t
Изобретение относится к упрочнению путем изменения физических свойств металлов при деформации наклепом и может быть использовано при упрочнении резьб.
Известны способы упрочнения резьбы, при котором пластическое деформирование поверхности впадины резьбы осуществляют на участке радиуса ее закругления проволокой, наматываемой на изделие, которому сообщают в ащёние 1.
Однако такой способ не обеспечивает требуемой точности и чистоты упрочняемой резьбовой поверхности и самого изделия, так как проволока наматывается на изделие и сматывается с него несинхронно, что ведет к неравномерной глубине упрочнения.
Цель изобретения - повышение качества упрочняемой поверхности и повышение усталостной прочности.изделия путем вибронаклепа.
5то достигается тем, что проволоку наматывают и сматывают с изделия синхронно скорости его вращения, при этом вибронаклеп осуществляют в поперечной плоскости к оси изделия на участке проволоки, прилегающей к изделию.
2
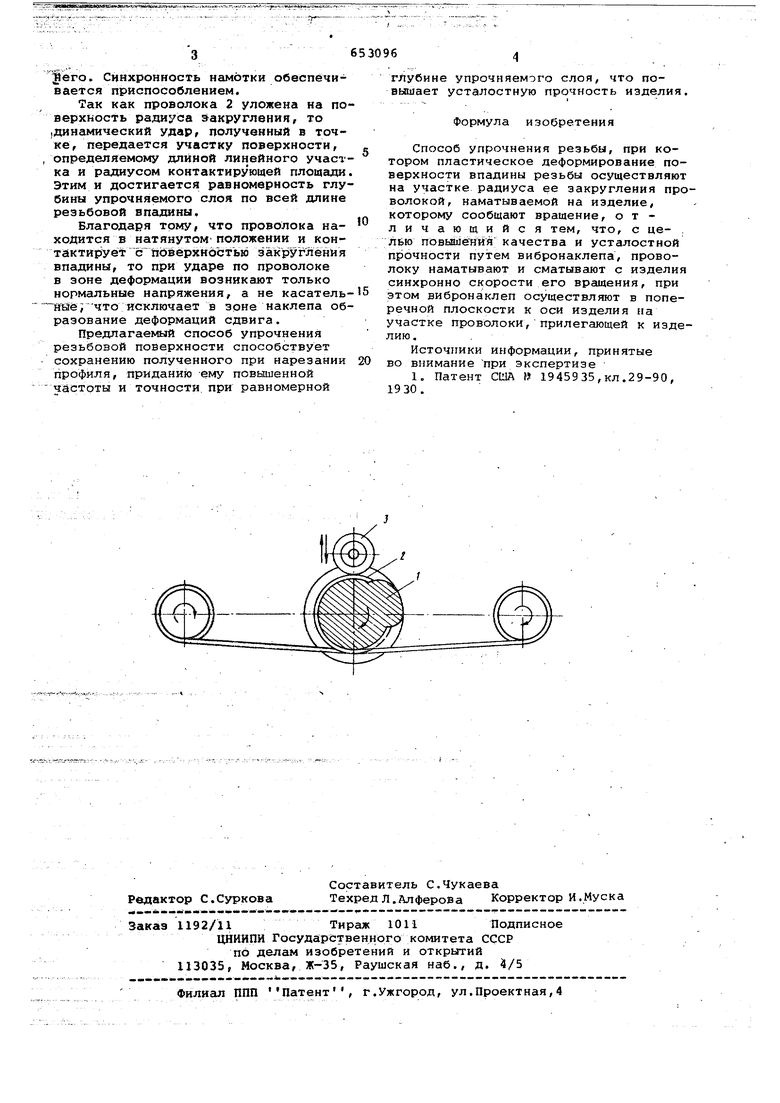
На чертеже показан предлагаемый сггособ упрочнения резьбы.
Изделие 1 закрепляют в приспособлении на токарно-винторезном станке. Затем на поверхность закругления впадины укладывают калиброванную стальную проволоку 2 диаметром два г, где г - радиус закрегления впадины, равйой 0,1 S, где S.- шаг упрочнения резьбы в мм.
Проволоку 2 укла.цывают на поверхность упрочнения со скоростью, синхронной скорости вращения изделия 1, и с натяжением, обеспечивающим прилеSгание проволоки 2 к поверхности упрочнения без проскальзывания.
Проволоку 2 выбирают с твердостью, превышающей в 1,5-2 раза твердость упрочняемого материала изделия 1.
По уложенной проволоке 2 ударником 3 наносят динамические удары. Частоту и усилие удара берут в известных пропорциях. Ударник 3 закрепляют на суппорте станка. За один оборот шпинделя ударник 3 перемещается вдоль оЬи изделия 1 на один шаг. При наклепе один конец проволоки 2 сматывается в направлении вращения изде0лия 1, а другой - наматывается на его. Синхронность намотки обеспечивается приспособлением. Так как проволока 2 уложена на по верхкость Закругления, то (Динамический удар, полученный в точке, передается участку поверхности, , определяемому длиной линейного участ ка и радиусом контактирующей площади Этим и достигается равномерность глу бины упрочняемого слоя по всей длине резьбовой впадины. Благодаря тому, что проволока находится в натянутом положении и контактирует с поверхностью закругления впадины, то при ударе по проволоке в зоне деформации возникают только нормсшьные напряжения, а не касатель Нйе; ЧТО исключает в зоне наклепа об раэование деформаций сдвига. Предлагаемый Способ упрочнения резьбовой поверхности способствует сохранению полученного при нарезании профиля, приданию ему повышенной частоты и точности, при равномерной глубине упрочняемого слоя, что повьвиает усталостную прочность изделия. Формула изобретения Способ упрочнения резьбы, при котором пластическое деформирование поверхности впадины резьбы осуществляют на участке радиуса ее закругления проволокой, наматываемой на изделие, которому сообщают вращение, отличающийся тем, что, с це- . лбю повьшен11Й качества н усталостной прочности путем вибронаклепа, проволоку наматывают и сматывают с изделия синхронно скорости его вращения, при этом вибронаклеп осуществляют в поперечной плоскости к оси изделия па участке проволоки, прилегающей к изделию. Источники информации, принятые во внимание при экспертизе 1о Патент США W 1945935,кл.29-90, 1930.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упрочнения резьбы | 1975 |
|
SU795907A1 |
| Способ производства нежестких деталей | 1989 |
|
SU1696516A1 |
| ИНСТРУМЕНТ ДЛЯ ИМПУЛЬСНОГО УПРОЧНЕНИЯ РЕЗЬБЫ | 2007 |
|
RU2347668C1 |
| СПОСОБ ИМПУЛЬСНОГО УПРОЧНЕНИЯ РЕЗЬБЫ | 2007 |
|
RU2347669C1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ РЕЗЬБЫ | 2007 |
|
RU2347660C1 |
| СПОСОБ УПРОЧНЕНИЯ КРУПНЫХ РЕЗЬБ | 2007 |
|
RU2355552C1 |
| УСТРОЙСТВО для УПРОЧНЕНИЯ РЕЗЬБОВЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1970 |
|
SU259107A1 |
| ИНСТРУМЕНТ ДЛЯ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ КОНИЧЕСКОЙ РЕЗЬБЫ ДЕТАЛЕЙ | 2004 |
|
RU2271270C1 |
| Способ упрочнения деталей с выступами | 1973 |
|
SU859466A1 |
| Способ обработки деталей | 1986 |
|
SU1341225A1 |
