Изобретение относится к механизированной тарированной сборке резьбовых соединений и может быть использовано, в различных отраслях машиностроения.
Цель изобретения - повышение на-, дежности за счет повьш1ения точности обеспечения требуемого усилия затяжки.
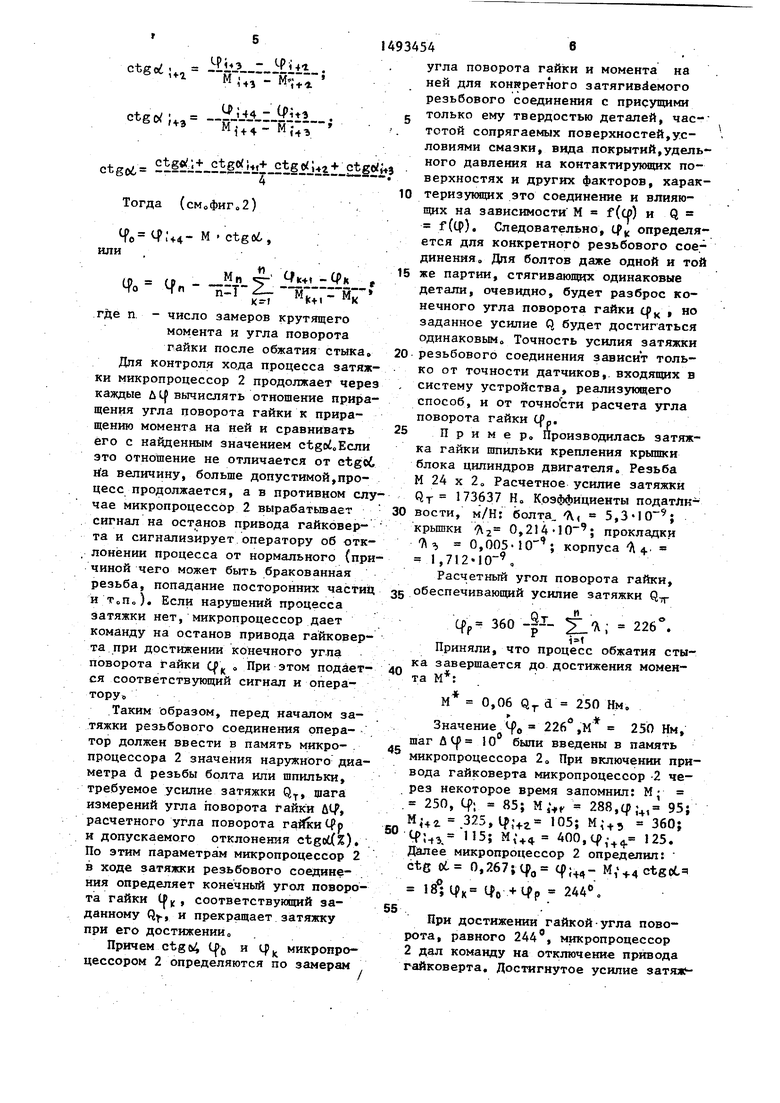
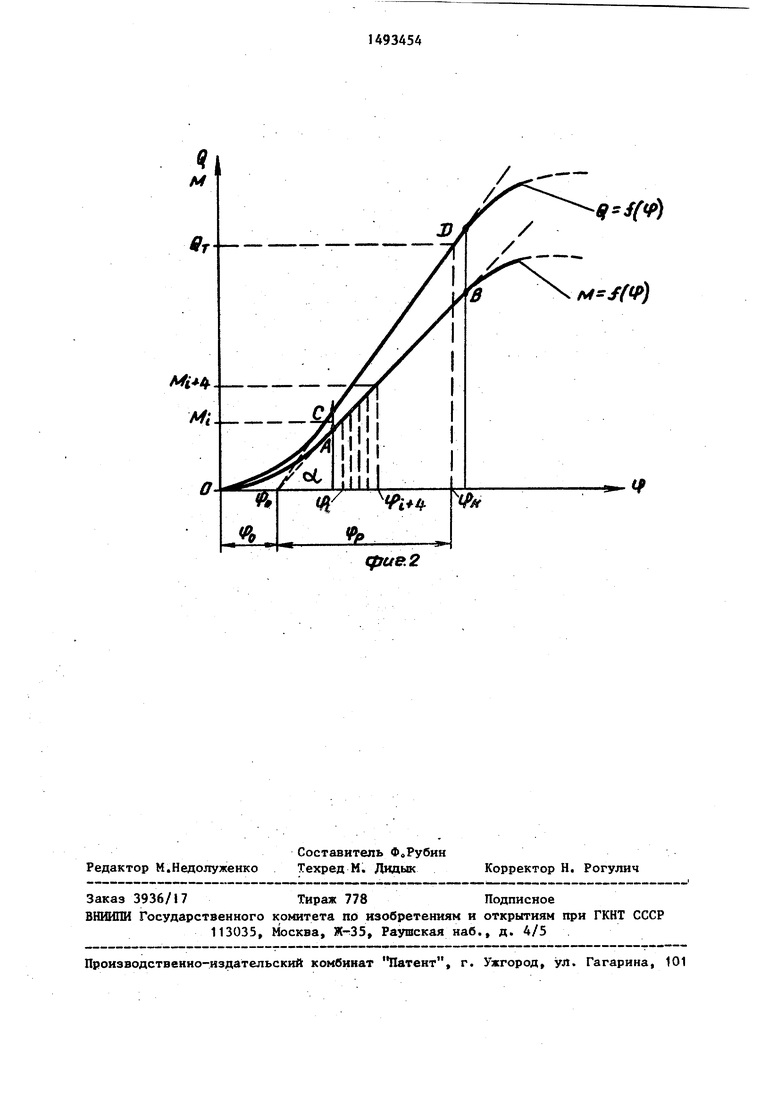
На фиг.1 изображена принципиаль- ,ная схема устройства для реализации данного способа; на фиг. 2 - графики зависимостей крутящего момента М и усилия затяжки Q от угла С|) поворота гайки.
Способ осуществляют гайковертом 1 (см.иг.1), оснащенным микропроцессором 2, датчиком 3 для измерения угла поворота гайки, датчиком 4 для измерения прикладываемого к гайке крутящего момента и элементами 5 согласования датчиков исполнительного механизма включения-выключения привода 6 гайковерта 1 и микропроцессора 2
Затяжка резьбового соединения производится до достижения конечного угла поворота гайки
if.
р
где (Р - начальный угол поворота
гайки; (Вр - расчетный угол поворота
гайки. Определяют значение t 360Q-rР
fp
-Zl-A; ,
4 CD 00 42 01
где Qy - требуемое усилие затяжки; Р - шаг резьбы; i - номер детали в соединении (индекс О приписьгоается к болту);
3
- число деталей в соединении
41
51 ; суммарная податливость де- ° талей в соединении. Завершение процесса обжатия сты- ta можно определить разшлми метода«Ив
Вариант 1„ Экспериментально установлено, что для обжатия стыка (уп- ругопластического обжатия микроне- розностей и достижения номинального прилегания деталей) достаточно приложить момент, не превьшающий 30 % от момента М , требуемого для обес- |печения Qy..
