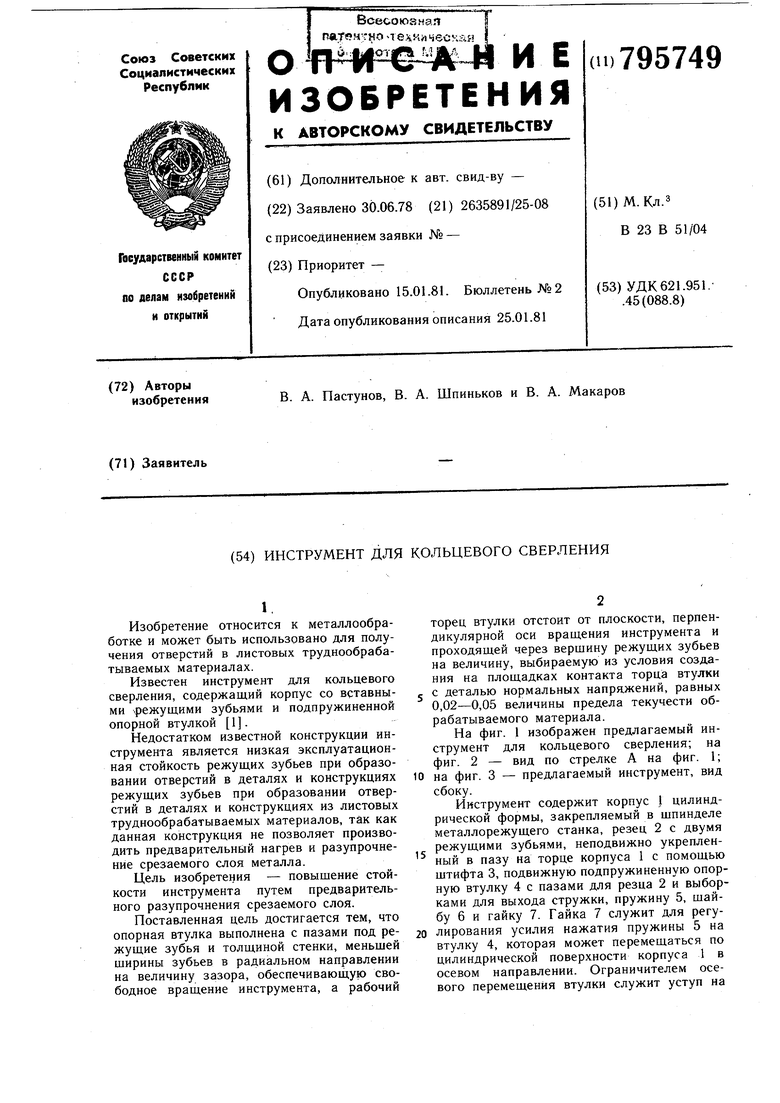
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЕЦ ДЛЯ ТЕРМОФРИКЦИОННОГО ИНСТРУМЕНТА | 2004 |
|
RU2288340C2 |
| СПОСОБ ВИБРАЦИОННОГО РЕЗАНИЯ И ВИБРАЦИОННЫЙ РЕЗЕЦ | 2007 |
|
RU2356700C1 |
| КОЛЬЦЕВОЕ СВЕРЛО | 2005 |
|
RU2287407C1 |
| ИГЛОФРЕЗА | 1990 |
|
RU2014174C1 |
| ШЕВЕР | 2003 |
|
RU2236330C1 |
| СБОРНОЕ КОЛЬЦЕВОЕ СВЕРЛО С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ МНОГОГРАННЫХ РЕЖУЩИХ ПЛАСТИН И НЕПЕРЕТАЧИВАЕМЫЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ | 2014 |
|
RU2656190C2 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ КАТАНИЯ КОЛЕСНОЙ ПАРЫ С ПОДОГРЕВОМ | 1996 |
|
RU2096137C1 |
| Зуборезная головка | 1983 |
|
SU1121111A1 |
| Инструмент для вибросверления отверстий | 1983 |
|
SU1127703A1 |
1
Изобретение относится к металлообработке и может быть использовано для получения отверстий в листовых труднообрабатываемых материалах.
Известен инструмент для кольцевого сверления, содержащий корпус со вставными хрежущими зубьями и подпружиненной опорной втулкой 1.
Недостатком известной конструкции инструмента является низкая эксплуатационная стойкость режущих зубьев при образовании отверстий в деталях и конструкциях режущих зубьев при образовании отверстий в деталях и конструкциях из листовых труднообрабатываемых материалов, так как данная конструкция не позволяет производить предварительный нагрев и разупрочнение срезаемого слоя металла.
