Изобретение относится к металлообработке и может быть использовано при сверлений и рассверливании отверстий в деталях из вязких материалов.
Известен инструмент для вибросверления отверстий, содержащий корпус, в пазах которого закреплены направляющие элементы и режущие пластины, одна из которых снабжена рычагом и установлена на оси с возможностью качания в радиальной плоскости.
Недостатком известной конструкции является то, что привод создания колебаний режущей пластины находится вне корпуса и требует специальных устройств для перемещения режущей пластины.
Другим недостатком инструмента является то, что расположение приводного валика в канале подвода СОЖ и стружки снижае надежность транспортирования ее по этому каналу.
Целью изобретения является повыщение надежности работы инструмента.
Для достижения поставленной цели инструмент для вибросверления отверстий, содержащий корпус, в пазах которого закреплены направляющие элементы и режущие пластины, одна из которых снабжена рычагом и установлена на оси с возможностью качания в радиальной плоскости, снабжен кольцом, установленным с возможностью радиального перемещения в кольце вом пазу, выполненном на корпусе, при этом внутренняя поверхность кольца контактирует с рычагом режущей пластины, а на наружной поверхности размещены направляющие элементы.
На фиг. 1 показана двухлезвийная уравновещенная головка, применяемая для кольцевого сверления (вид спереди).
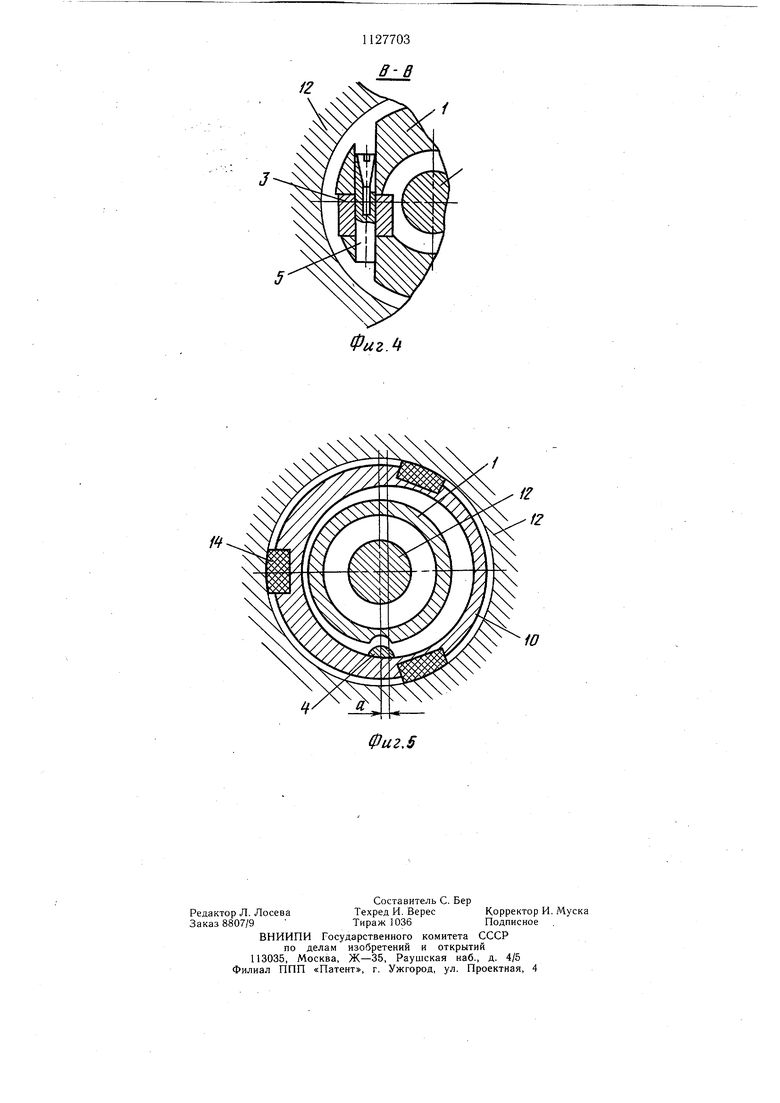
На фиг. 2 дан разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 2; на фиг. 5 приведен другой вариант выполнения направляющих в виде шпонок.
Инструмент имеет пустотелый цилиндрический корпус 1, в котором размещены режущие .элементы (пластины) 2 и 3. Режущая пластина 3 снабжена качающимся в радильной плоскости рычагом 4 и закреплена в пазу корпуса 1 на оси 5. Ось 5 закреплена жестко в корпусе 1 посредством цангового соединения и винта (фиг. 4). На наружной поверхности корпуса 1 инструмента расположены направляющие элементы по окружности в нескольких рядах. Направляющие элементы, выполненные в виде щариков 6, размещены на кольцевых дорожках качения 7. Шарики 8, заключенные в сепараторе 9, равномерно расположены по окружности корпуса и выполнены с перепадом диаметров, величина которого пропорциональна амплитуде радиального перемещения режущей пластины 3 с рычагом 4. .Один ряд щариков, расположенных в зоне качающегося рычага 4, размещен на наружной поверхности кольца 10, которое установлено на корпусе 1 в кольцевом пазу 11 с возможностью радиального перемещения относительно, корпуса 1 инструмента.
