(54) СПОСОБ ЗАЩИТЫ ФУТЕРОВКИ РУДНОТЕРМИЧЕСК(
1
Изобретение относится к черной металлургии, а именно к восстановительной плавке в руднсзтетрмкческкх печах, в частности к :способам за- %1иты футеровки ванны руднотермической печи при плавке бокситовых руд.
При плавке бокситовых руд с получением электрокорунда и ферросплава происходит разрушение футеровки за счет проникновения ферросплава в нижние слои огнеупорной кладки.
Известен способ защиты огнеупоров в металлургических агрегатах путем введения в расплав охлаждающих газообразных агентов поблизости от мест с локальным разрушением l3
Однако применительно к плавке бокситовых руд способ имеет следующие недостатки:
при введении охлаждающих реагентов происходит снижение температуры шлакового расплава, что затрудняет выпуск его из печи,
охлаждающие реагенты, введенные в шлак, изменяют его химический соетав и насыщают его углеродом и азо-. том/
металлический расплав проникает в поры футеровки, и при циклическом ПЕЧИ
§.
температурном режиме происходит изменение объема металла, а следовательно и увеличение трещин. При повторном нагреве расплава металл расплавляется вновь и проникает в увеличивающиеся трещины. В результате такого воздействия футеровка разрушается, и металл проникает на большую глубину;
0
высокий расход газообразных агентов , обусловленный необходимостью охлаждать расплав до твердого состояния.
Цель изобретения - уменьшение глу5бины проникновения жидкого металла в футеровку.
Цель достигается тем, что в окисный вводят окислы нитродообразующих элементов, обеспечивающих
0 получение нитродообразующих элементов в количестве 3,5-6% от веса проплавленной шихты при .перегреве металла на 300-500 выше его температуры плавления, а азот пбд давлением
5 подают в футеровку печи с внешней стороны в период 0,5-0,8 продолжительности плавки в количестве 15200 на каждый процент нитродообразующего элемента.
0 Способ осуществляют следующим образом. В руднотермическую печь загружают твердые компоненты агломерированный боксит и антрацит. Шихта, приготовленная из этих компонентов, содержит 59-60% ,. Проплавлением шихты в ванне печи получают расплав корунда и металлический расплав железа, насыщенного углеродом. Для этого в состав шихты вводят углеродистый восстановитель, с избытком на 8-15%jпревышающим стехнометрическое соотношение в реа ции восстановления окислов железа углеродом) нитродообразующие элементы вводят в расплав в виде окислов. Затем металлический расплав перегревают на 300-500° и восстанавлива ют нитридообразующие элементы (Ti, А f) в количестве 3,5-6% от веса про плавленной шихты. Привосстановлении расплава полу чают 2-4% алюминия и . Ввиду разности удельных весов оксидный расплав электрокорунда находится над расплавом металла. Температура оксидного расплава достигает 2., что приводит к перегреву металла. Метгшл, контактируя с магнезитовой кладкой проникает в трещины футеровки и заполняет их. В период 0,5-0,8 продолжительности плавки в футеровку подают азот. Пода чу газа под давлением 0,5-4,0 атм осуществляют через главный коллектор расположенный на кожухе печи, по 8-10 патрубкам, заделанным в кладку . на 1/3 толщины стены. Расход азота 157200 мЗ/час на каждый процент нитридообраз.