После окончания обжатия стыка за |висимость-М f(vp) будет прямо пропорциональна. Значит., если начинать 4)иксировать значения крутящего момета на гайке через определенный угол поворота гайки (например, через 10 1C момента М, равного 30 % от требуе JMoro, то значения зафиксированных JMOMeHTOB и углов поворота гайки бу- ;дут принадлежать прямолинейному участку зависимости М (-) ( фиго2 участок АВ)о
Приближенно М. можно определить по формуле
М,
0,2 ,
где d
- наружный диаметр резьбы. Значение М - OjOeQ -d закладывается в память микропроцессора. Возможно вычисление его и по программе, тогда задаются d Вариант 2 о При достижении прямо пропроциональной зависимости момента от угла поворота гайки (участок АВ на фиго2) отношение приращения угла поворота к приращенкю момента ,на гайке станет равным постоянной величинео Значитj с момента включения тривода гайковерта мккропроцес- cof через каждые Atp дохшен вычислять отношекие &(.р /ЬМ и сравнивать его с предьщущим. Достижение постоянства отношения Аф/ДМ является сигналом о эавершенш процесса обжатия стыкал
Вариант 3с, Микропроцессор постоянно анализирует результаты последних трех измерений момента на гайке и ее угда пово)отао Если три точки, например Е, (фд, М), E,j(cf54, М, ) и Е,(%,, ,) окажутся на одной нрямой, то это явится сигналом об окончании обжатия стыка
Необходимым и достаточным условием принадлежности точек Е,
ЕЗ и Е,
прямой является равенство нул определителя третьего порядка:
М.
