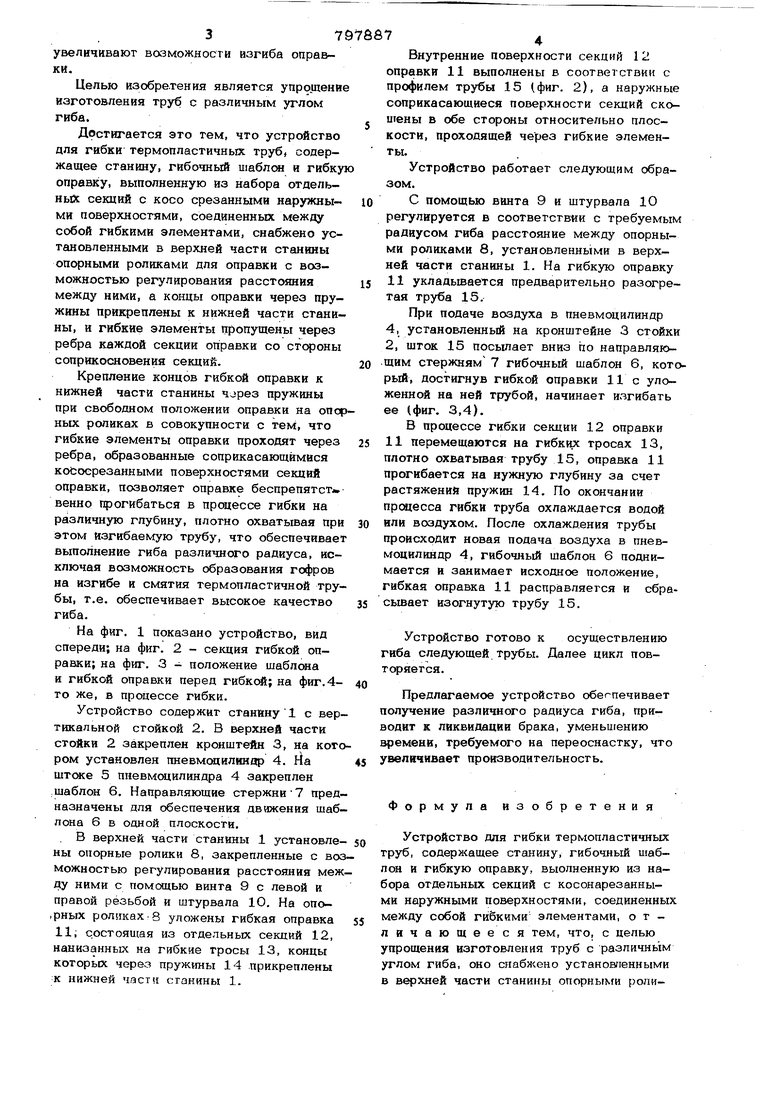
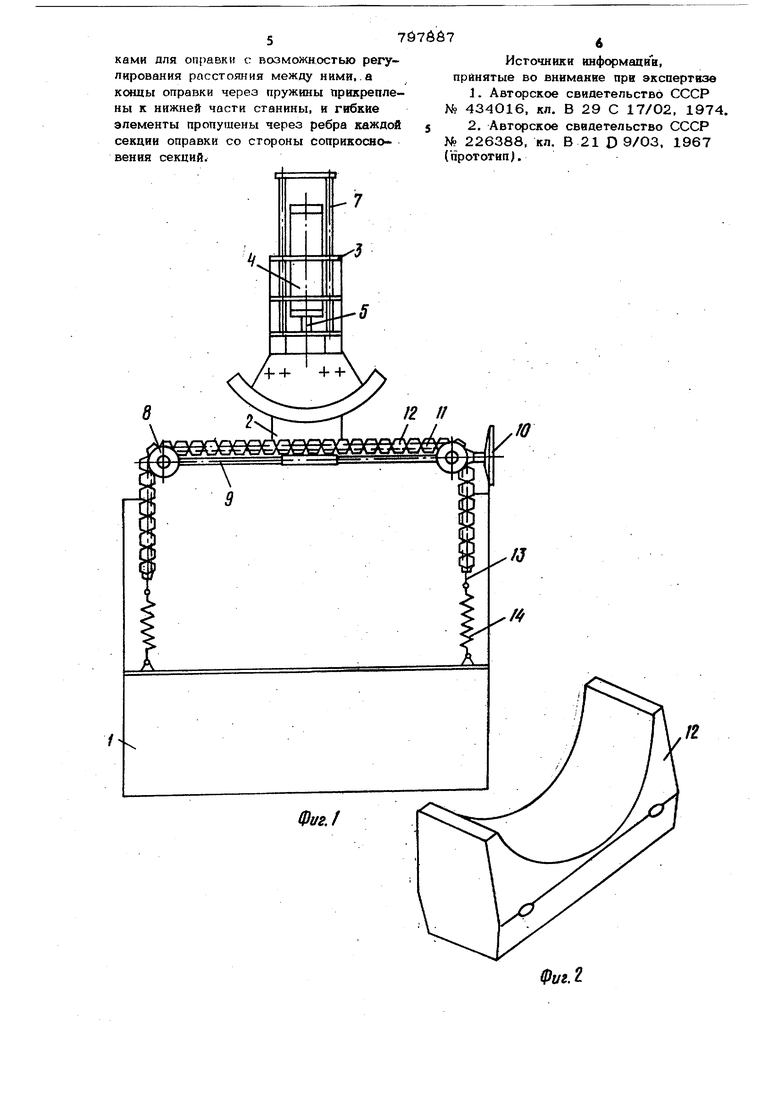
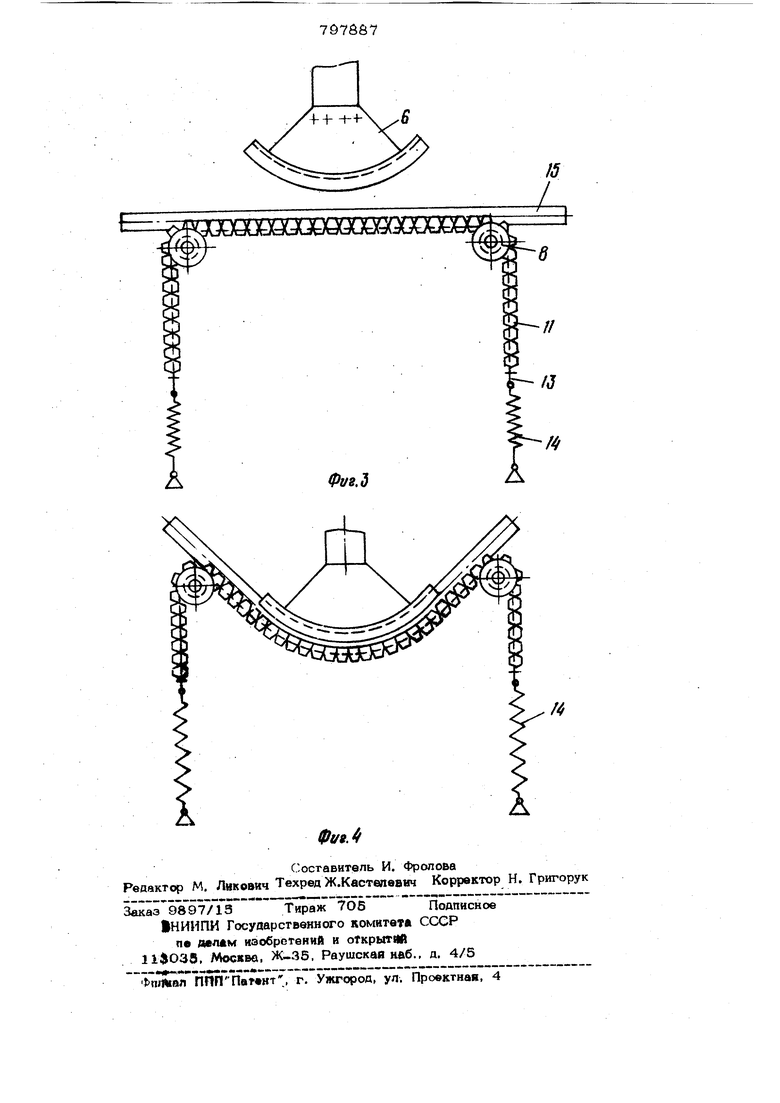
Изобретение относится к механической обработке труб, к гибко труб с помощью оправок, в частности к формированию пла тиков путем обработки предварительно сформованных труб гибкой и может найти применение при получении криволинейных участков труб из термопластичных материалов, применяемых при строительно-монтажных работах Известен станок цля гнутья труб из термопластичных полимерных материалов, содержащий нагревательную камеру, меха низм продольного перемещения трубы и формующее устройство, выполненное в виде разъемных половин участка тора с рубашками охлаждения, на входе которого расположена нагревательная камера, а соотношение осевых длин нагревательной камеры и форкгуюшего устройства выбрано в пределах 1:25-.1:15 Г|. Недостатком станка является необходимость смены 4ормующего устройства для каждого радиуса гиба из-за выполнения его в вил( жесткого разъемного тора Наиболее близким к предлагаемому является устройство, для гибки термо- пластччнъсх труб, содержащее станину, гибочный шаблон и гибкую оправку, выполненную из набора отдельных секций с косонарезанными наружными поверхностями, соединеннък между собой гибкими элементами. Секции гибкой оправки смонтированы в нажимном лотке или гибочном шаблоне и контактируют с ними по наклонным поверхностям, выполненным в вышеуказанном лотке или шаблоне Г21. Недостатком устройства является невозможность получения гиба различного рациуса из-за того, что гибкая оправка в данном устройстве, не являясь основньш формующим элементом, смсдатирована в нажимном лотке и возможность ее изгиба ограничена последним. При этом воз- мойсно сплющивание трубы в процессе гиба. Кососрезанные наружные поверхности секций оправки предназначены для скольжения по наклонным поверхностям нажимного лотка или гибочного шаблона и не увеличивают возможности изгиба оправки. Целью изобретения является упро.