(54) КОНДУКТОР ДЛЯ СБОРКИ НАПРАВЛЯЮЩЕЙ НАСАДКИ ГРЕБНОГО ВИНТА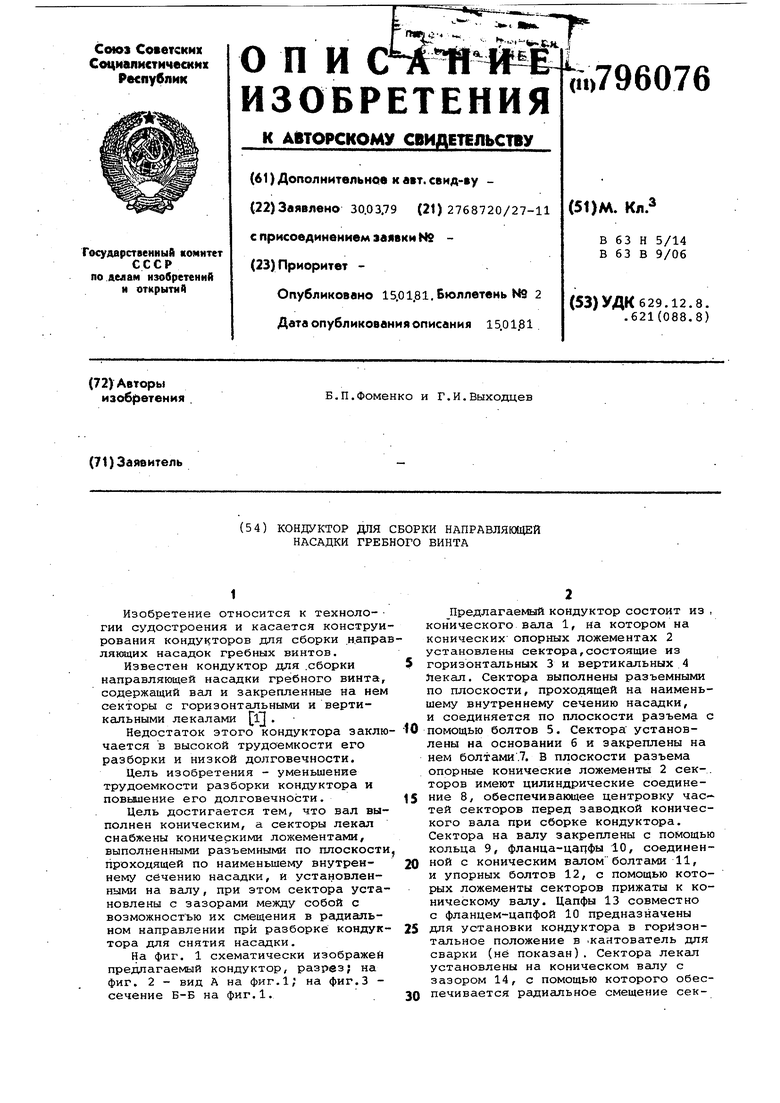
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ разборки гребного вала с гидравлическим механизмом изменения шага винта | 1989 |
|
SU1675162A1 |
| Стенд для сборки и разборки узлов машин с натягом | 1982 |
|
SU1054008A1 |
| Способ изготовления направляющей насадки гребного винта | 1973 |
|
SU483303A1 |
| КОНТЕЙНЕР ДЛЯ ВЗРЫВООПАСНЫХ ГРУЗОВ | 2022 |
|
RU2780920C1 |
| Шнеково-гусеничный движитель | 1973 |
|
SU477033A1 |
| Гребной винт | 1984 |
|
SU1232565A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕСС-ФОРМЫ-ХОЛОДИЛЬНИКА-ТОКОПОДВОДА К АГРЕГАТУ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 2002 |
|
RU2236337C2 |
| ЛЕГКОСЪЕМНОЕ БЕЗЗАЗОРНОЕ КРЕПЕЖНОЕ СОЕДИНЕНИЕ ФЛАНЦЕВ | 2013 |
|
RU2519996C1 |
| Способ изготовления корпуса судна и устройство для его осуществления | 1984 |
|
SU1221037A1 |
| УСТРОЙСТВО ДЛЯ РЕМОНТА ЦИЛИНДРОВ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 1992 |
|
RU2038938C1 |
1
Изобретение относится к техноло- гии судостроения и касается конструирования кондукторов для сборки напраляющих насадок гребных винтов.
Известен кондуктор для .сборки направляющей насадки гребного винта, содержащий вал и закрепленные на нем секторы с горизонтальными и вертикальными лекалами 1Д .
Недостаток этого кондуктора заключается в высокой трудоемкости его разборки и низкой долговечности. Цель изобретения - уменьшение трудоемкости разборки кондуктора и повышение его долговечности.