Ц з..
Ч
42
М, М
М
5-и
94i
1
1
О
Практически отношение й(Р/йМ после обжатия стыка,строго постоянным не будет, поэтому необходимо в прог5 рамму по вариантам 2 и 3 вводить поправочные коэффициенты, учитьгоающие отклонение отношения от константы и отклонение от равенства нулю определителя с
0 В дальнейшем для определения завершения процесса обжатия стьпса используется метод, изложенньй в варианте 1 о
,Цля определения Ср с момента
5 включения привода гайковерта микропроцессор 2 сравнивает текущее значение момента на гайке с моментом М„ При достижении текущим моментом знаj,
чения М микропроцессор 2 фиксиру- 0 ет этот момент, присвоив ему индекс i (MJ М )а и соответствукщий ему угол поворота гайки (CfO. Далее с интервалами, равными uq запоминаются еще несколько (например, четыре значений моментов и соответст5
вующих им.углов поворота гайки М;
иСРн
М
141
14-3
н, . М; + г ид);+ (р; , М ,-4 и ср;+4.
Теоретически отношение прираще0 кия угла поворота гайки к приращению момента на Гайке на участке прямо пропорциональной, зависимости М f((|) должно оставаться постоянным Практически в результате колебаний
5 значений коэффициентов трения в процессе затяжки на линейную часть зависимости М f (С) накладываются помехи j Toe эти отношения для каждого измерения не будут строго постояниымИд Микропроцессор 2 вычисляет эти отношения и производит выравнивание их по методу наименьших квадр атово Поэтапно
0
55
ctgoi;
Ф.ч, -
-м-;.
ctgcrf.;+,
tpu.i- ibvi
м1;--- м7
41
ct go6 -i- l- g -it«i g gofrts Тогда (смофиго2).
.Ч4- М Ctgo6,
или
Ml
«
гк-и
М.
(п (Р
° - х- -k.,--K
где п - число замеров крутящего момента и угла поворота гайки после обжатия стыка Для контроля хода процесса затяжки микропроцессор 2 продолжает через каждые uLf вычислять отношение приращения угла поворота гайки к прира- щенгао момента на ней и сравнивать его с найденным значением ctgoioEcnH это отношение не отличается от ctgo6 н а величину, больше допустимой,процесс продолжается, а в противном случае микропроцессор 2 вырабатывает сигнал на останов привода гайковер- та и сигнализирует оператору об отк- лонёнии процесса от нормального {причиной чего может быть бракованная
s
4934546
угла поворота гайки и момента на ней для конкретного затягиваемого резьбового соединения с присущими
g только ему твердостью деталей, час-- тотой сопрягаемых поверхностей,условиями смазки, вида покрытий,удельного давления на контактирунадих поверхностях и других факторов, харак10 теризующнх это соединение и влияющих на зависимости М f (ср) и Q f (tp). Следовательно, Ср| определяется для конкретного резьбового сое- диненияа Дпя болтов даже одной и той
15 же партии, стягивающих одинаковые детали, очевидно, будет разброс конечного угла поворота гайки Cf но заданное усилие Q будет достигаться одинаковым Точность усилия затяжки
20 резьбового соединения зависит только от точности датчиков,, входящих в
, систему устройства, реализующего способ, и от точноЪти расчета угла поворота гайки Cfp,
25 Примере Производилась затяжка гайки шпильки крепления крышки блока цилиндров двигателя Резьба М 24 X 2„ Расчетное усилие затяжки Q-J- 173637 Но Коэффициенты податяк30 вости, м/Н: болта Л, 5,3 10 ; крышки о, 21 прокладки Л 0,005-10 ; корпуса -А ф, 1,712.10-,
Расчетный угол поворота гайки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки резьбовых соединений | 1988 |
|
SU1579760A1 |
| Способ затяжки резьбовых соединений | 1990 |
|
SU1749013A1 |
| Способ затяжки резьбовых соединений | 1989 |
|
SU1650424A1 |
| Способ затяжки резьбовых соединений | 1986 |
|
SU1388272A1 |
| СПОСОБ ЗАТЯЖКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2381098C2 |
| Способ контроля качества сборки резьбовых соединений | 1990 |
|
SU1767373A1 |
| Система управления гайковертом | 1987 |
|
SU1489973A1 |
| Система управления гайковертом | 1986 |
|
SU1402421A1 |
| Способ сборки групповых резьбовых соединений | 1989 |
|
SU1738634A1 |
| Способ сборки резьбовых соединений и устройство для его осуществления | 1991 |
|
SU1821351A1 |
Изобретение относится к тарированной сборке резьбовых соединений. Цель изобретения - повышение надежности. По углу поворота гайки измеряют текущее значение прикладываемого к гайке момента и оканчивают затяжку при угле поворота гайки, равном сумме расчетного и начального углов. Значение последнего определяют после обжатия стыка, замеряя приращение крутящего момента, приращение угла поворота и определяя их отношение, а затем вычитают из текущего значения угла поворота произведение текущего крутящего момента на указанное отношение. 2 ил.