щение изготовления труб с различным углом гиба. Достигается это гем, что устройство для гибки термопластичных труб, содержащее станину, гибочный шаблсян и гибку оправку, выполненную из набора отдельный: секций с косо срезанными наружными поверхностями, соединенных между собой гибкими элементами, снабжено установленными в верхней части станины опорными роликами для оправки с возможностью регулирования расстояния между ними, а концы оправки через пружины прикреплены к нижней части станины, и гибкие элементы пропущены через ребра каждой секции оправки со стороны соприкосновения секций. Крепление концов гибкой оправки к нижней части станины чорез пружины при свободном положении оправки на опор ных роликах в совокупности с тем, что гибкие элементы оправки проходят через ребра, образованные соприкасающимися коЬосрезанными поверхностями секций оправки, позволяет оправке беспрепятст венно прогибаться в процессе гибки на различную глубину, плотно охватьюая при этом изгибаемую трубу, что обеспечивае выполнение гиба различното радиуса, исключая возможность образования гофров на изгибе и смятия термопластичной тру бы, т.е. обеспечивает высокое качество гиба. На фиг. 1 показано устройство, вид спереди; на фиг. 2 - секция гибкой оправки; на фиг. 3 - положение шаблона и гибкой оправки перед гибкс ; на фиг. 4то же, в процессе гибки. Устройство содержит станину 1 с вер тикальной стойкой 2. В верхней части стойки 2 закреплен кронштейн 3, на кот ром установлен пневмсщилнндр 4. На штсже 5 пневмадилиндра 4 закреплен шаблон 6. Направляющие стержни7 пред назначены для обеспечения движения шаб лона 6 в одной плоскости. . В верхней части станины 1 установле вы опорные ролики 8, закрепленные с во можностью регулирования расстояния меж ду ними с помощью винта 9 с левой и правой резьбой и штурвала 10. На опо,рных роляках-З уложены гибкая оправка 11, с.