1
Изобретение относится к судостроению, к технологии изготовления насадок судовых двигателей.
Известны способы изготовления насадки гребного винта путем установки и сварки деталей насадки в кондукторе с лекалами. При этом вначале все детали насадки при установке закрепляются жестко между собой и к лекалам кондуктора на электроприхватках, а затем свариваются.
Недостатком известных способов являются недостаточность получаемой точности конструкции насадки и большая трудоемкость ее изготовления, обусловленные образованием повышенных сварочных деформаций и соответственно значительным объемом правки конструкции.
Целью изобретения является снижение сварочных деформаций и исключение трудоемкой правки конструкции.
Для этого предложен способ, по которому листы в кондуктор устанавливают попарно, продольные смежные стороны которых закрепляют на электроприхватки, а остальные стороны эластично крепят к лекалам кондуктора с помош,ью прижимных приспособлений. При этом сначала сваривают продольные соединения, взятые на электроприхватки, а затем закрепляют на электроприхватки и сваривают остальные продольные стороны и в
последнюю очередь проваривают поперечные стороны.
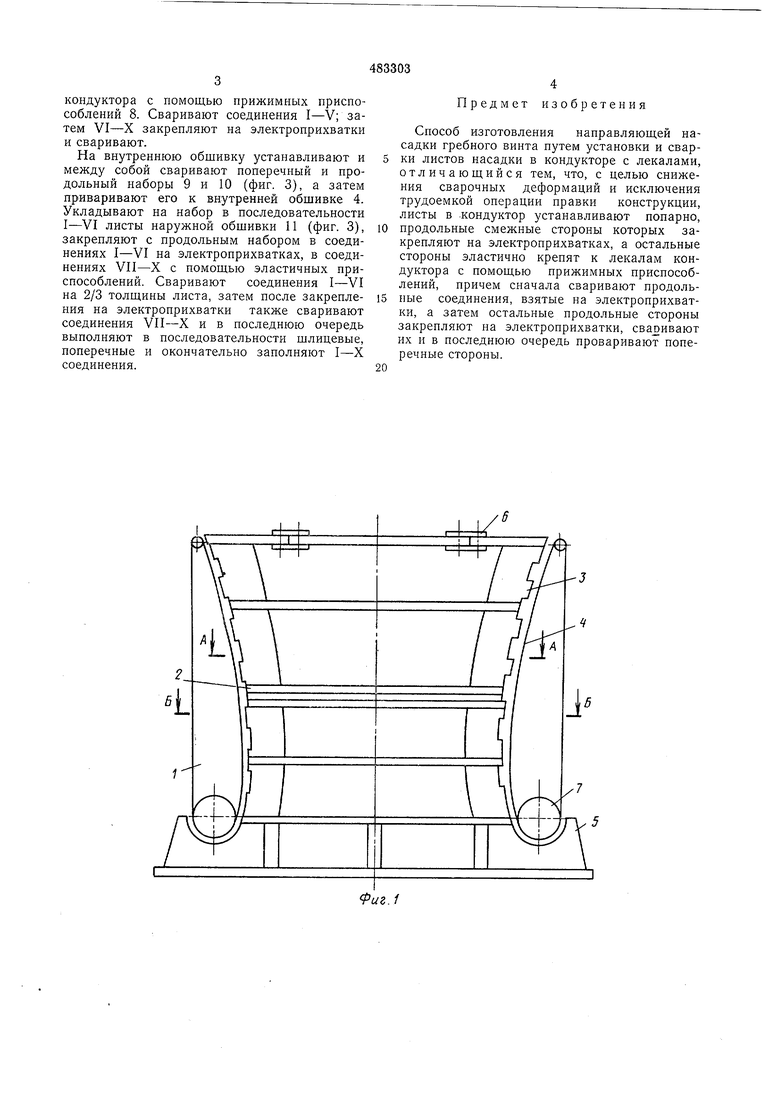
Па фиг. 1 схематически изображен обш.ий вид кондуктора с насадкой в разрезе; на фиг.