резьба, попадание посторонних частиЦ 35 усилие затяжки Q
и т„п„). Если нарушений процесса затяжки нет, микропроцессор дает команду на останов привода гайковерта при достижении конечного угла поворота гайки С , При этом подается соответствующий сигнал и оператору
Таким образом, перед началом затяжки резьбового соединения оператор должен ввести в память микро- . процессора 2 значения наружного- диаметра d резьбы болта или шпильки, требуемое усилие затяжки Q, тага измерений угла поворота гайки , расчетного угла поворота tfр и допускаемого отклонения ctgo((%). По этим параметрам микропроцессор 2 в ходе затяжки резьбового соединения определяет конечный угол поворота гайки (Pf , соответствующий заданному Q, и прекращает затяжку при его достижении
Причем ctg&4 Р|с микропроцессором 2 определяются по замерам
Q-r . в 360 -р- 226 .
Приняли, что процесс обжатия ст ка завершается до достижения момен ° та .
М 0,06 Q d 250 Нм,
Значение % 226,М 250 Нм шаг & 0 были введены в память микропроцессора 2 о При включении п вода гайковерта микропроцессор -2 ч рез некоторое время запомнил: М- 250, Cf; 85; М ,, 288,(f ;, 9 Mi4Z 325,lf,4i 105; М, 360 q) 115; М,Ч4 400, 125. далее микропроцессор 2 определил: ctg 06 0,267;4fo Ч г-к - M,44ctg
Чо 244
50
55
При достижении гайкой-угла пово рота, равного 244, микропроцессор 2 дал команду на отключение привод гайковерта. Достигнутое усилие зат
Q-r . в 360 -р- 226 .
Приняли, что процесс обжатия стыка завершается до достижения момен- ° та .
М 0,06 Q d 250 Нм,
Значение % 226,М 250 Нм, шаг & 0 были введены в память микропроцессора 2 о При включении привода гайковерта микропроцессор -2 через некоторое время запомнил: М- 250, Cf; 85; М ,, 288,(f ;, 95; Mi4Z 325,lf,4i 105; М, 360; q) 115; М,Ч4 400, 125. далее микропроцессор 2 определил: ctg 06 0,267;4fo Ч г-к - M,44ctgoC4
Чо 244
0
55
При достижении гайкой-угла поворота, равного 244, микропроцессор 2 дал команду на отключение привода гайковерта. Достигнутое усилие затяз к|и составило 174600 Н, т.во отклонение от требуемого меньше 5%.
,Формула изобретения
Способ затяжки резьбовых соедине- нЦй, заключакщийся в прилохсении к крутящего момента, измерении у|гла поворота гайки и окончании за- т|яжки при достижении требуемого зна- ения угла отличающийся тем, что, с целью повьшения надеж- цости, измеряют текущее значение
крутящего момента и окончание затяжки производят при.угле поворота,равном сумме расчетного и начгшьного углов, а последний определяют после обжатия стыка, для чего замеряют приращение крутящего момента и приращение угла поворота и вьпштают из текущего значения угла поворота про- изведени е текущего крутящего момента на отношение приращения утла поворота к приращению крутящего момента.
.1
)
tffue.2
| Способ затяжки резьбовых соединений | 1976 |
|
SU795928A1 |
| Сборка резьбовых соединений, Машиностроение, 1978, Со 60-63о | |||