ующего элемента. Принятый интервал давления и расходов газообразного азота обусловлен качеством кладки ванны печи. При кладке ванны печи калиброванным кирпичем поры в футеровке печи минимальные, порядка 0,1-0,2 мм, для такого качества кладки необходимы повышенные давления газообразного азота и минимальные его количества, поскольку объем проникающего в кладку расплава металла незначителен. При выполнении кладки некешиброВанным кирпичем, а при использовании кладки, бывшей в эксплуатаци размер пор и трещин в кладке составлйет 1-3 мм. В этом случае необходим повышенный расход газообразного азота до 200 ), поскольку объем проникающего в поры и трещины металла увеличивается. Во время плавки в период 0,5-0,8 от продолжительности плавки электро.корунда в печи скапливается максимальное количество метсшла, который именно в это время перегревается до максимальных температур .(1700ISOO c), поскольку расплав электрокорунда имеет минимальную электропроводность и в этот момент времени происходит максимальное выделение тепла в слое расплавленного металла. Газ целесообразно подавать в этот период максимального нагрева футеровки. Проходя по трещинам и порам магнезитовой кладки, газ подходит к зоне прометалленой футеровки. Азот, реагируя с нитридообразующими элементами АЕ и TI, образует тугоплавкие нитриды AEN, TiN с температурой плавления 2200-3000 с, которые образуют твердую фазу и закупоривают трещины. Проникновение жидкого металла в кладку прекргццается. Если металл перегревать ниже, чем на 300, температуры плавления, то восстановленные нитридообразующие элементы окисляются и переходят в окисный расплав, что снижает эффект защиты футеровки печи. При перегреве металла более, чем на 500 выше температуры плавления, футеровка интенсивно разрушается с образованием значительных вымоин. При уменьшении количества нитридообразующих, менее 3,5% от веса проплавленной шихты нитридом, образуется недостаточное количество -и футеровка не защищается от дальнейшего просачивания металла. Если количество нитродообразующих элементов более 6,0%, то для их восстановления требуется повышенный расход электроэнергии, что сопровождается разрушением гарнисажа на стенках печи. Пример. В электропечь мощностью 10500 ква загрузили 35 т бокситового агломерата, содержащего 61% АЕ20,, 0,35%СаО, 0,2% МпО, 18% , 10% FeO, 0,1% HgO, 6% SlOg С - 0,5% с последующей подаихтовкой на расплав TIO на 3,5, 4,7 и 6,0%/ и провели восстановление