(54) СПОСОБ УПРОЧНЕНИЯ РЕЗЬБЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упрочнения резьбы | 1975 |
|
SU653096A1 |
| СПОСОБ ПРЕДВАРИТЕЛЬНОЙ ОЧИСТКИ ЗАГОТОВКИ ОТ ОКАЛИНЫ И ОКАЛИНОЛОМАТЕЛЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2395357C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ НАРЕЗНЫХ НЕФТЕГАЗОПРОМЫСЛОВЫХ ТРУБ И КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2312201C1 |
| РАСКЛАДЧИК НАМОТОЧНОГО СТАНКА | 2009 |
|
RU2392214C1 |
| СПОСОБ СНИЖЕНИЯ ПРОЧНОСТНЫХ ХАРАКТЕРИСТИК МЕТАЛЛА СТАЛЬНОЙ ДЛИННОМЕРНОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2412773C2 |
| Способ выглаживания рабочих поверхностей зубьев зубчатых колес | 1978 |
|
SU942853A1 |
| СОЕДИНИТЕЛЬ ЭЛЕКТРИЧЕСКИХ ПРОВОДОВ | 2010 |
|
RU2421854C1 |
| СОЕДИНИТЕЛЬ ЭЛЕКТРИЧЕСКИХ ПРОВОДОВ | 2008 |
|
RU2375795C1 |
| УСТАНОВКА ДЛЯ РАЗДЕЛЕНИЯ ЖИДКИХ ВЫСОКОДИСПЕРСНЫХ СИСТЕМ | 2007 |
|
RU2354432C1 |
| Способ базирования инструмента | 1982 |
|
SU1047609A1 |
1
Изобретение относится к металлообработке и может быть использовано при обработке резьбовых изделий.
Известен способ упрочнения pesbbtji включающий вибронаклеп поверхности на участке радиуса ее закругления проволокой, наматываемой на изделие, которому сообщают вращения lj| .
При таком, исполнении не обеспечивается высокое качество обработки.
Цель изобретения - повьнаение качества изделий.
Поставленная цель достигается тем, что входную и выходную ветви проволоки колеблют во взаимно перпендикулярных плоскостях, причем входную ветвь колеблют в вертикальной пло.скостй, а выходную - в горизонтальной..
Такое исполнение повышает качество изделий.:
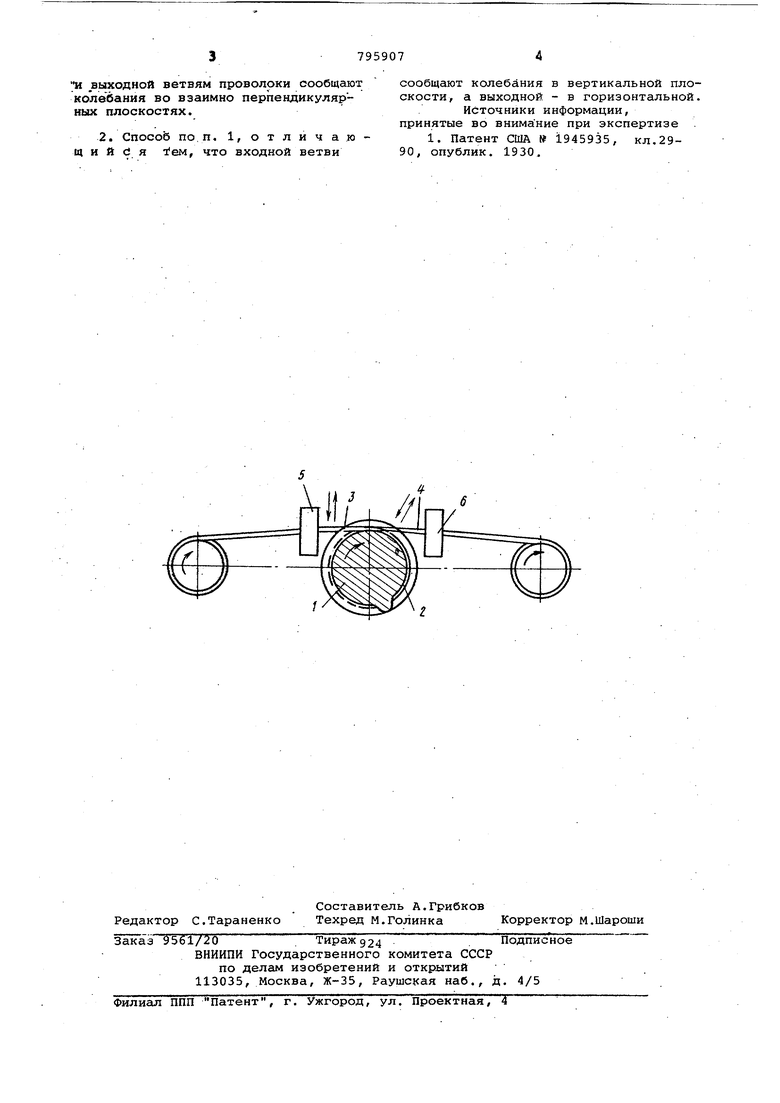
На чертеже представлена схема исполнения способа.
Способ осуществляется следующим образом.
Изделие 1 закрепляют в приспособлении, затем на поверхность закругления впадины резьбы укладывают один виток 2 калиброванной проволоки. Лроволоку накладывают в натянутом положении и сматывают в направлении вращёния изделия 1 синхронно с ним. Входную 3 и выходную 4 ветви проволоки колеблют во взаимно перпендикулярных плоскостях например,- входную 3 ветвь колеблют в вертикальной плоскости, а выходную 4 - в горизонтальной соответственно с частотой, превышающей 1500 Гц. Входную 3 и выходную 4 ветди проволоки натягивают до напряжения, соответствующего пределу пропорциональности материала проволоки Колебания пр.оволоке сообщают вибраторами 5 и 6. .
Благодаря тому, что проволока полностью охватывает один виток, искажение профиля тонкостенного резьбовогр изделия в поперечном сечении исключается . .
Формула изобретения
участке радиуса ее закругления проволойой,. наматываемой на изделие, которому сообщают вращение, отличающийся тем, что, с целью повышения качества изделий, входной
И выходной ветвям проволоки сообщают колебания во взаимно перпендикулярных плоскостях.
сообщают колебания в вертикальной плоскости, а выходной - в горизонтальной.
Источники информации, принятые во внимание при экспертизе .