Цель достигается тем, что вал выполнен коническим, а секторы лекал снабжены коническими ложементами, выполненными разъемными по плоскости проходящей по наименьшему внутреннему сечению насадки, и установленными на валу, при этом сектора установлены с зазорами между собой с возможностью их смещения в ргвдиальном направлении при разборке кондуктора для снятия насадки.
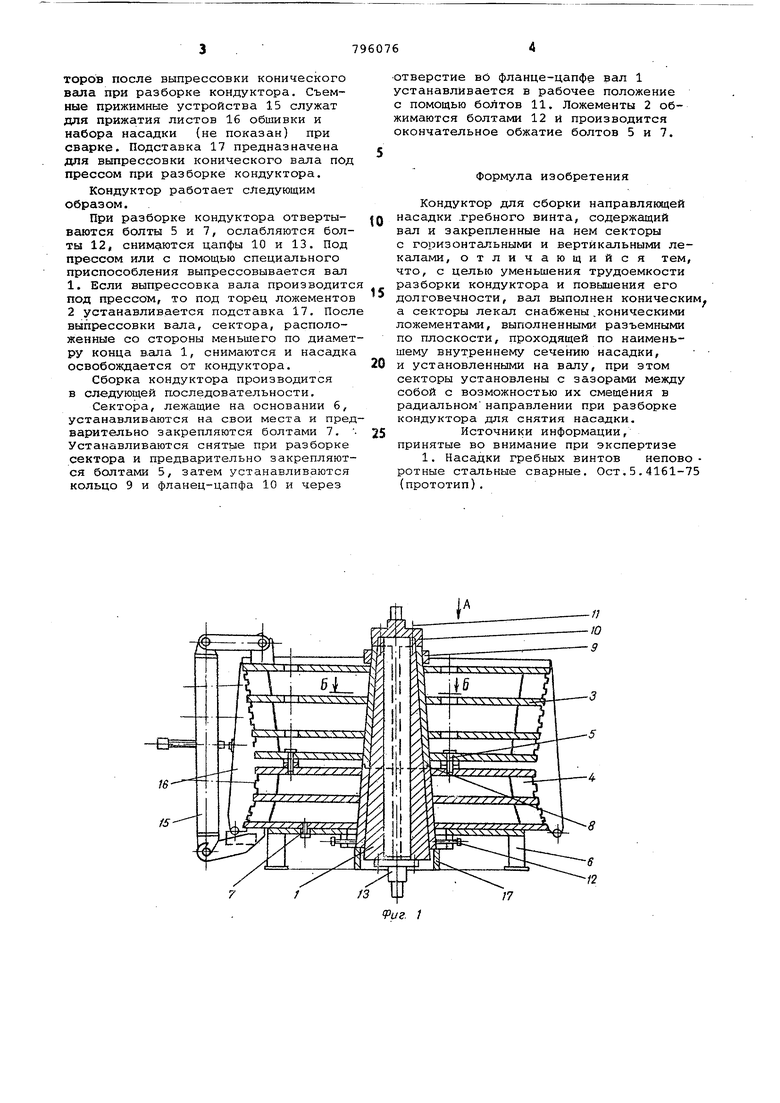
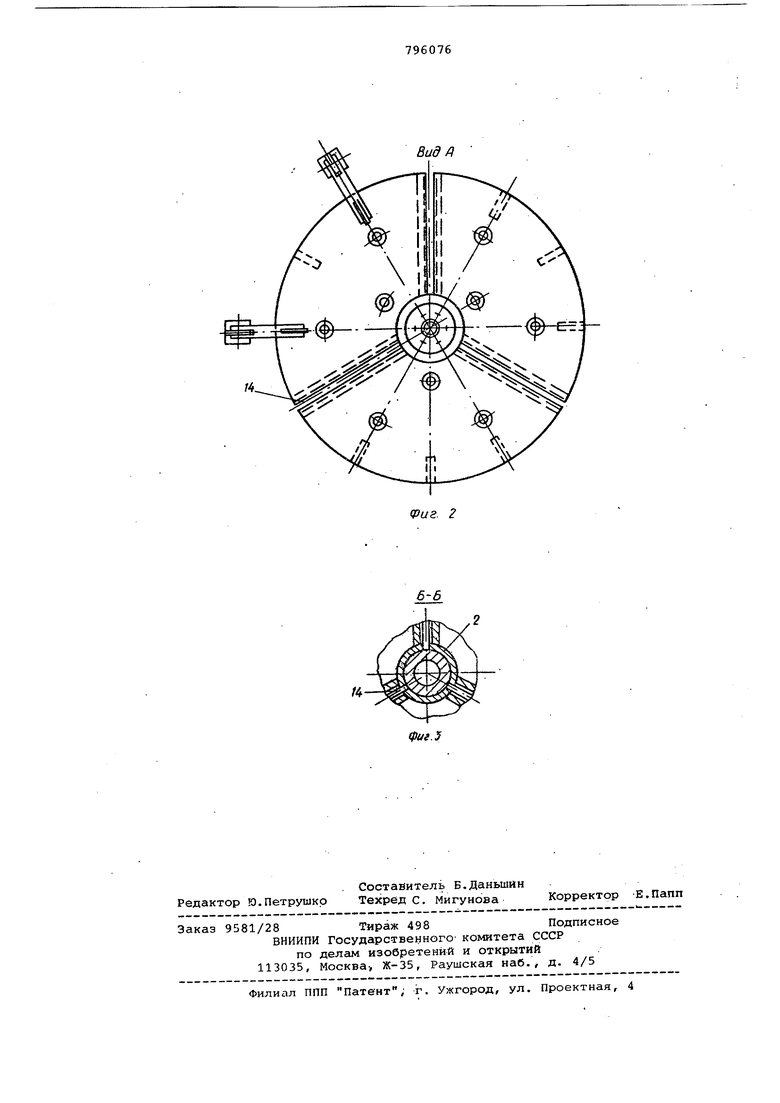
На фиг. 1 схематически изображей предлагаемый кондуктор, разрез; на фиг. 2 - вид А на фиг.1; на фиг.З сечение Б-Б на фиг.1.
ПредлагаекЕлй кондуктор состоит из , конического вала 1, на котором на конических опорных ложементах 2 установлены сектора,состоящие из
горизонтальных 3 и вертикальных 4 Лекал. Сектора выполнены разъемными по плоскости, проходящей на наименьшему внутреннему сечению насадки, и соединяется по плоскости разъема с
помощью болтов 5. Сектора установлены на основании 6 и закреплены на нем болтами.7. В плоскости разъема опорные конические ложементы 2 сек-, торов имеют цилиндрические соединение 8, обеспечивакндее центровку частей секторов перед заводкой конического вала при сборке кондуктора. Сектора на валу закреплены с помощью кольца 9, фланца-цапфы 10, соединенной с коническим валом болтами 11, и упорных болтов 12, с помощью которых ложементы секторов прижаты к коническому валу. Цапфы 13 совместно с фланцем-цапфой 10 предназначены
для установки кондуктора в горизонтальное положение в .кантователь для сварки (не показан). Сектора лекал установлены на коническом валу с зазором 14, с помощью которого обеспечивается радиальное смещение секторов после выпрессовки конического вгша при разборке кондуктора. Съемные прижимные устройства 15 служат для прижатия листов 16 обшивки и набора насадки (не показан) при сварке. Подставка 17 предназначена для вьшрессовки конического вала под прессом при разборке кондуктора.