окислов углеродом антрацита. Получили 22 т . .; расплава электрокорунда и В т ферросплава. Выпуск ферросплава произвели через три выпуска корунда. В период 0,5-0,8 от продолжительности плавки перед выпуском ферросплава в футеровку подавался газообразный азот. Подача азота осуществлялась через кольцевой коллектор, расположенный на кожухе печи на уровне 1,5 м от подового листа; по 10-ти патрубкам диаметром 16 мм, расположенным радиально и заглубленным в футеровку на 300 мм. Расход газа 15-200 . на процент нитридообразукадего элемента. Проход газа в .зону контакта металл-корунд осуществлялся по порам и трещинам футеровки. Результаты применения предлагаемого способа приведены в таблице из которой следует, что срок службы
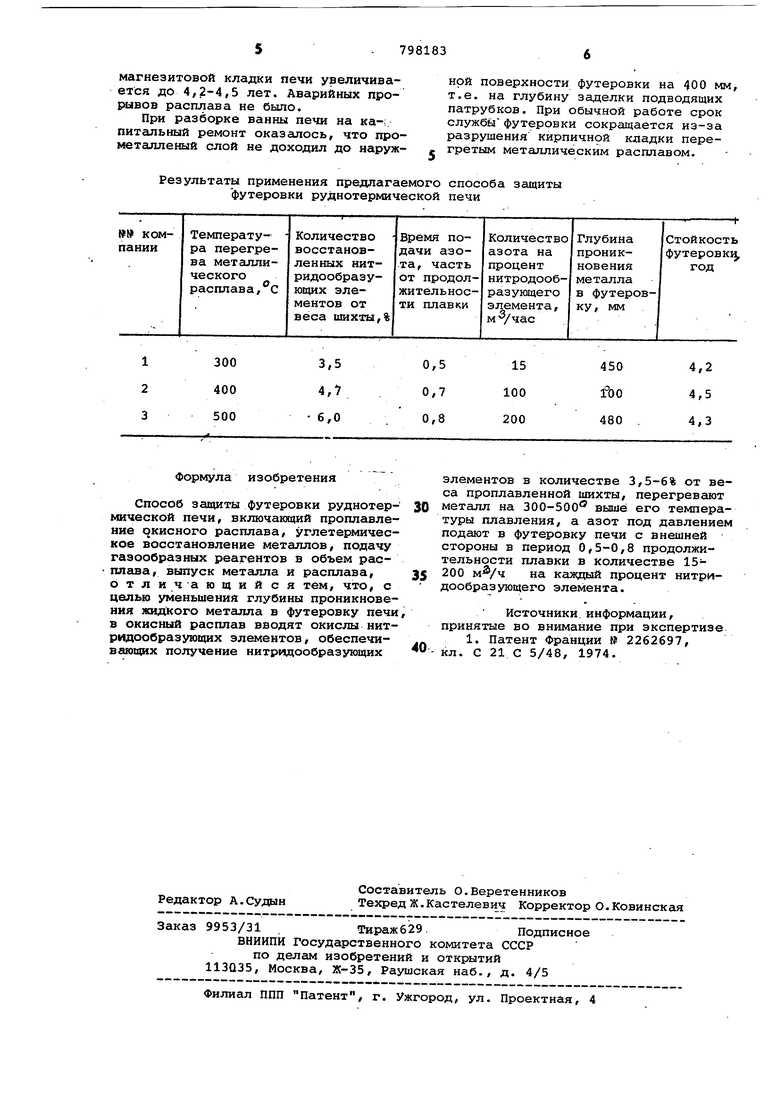
магнезитовой кладки печи увеличивается до 4,2-4,5 лет. Аварийных прорывов расплава не бьто.
При разборке ванны печи на ка-; питальный ремонт оказалось, что прометалленый слой не доходил до наружРезультаты применения предлагаемого способа защиты футеровки руднотермической печи
ной поверхности футеровки на 400 мм, т.е. на глубину заделки подводящих патрубков. При обычной работе срок службыфутеровки сокращается из-за разрушения кирпичной кладки перегретым металлическим расплавом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения нормального электрокорунда | 1990 |
|
SU1710507A1 |
| СПОСОБ ПОЛУЧЕНИЯ НОРМАЛЬНОГО ЭЛЕКТРОКОРУНДА | 2000 |
|
RU2171225C1 |
| Ванна открытой рудно-термической печи | 1985 |
|
SU1315765A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛАВЛЕНОГО ЭЛЕКТРОКОРУНДА | 2024 |
|
RU2835541C1 |
| СПОСОБ ПЛАВКИ ЭЛЕКТРОКОРУНДА | 2022 |
|
RU2784404C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВКИ ТИГЛЯ ВАКУУМНОЙ ИНДУКЦИОННОЙ ПЕЧИ | 2022 |
|
RU2802219C1 |
| Способ выплавки лигатуры на основе нитридообразующих металлов | 1982 |
|
SU1036761A1 |
| Способ получения электрокорунда | 1980 |
|
SU929560A1 |
| Способ переплава легковесной металлошихты | 1976 |
|
SU655727A1 |
| СПОСОБ ВЫПЛАВКИ ФЕРРОАЛЮМИНИЯ | 2002 |
|
RU2215809C1 |
Формула изобретения
Способ защиты футеровки руднотермической печи, включающий проплавление 9кисного расплава, углетермическое восстановление металлов, подачу газообразных реагентов в объем расплава, выпуск металла и расплава, отличающийся тем, что, с целью уменьшения глубины проникновения жидкого металла в футеровку печи в окисный расплав вводят окислы нитридообразующих элементов, обеспечивающих получение нитридообразующих
элементов в количестве 3,5-6% от веса проплавленной шихты, перегревают металл на 300-500 выше его температуры плавления, а азот под давлением подают в футеровку печи с внешней стороны в период 0,5-0,8 продолжительности плавки в количестве 15200 на каждый процент нитридообразующего элемента.
Источники информации, принятые во внимание при экспертизе