остоящая из отдельных секций 12, нанизанных на гибкие тросы 13, концы которых через пружины 14 прикреплены к нижней части станины 1. Внутренние поверхности секций 12 оправкн 11 выполнены в соответствии с профилем трубы 15 (фиг. 2), а наружные соприкасающиеся поверхности секций скощены в обе стороны относительно плоскости, проходящей через гибкие элементы. Устройство работает следующим образом. С помощью винта 9 и штурвала Ю регулируется в соответствии с требуемым радиусом гиба расстояние между опорными роликами 8, установленными в верхней части станины 1. На гибкую оправку 11 укладывается предварительно разогретая труба 15. При подаче воздуха в пневмоцилиндр 4, установленный на кронштейне 3 стойки 2, щток 15 посылает вниз по направляющим стержням 7 гибочный шаблон б, который, достигнув гибкой оправки 11с уложенной на ней трубой, начинает изгибать ее (фиг. 3,4). В процессе гибки секции 12 оправки 11 перемещаются на гибких тросах 13, плотно охватывая трубу 15, оправка 11 прогибается на нужную глубину за счет растяжений пружин 14. По окончании продесса гибки труба охлаждается водой или воздухом. После охлаждения трубы происходит новая подача воздуха в пневмоцилисндр 4, гибочный шаблон 6 поднимается и занимает исходное положение, гибкая оправка 11 распр1авляется и сбрасьшает изогнутую трубу 15. Устройство готово к осуществлению гиба следующей трубы. Далее цикл повторяется. Предлагаемое устройство обеспечивает получение различного радиуса гиба, приводит к ликвидации брака, уменьшению времени, требуемого на переоснастку, что увеличивает