Таким образом щарики 8 имеют возможность одновременного контактирования с поверхностью обрабатываемого отверстия заготовки 12 и с наружной поверхностью кольца 10. Кольцо 10 расположено с кольцевым зазором, равным двойной величине амплитуды а перемещения режущего элемента 3. Режущая пластина 2 установлена в пазу корпуса 1 с помощью цилиндрического хвостовика 13. При выполнении направляющих элементов в виде щпонок 14 (фиг. 5), закрепленных жестко на кольце 10, внутренняя поверхность этого кольца выполнена с эксцентриситетом а относительно оси вращения заготовки 12. С внутренней поверхностью кольца 10 связан рычаг 4 режущей пластины 3.
Заготовка 12 соверщает вращательное движение, а инструмент может соверщать одновременно вращательное и поступательное движение. Силы резания, действующие на режущие пластины 2 и 3, прижимают направляющие элементы - щарики 8 к дорожкам качения корпуса и к поверхности обрабатываемого отверстия.
Двухлезвийная кольцевая головка работает с разделением толщины срезаемого слоя по режущим пластинам 2 и 3. При этом одно из лезвий 3 имеет дополнительные колебательные (угловые) движения относительно оси 5, закрепленной в корпусе 1 го-ловки. Одна пластина 2, установленная в пазу корпуса 1 с помощью хвостовика 13 жестко, является калибрующим, а подвижнЬе в радиальной плоскрсти режущей пластины 3 головки, выполненное меньщим по щирине среза, чем жестко закрепленный элемент 2, колеблется в пределах щирины среза заготовки 12. Подобное выполнение резцов не оказывает влияния на чистоту обработанной поверхности отверстия заготовки и позволяет за время одного оборота заготовки улучщить работу верщин лезвий и увеличить дробление стружки по длине и щирине.
В процессе резания пластина 3 соверщает колебательное движение за счет периодического углового поворота относительно закрепленной оси 5 в осевой плоскости инструмента. Под действием силы резания рычаг 4 всегда поджат к внутренней поверхности кольца ГО, на наружной поверхности которой перемещаются направляющие элементы. В связи с тем, что шарики 8 выполнены с перепадом диаметров кольцо 10 перемещается в диаметральной
плоскости и воздействует на рычаг 4, и тем самым поворачивает его на некоторый угол. Вследствие периодического воздействия кольца 10 на рычаг 4 режущей пластины 3 смещается с каждым оборотом заготовки 12 радиально в ту или иную сторону относительно некоторого среднего положения. Таким образом, с каждым оборотом заготовки 12 каждый резец работает с переменной щириной среза и толщиной снимаемой стружки. При выполнении направляющих в виде щпонок 14, которые в процессе обработки имеют натяг при вводе инструмента в отверстие, на рычаг 4 аналогично воздействует своей эксцентрично выполненной внутренней поверхностью кольА - поВернуто
т$$§ ЖШЖШЖ
/ W 8
ц6 10, вращающееся вместе с заготовкой 12 (фиг. 5).
Преимуществом инструмента является то, что улучщаются дробления стружки в зоне резания и транспортирования ее по каналам отвода за счет получения требуемой толщины и .ширины стружки при сохранении повыщенной подачи инструмента, работающего по методу деления толщины среза.
Таким образом инструмент, по сравнению с существующими сверлильными головками, обеспечивает повыщение производительности и стойкости режущих лезвий, а также эффективного использования свойств сое в процессе резания. Фиг.г

| название | год | авторы | номер документа |
|---|---|---|---|
| Борштанга для обработки отверстий | 1983 |
|
SU1093408A1 |
| Инструмент для обработки глубоких отверстий | 1984 |
|
SU1252065A1 |
| Инструмент для обработки глубокихОТВЕРСТий | 1979 |
|
SU814592A1 |
| Инструмент для обработки глубоких отверстий /его варианты/ | 1985 |
|
SU1278118A1 |
| Инструмент для обработки отверстий | 1982 |
|
SU1127702A1 |
| Устройство для подачи сверла при глубоком сверлении | 1983 |
|
SU1142232A1 |
| Инструмент для обработки отверстий | 1987 |
|
SU1430183A1 |
| Расточная головка | 1989 |
|
SU1685618A2 |
| Расточная головка | 1990 |
|
SU1726154A1 |
| СПОСОБ ОХЛАЖДЕНИЯ РЕЖУЩЕЙ ЧАСТИ СВЕРЛА ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ И СВЕРЛО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2156180C2 |
ИНСТРУМЕНТ ДЛЯ ВИБРОСВЕРЛЕНИЯ ОТВЕРСТИЙ, содержащий корпус, в пазах которого закреплены направляющие элементы и режущие пластины, одна из которых снабжена рычагом и установлена на оси с возможностью качания в радиальной плоскости, отличающийся тем, что, с целью повыщения надежности инструмента в работе, он снабжен кольцом, установленным с возможностью радиального перемещения в кольцевом пазу, выполненном на корпусе, при этом внутренняя поверхность кольца контактирует с рычагом режущей пластины, а на наружной поверхности размещены направляющие элементы. Фиг.1
12
(Z
/О
12
Фиг.ft
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Бесперемычное сверло для сплошного сверления глубоких отверстий | 1976 |
|
SU607670A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
