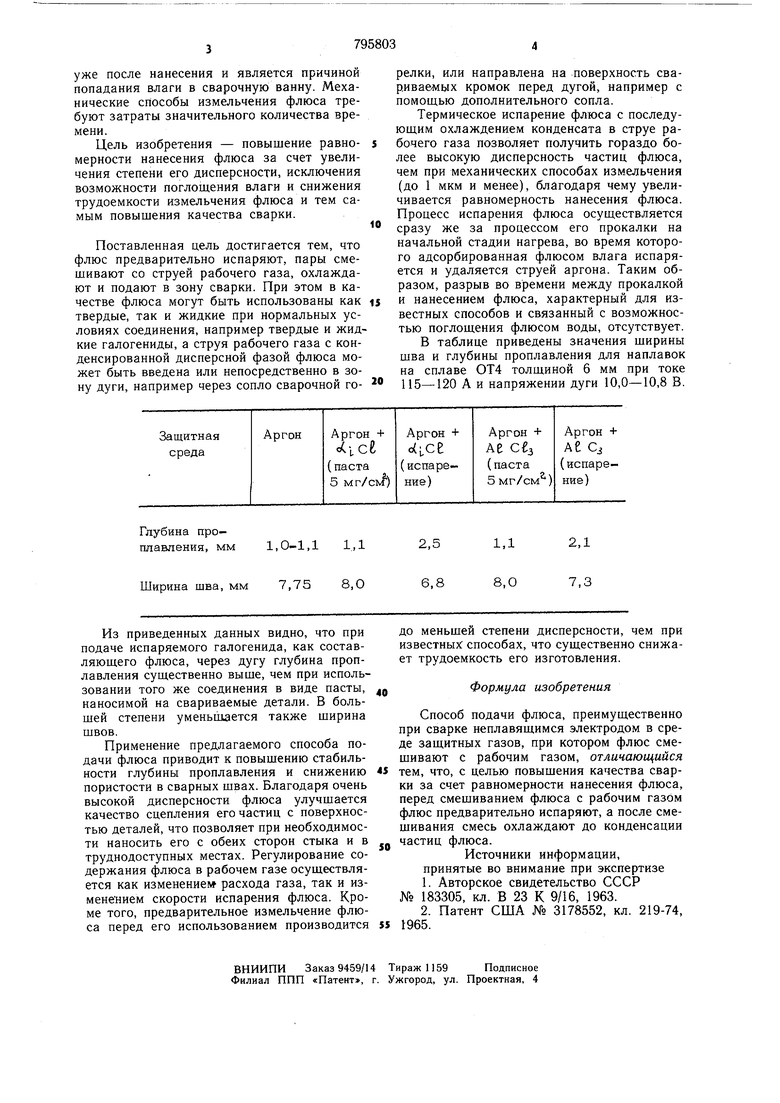
Изобретение относится к дуговой сварке в среде защитного газа неплавящимся или плавящимся электродом с использованием порошкообразного флюса, подаваемого в зону сварки, например, для увеличения проплавляющей способности дуги. Известен способ введения порошкообразного флюса в зону сварки, заключающийся в том, что флюс измельчают (до определенной степени дисперсности частиц), смещивают его с каким-либо связующим или жидкостью, применяемой для удаления загрязнений, например спиртом, и полученную таким образом пасту или суспензию наносят кистью на кромки свариваемых деталей 1. Однако равномерность нанесения флюса при данном способе очень невысока в связи с применением кисти как инструмента нанесения. Результатом этого может быть нестабильность глубины проплавления и, как следствие, ухудщение качества сварных соединений. Приготовление пасты или суспензии является весьма трудоемким процессом. Наиболее близким к предлагаемому является способ введения порошкообразной флюсовой добавки в зону сварки, при котором измельченный флюс, находящийся в бункере, подают с помощью струи рабочего газа, например аргона, пропускаемой через бункер и увлекающей частицы флюса за счет эжекции. Данный способ обеспечивает более высокую равномерность нанесения флюса за счет распределения его частиц в струе газа, дополнительно улучшаемого, например, за счет использования рыхлителя или электровибратора 2. Однако механические способы измельчения флюса, используемые при его изготовлении, не могут обеспечить получения частиц размером менее 10 мкм. Кроме того, применяемые с указанной целью флюсы обычно представляют собой соединения галогенов, для которых характерна чрезвычайно высокая гигроскопичность. В связи с этим флюс перед его использованием подвергают прокаливанию, причем для уменьщения количества адсорбированной влаги флюс хранят в герметичной упаковке либо ограничивают время между прокаливанием и нанесением флюса. Тем не менее даже при этих условиях невозможно полиостью исключить поглощение влаги, так как этот процесс происходит, хотя и в меньшей степени, при хранении флюса, в бункере во время подачи или уже после нанесения и является причиной попадания влаги в сварочную ванну. Механические способы измельчения флюса требуют затраты значительного количества времени. Цель изобретения - повышение равномерности нанесения флюса за счет увеличения степени его дисперсности, исключения возможности поглощения влаги и снижения трудоемкости измельчения флюса и тем самым повышения качества сварки. Поставленная цель достигается тем, что флюс предварительно испаряют, пары смешивают со струей рабочего газа, охлаждают и подают в зону сварки. При этом в качестве флюса могут быть использованы как твердые, так и жидкие при нормальных условиях соединения, например твердые и жидкие галогениды, а струя рабочего газа с конденсированной дисперсной фазой флюса может быть введена или непосредственно в зону дуги, например через сопло сварочной горелки, или направлена на поверхность свариваемых кромок перед дугой, например с помош,ью дополнительного сопла. Термическое испарение флюса с последуюш,им охлаждением конденсата в струе рабочего газа позволяет получить гораздо более высокую дисперсность частиц флюса, чем при механических способах измельчения (до 1 мкм и менее), благодаря чему увеличивается равномерность нанесения флюса. Процесс испарения флюса осуществляется сразу же за процессом его прокалки на начальной стадии нагрева, во время которого адсорбированная флюсом влага испаряется и удаляется струей аргона. Таким образом, разрыв во времени между прокалкой и нанесением флюса, характерный для известных способов и связанный с возможностью поглощения флюсом воды, отсутствует. В таблице приведены значения щирины шва и глубины проплавления для наплавок на сплаве ОТ4 толщиной б мм при токе 115-120 А и напряжении дуги 10,0-10,8 В.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ ЛЕГКИХ СПЛАВОВ | 1990 |
|
RU2062686C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ С АКТИВИРУЮЩИМ ФЛЮСОМ | 2002 |
|
RU2224630C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2001 |
|
RU2187415C1 |
| КОМПОЗИЦИОННАЯ СВАРОЧНАЯ ПРОВОЛОКА | 2009 |
|
RU2416504C2 |
| НАНОСТРУКТУРИРОВАННЫЙ СВАРОЧНЫЙ МАТЕРИАЛ | 2013 |
|
RU2544317C2 |
| АКТИВИРУЮЩИЙ ФЛЮС ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2000 |
|
RU2164849C1 |
| АКТИВИРУЮЩИЙ ФЛЮС ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2001 |
|
RU2198773C2 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ С АКТИВИРУЮЩИМ МАТЕРИАЛОМ | 2004 |
|
RU2264897C1 |
| КОМПОЗИЦИОННАЯ ЭЛЕКТРОДНАЯ ПРОВОЛОКА | 2007 |
|
RU2355543C2 |
| НАНОСТРУКТУРИРОВАННАЯ КОМПОЗИЦИОННАЯ ПРОВОЛОКА | 2009 |
|
RU2415742C2 |
Глубина про