производительность. изобретения о р м у л а Устройство для гибки термопластичных труб, содерх ащее станину, гибочный шаблон и гибкую оправку, выолненную из набора отдельных секций с косонарезанными наружными поверхностями, соединенных мехаду собой гибкими элементами, отличающееся тем, что, с целью упрощения изготовления труб с различном углом гиба, оно слаби ено установленными в верхней части станины опорными роликами для оправки с вооможносгью регулирования РПССТОШ1ИЯ между ними,.а конды оправки через пружины прикреплены к нижней части станины, и гибкие элементы пропущены через ребра каждой секции оправки со стороны соприкосновения секций.
Источники информации, принятые во внимание при экспертизе J. Авторское свидетельство СССР № 434016, кл. В 29 С 17/02, 1974.
2. Авторское свидетельство СССР № 226388. кл. В 21 О 9/03, 1967 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гибки ошипованныхТРуб | 1979 |
|
SU837470A1 |
| Устройство для гибки листовых термопластичных материалов | 1980 |
|
SU937185A1 |
| Устройство для гибки термопластичных труб | 1983 |
|
SU1123864A1 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2015 |
|
RU2614975C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЛИННОМЕРНЫХ ЗАГОТОВОК И МНОГОФУНКЦИОНАЛЬНЫЙ ГИБОЧНО-ПРАВИЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2299107C2 |
| СПОСОБ ГИБКИ ТОНКОСТЕННЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2354478C1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ПРЕДВАРИТЕЛЬНО ОРЕБРЕННЫХ ПРЯМЫХ ТРУБ | 2000 |
|
RU2190817C2 |
| СТАНОК ДЛЯ ГИБКИ ПРОФИЛЕЙВС?СО:СП:.;АЛ Iттп^-'^1^мш1ц>&^EHSJiHOj^^KA 1 | 1973 |
|
SU369960A1 |
| Способ гибки труб и станок для осуществления способа | 2020 |
|
RU2774676C2 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 2000 |
|
RU2174885C1 |
Фиг. г