Цель изобретения - повышение стойкости инструмента путем предварительного разупрочнения срезаемого слоя.
Поставленная цель достигается тем, что опорная втулка выполнена с пазами под режущие зубья и толщиной стенки, меньшей щирины зубьев в радиальном направлении на величину зазора, обеспечивающую свободное вращение инструмента, а рабочий
торец втулки отстоит от плоскости, перпендикулярной оси вращения инструмента и проходящей через верщину режущих зубьев на величину, выбираемую из условия создания на площадках контакта торца втулки с деталью нормальных напряжений, равных 0,02-0,05 величины предела текучести обрабатываемого материала.
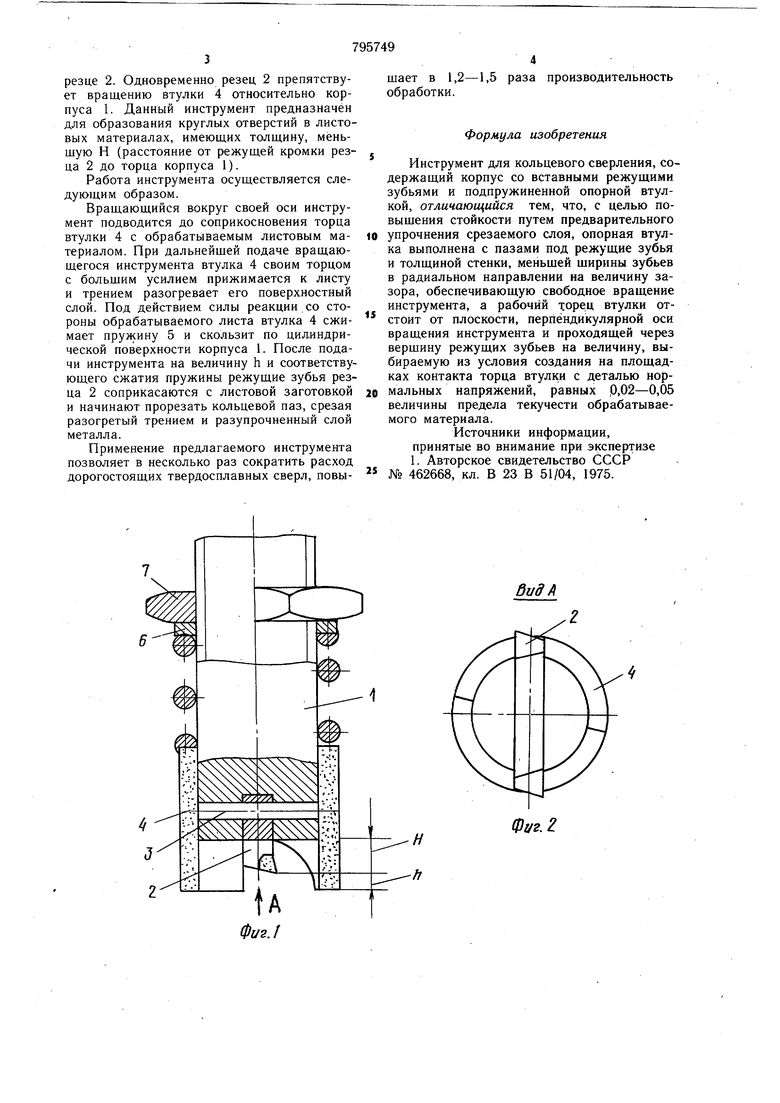
На фиг. 1 изображен предлагаемый инструмент для кольцевого сверления; на фиг. 2 - вид по стрелке А на фиг. 1;
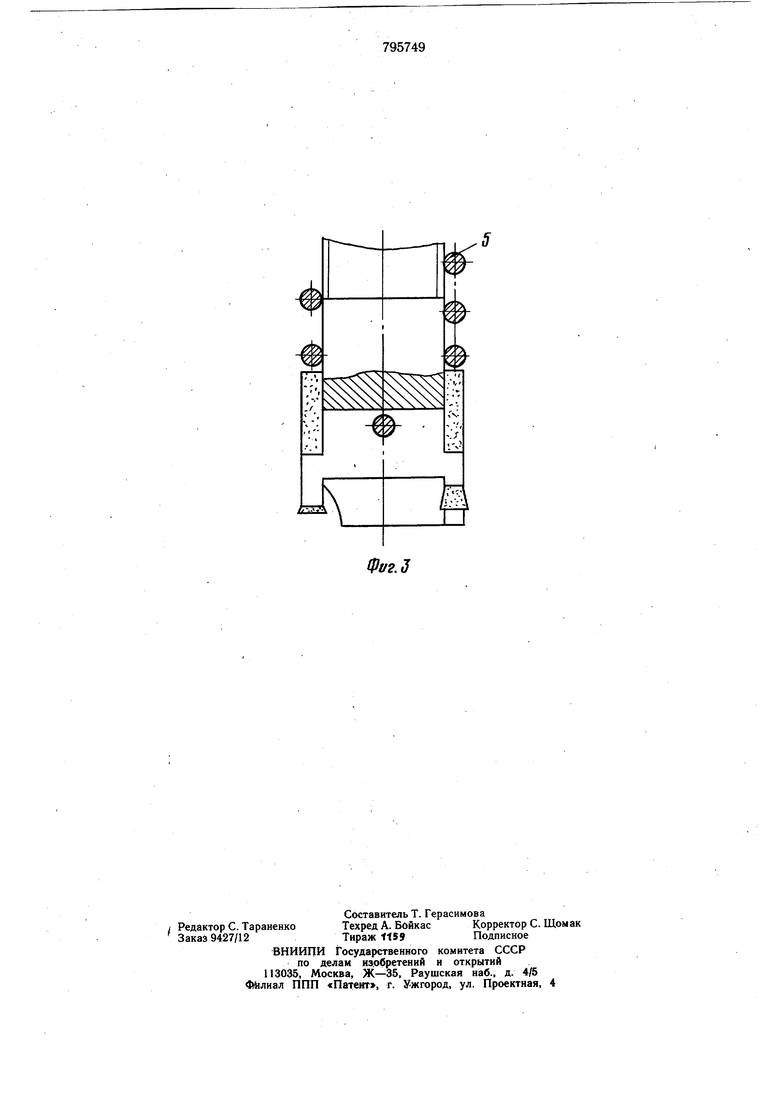
на фиг. 3 - предлагаемый инструмент, вид сбоку.
Инструмент содержит корпус 1 цилиндрической формы, закрепляемый в шпинделе металлорежущего станка, резец 2 с двумя режущими зубьями, неподвижно укрепленный в пазу на торце корпуса 1 с помощью штифта 3, подвижную подпружиненную опорную втулку 4 с пазами для резца 2 и выборками для выхода стружки, пружину 5, щайбу 6 и гайку 7. Гайка 7 служит для регулирования усилия нажатия пружины 5 на втулку 4, которая может перемещаться по цилиндрической поверхности корпуса 1 в осевом направлении. Ограничителем осевого перемещения втулки служит уступ на
резце 2. Одновременно резец 2 препятствует вращению втулки 4 относительно корпуса 1. Данный инструмент предназначен для образования круглых отверстий в листовых материалах, имеющих толщину, меньшую Н (расстояние от режущей кромки резца 2 до торца корпуса 1).