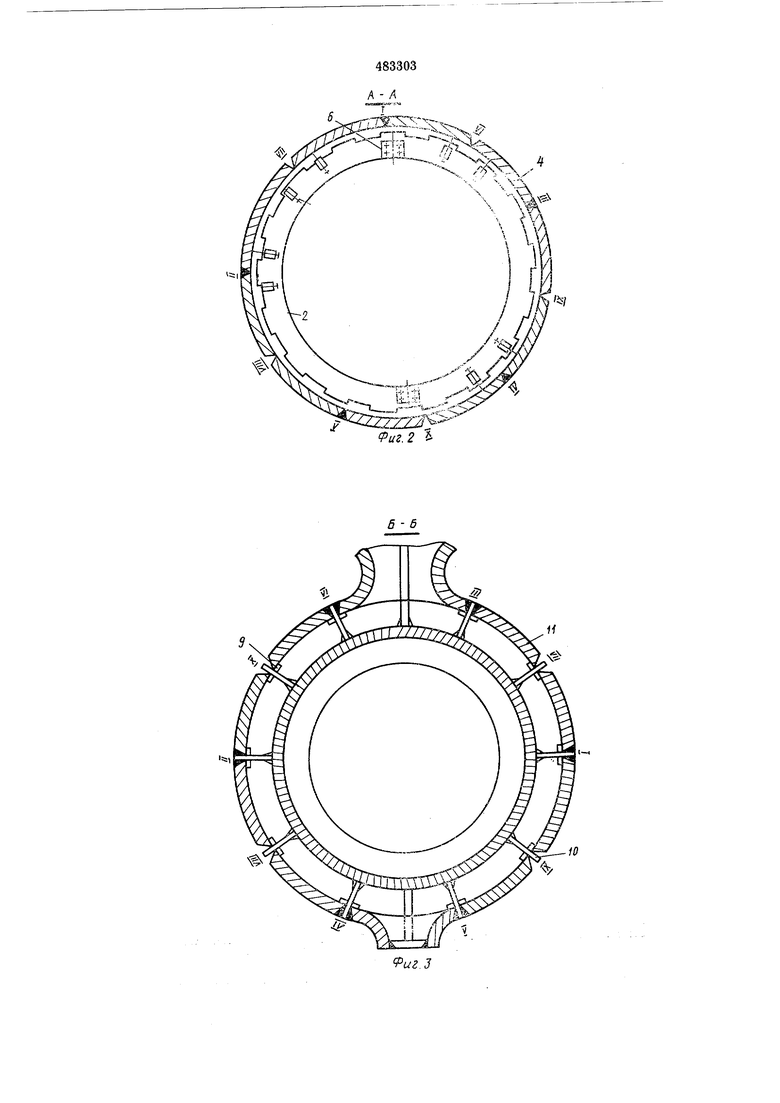
2 - разрез по А-А на фиг. 1 (последовательность установки, крепления и сварки листов внутренней обшивки); на фиг. 3 - разрез по Б-Б на фиг. 1 (последовательность установки, крепления и сварки листов наружной обшивки).
По предложенному способу изготовления насадки 1 используют кондуктор с горизонтальными и вертикальными лекалами 2 и 3, вопроизводящими обводы внутренней обШИБКИ 4 насадки, установленной на опорные стойки 5. Кондуктор имеет разъемное соединение 6 и изготавливается по высоте из двух частей и по периметру из нескольких частей для того, чтобы после изготовления конструкции его можно было свободно освободить от насадки.
Е кондуктор на опорные стойки 5 укладывают прутки входяш,его кольца 7, насадки состыковывают между собой и сваривают.
Затем попарно в последовательности I-V укладывают в кондуктор по всему периметру листы внутренней обшивки 4 (фиг. 2), состыковывают между собой, закрепляют в соединениях I-V на электроприхватках, в
соединениях VI-X -эластично к лекалам
кондуктора с помощью прижимных приспособлений 8. Сваривают соединения I-V; затем VI-X закрепляют на электроприхватки и сваривают.
На внутреннюю обшивку устанавливают и между собой сваривают поперечный и продольный наборы 9 и 10 (фиг. 3), а затем приваривают его к внутренней обшивке 4. Укладывают на набор в последовательности I-VI листы наружной обшивки 11 (фиг. 3), закрепляют с продольным набором в соединениях I-VI на электроприхватках, в соединениях VII-X с помощью эластичных приспособлений. Сваривают соединения I-VI на 2/3 толщины листа, затем после закрепления на электроприхватки также сваривают соединения VII-X и в последнюю очередь выполняют в последовательности щлицевые, поперечные и окончательно заполняют I-X соединения.
4 Предмет изобретения
Способ изготовления направляющей насадки гребного винта путем установки и сварки листов насадки в кондукторе с лекалами, отличающийся тем, что, с целью снижения сварочных деформаций и исключения трудоемкой операции правки конструкции, листы в .кондуктор устанавливают попарно,
продольные смежные стороны которых закрепляют на электроприхватках, а остальные стороны эластично крепят к лекалам кондуктора с помощью прижимных приспособлений, причем сначала сваривают продольные соединения, взятые на электроприхватки, а затем остальные продольные стороны закрепляют на электроприхватки, сваливают их и в последнюю очередь проваривают поперечные стороны.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки криволинейных секций корпуса судна | 1982 |
|
SU1062103A1 |
| Способ изготовления полотнищ | 1978 |
|
SU806330A1 |
| СПОСОБ СБОРКИ И ОДНОСТОРОННЕЙ СВАРКИ СТЫКОВЫХ СОЕДИНЕНИЙ ТОНКОЛИСТОВЫХ МАТЕРИАЛОВ | 1994 |
|
RU2071888C1 |
| Кондуктор для сборки направляю-щЕй НАСАдКи гРЕбНОгО ВиНТА | 1979 |
|
SU796076A1 |
| Способ сборки судовых корпусных конструкций | 1981 |
|
SU1020300A1 |
| Способ формирования обшивки криволинейной секции корпуса судна и устройство для его осуществления | 1982 |
|
SU1073150A1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ РЕБРИСТЫХ ПАНЕЛЕЙ | 2015 |
|
RU2605032C1 |
| Постель для сборки и сварки цилиндрических секций корпуса судна | 1983 |
|
SU1088983A1 |
| Способ постройки кормы судна с неподвижной насадкой на гребной винт (его варианты),блок насадки и ахтерштевень | 1982 |
|
SU1092086A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОЙ БАЛКИ | 2006 |
|
RU2314184C1 |
,.-;., чic--.. , ......L,. .е.
X
ч
Риг. 2