Кондуктор работает следующим образом.
При разборке кондуктора отвертываются болты 5 и 7, ослабляются болты 12, снимаются цапфы 10 и 13. Под прессом или с помощью специального приспособления выпрессовывается вал 1. Если выпрессовка вала производитс под прессом, то под торец ложементов 2 устанавливается подставка 17, Посл выпрессовки вала, сектора, расположенные со стороны меньшего по диаметру конца в.ала 1, снимаются и насадка освобождается от кондуктора.
Сборка кондуктора производится в следующей последовательности.
Сектора, лежащие на основании 6, устанавливаются на свои места и предварительно закрепляются болтами 7, . Устанавливаются снятые при разборке сектора и предварительно закрепляются болтами 5, затем устанавливаются кольцо 9 и фланец-цапфа 10 и через
отверстие вО фланце-цапфе вал 1 устанавливается в рабочее положение с помощью болтов 11. Ложементы 2 обжимаются болтами 12 И производится окончательное обжатие болтов 5 и 7.
Формула изобретения
Кондуктор для сборки направляющей насадки .гребного винта, содержащий вал и закрепленные на нем секторы с горизонтальными и вертикальными лекалами, отличающийся тем, что, с целью уменьшения трудоемкости разборки кондуктора и повышения его долговечности, вал выполнен коническим а секторы лекал снабжены .коническими ложементами, выполненными разъемными по плоскости, проходящей по наименьшему внутреннему сечению насадки, и установленными на валу, при этом секторы установлены с зазорами между собой с возможностью их смещения в радиальномнаправлении при разборке кондуктора для снятия насадки.
Источники информации, принятые во внимание при экспертизе
1, Насадки гребных винтов неповоротные стальные сварные. Ост,5.4161-75 (прототип),
/7
Вид Д
сриг 2