Работа инструмента осуществляется следующим образом.
Вращающийся вокруг своей оси инструмент подводится до соприкосновения торца втулки 4 с обрабатываемым листовым материалом. При дальнейшей подаче вращающегося инструмента втулка 4 своим торцом с больщим усилием прижимается к листу и трением разогревает его поверхностный слой. Под действием силы реакции.со стороны обрабатываемого листа втулка 4 сжимает пружину 5 и скользит по цилиндрической поверхности корпуса 1. После подачи инструмента на величину h и соответствующего сжатия пружины режущие зубья резца 2 соприкасаются с листовой заготовкой и начинают прорезать кольцевой паз, срезая разогретый трением и разупрочненный слой металла.
Применение предлагаемого инструмента позволяет в несколько раз сократить расход дорогостоящих твердосплавных сверл, повыщает в 1,2-1,5 раза производительность обработки.
Формула изобретения
Инструмент для кольцевого сверления, содержащий корпус со вставными режущими зубьями и подпружиненной опорной втулкой, отличающийся тем, что, с целью повышения стойкости путем предварительного
упрочнения срезаемого слоя, опорная втулка выполнена с пазами под режущие зубья и толщиной стенки, меньшей ширины зубьев в радиальном направлении на величину зазора, обеспечивающую свободное вращение инструмента, а рабочий торец втулки отстоит от плоскости, перпендикулярной оси вращения инструмента и проходящей через верщину режущих зубьев на величину, выбираемую из условия создания на площадках контакта торца втулки с деталью нормальных напряжений, равных ,0,02-0,05 величины предела текучести обрабатываемого материала.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР
№ 462668, кл. В 23 В 51/04, 1975.
01/ff
фуг. г
