(5) УСТРОЙСТВО ДЛЯ-КОНТРОЛЯ РАБОТЫ ОБОРУДОВАНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля и учета работы оборудования | 1979 |
|
SU864313A1 |
| Устройство для контроля и учета работы оборудования | 1987 |
|
SU1456980A1 |
| Устройство для контроля и учета работы формовочного агрегата для производства абразивного инструмента | 1982 |
|
SU1067519A1 |
| Устройство для контроля и учета работы оборудования | 1978 |
|
SU898476A2 |
| Устройство для автоматического управления технологической линией | 1986 |
|
SU1328794A1 |
| Устройство для контроля и учетаРАбОТы ОбОРудОВАНия | 1977 |
|
SU798928A1 |
| Устройство для контроля и учетаРАбОТы ОбОРудОВАНия | 1978 |
|
SU809264A1 |
| Устройство для контроля и регистрации простоев оборудования | 1983 |
|
SU1117671A1 |
| Устройство для счета продукции | 1986 |
|
SU1406615A1 |
| Устройство управления вакуум-загрузчиком для подачи сыпучего материала в бункер технологического оборудования | 1986 |
|
SU1452749A1 |
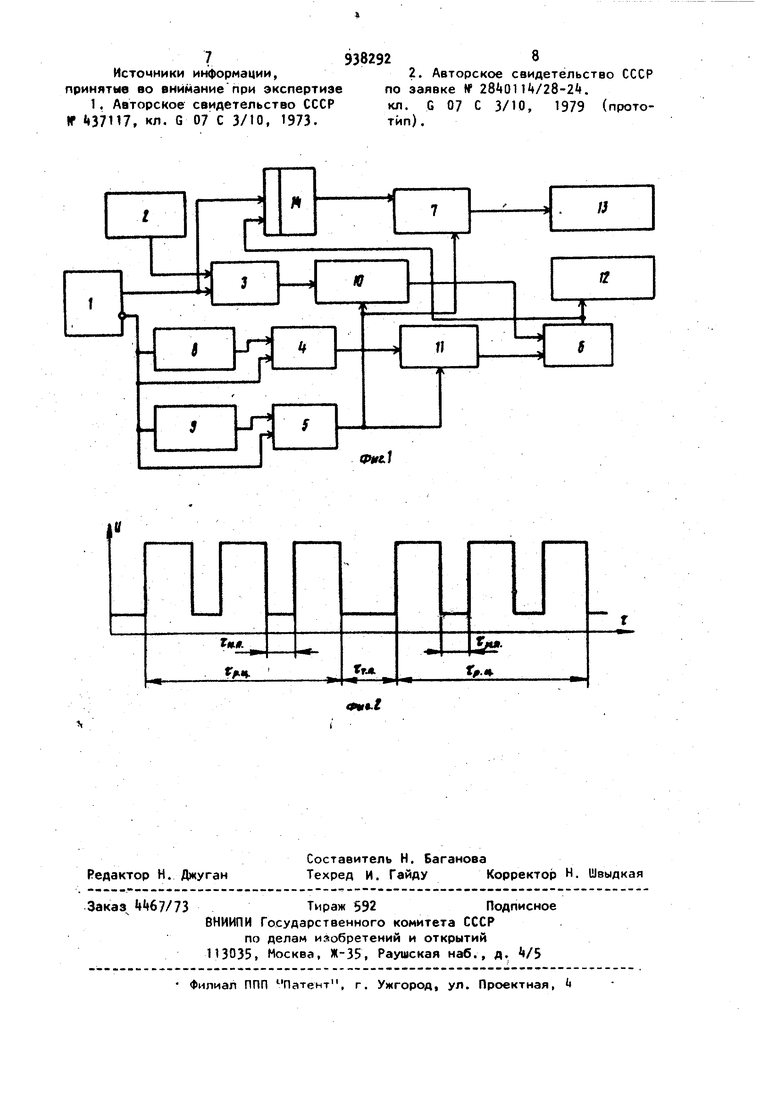
Изобретение относится к устройствам автоматического контроля и учета работы оборудования и может быть применено в системах управления npoизводством для автоматического контроля, за соблюдением технологического регламента и учета выпуска про дукции. Известно устройство для yfieTa вре мени простоя оборудования , содержащее датчик мощности, включенный в од ну из фаз питания двигателя, пороговый элемент, одновибратор, схемы совпадения, счетчики, триггеры, генератор и сумматор } . К недостаткам известного устройства следует отнести отсутствие возможности контроля работы технологиче ского оборудования, рабочий цикл которого характеризуется паузами в период выпуска одной единицы продукции, что объясняется отсутствием в схеме устройства элементов контроля длительности указанных пауз и их количества. Наиболее близким к изобретению по технической сущности является устройство для контроля и учета работы оборудования, содержащее датчик состояния оборудования, элементы И, генератор импульров, счетчик готовой продукции, счетчик времени простоя оборудования, реле времени технологической паузы, счетчик рабочего времени и первое реле времени межоперационной паузы, прямой выход датчика подключен к первому входу триггера и к первому входу первого элемента И, второй вход которого соединен с генератором импульсов, а выход - с первым входом счетчика рабочего времени, инверсный выход датчика состояния оборудования подключен непосредственно и через первое реле времени к входам второго элемента И, третий элемент И и счетчик готовой (чл продукции 12. 393 Недостатки известного устройства отсутствие возможности контроля длительности межоперационных пауз и их количества, а также учета продукции, выполненной с отклонением технологии. Указанные недостатки- значительно снижают надежность контроля технологического процесса, Особенно при учете работы резиносмесительного оборудования, когда межоперационные паузы используются для ввода ингредиентов или охлаждения смеси и соблюдение их длительности и количества в значительной мере определяет качает во готовой прсм укции. , Цель изобретения - повышение надежности контроля технологического процесса. Указанная цель достигается тем, что в устройство, содержащее датчик состояния оборудования, прямой выход которого подключен к первому вхо ду триггера и к первому входу перво го элемента И, второй вход которого соединен с генератором импульсов, а выход - с первым входом счетчика рабочего времени, инверсный выход датчика состояния оборудования подключен непосредственно и через первое реле времени к входам второго элемента И, третий элемент И и сметчик готовой продукции, введены второе реле времени, четвертый и пятый элементы И, счетчик брака и счетчик меж операционных пауз, инверсный выход датчика состояния оборудования подключен непосредственно и через второе реле времени к входам третьего элемента И, выход которого соединен с вторым входом счетчика рабочего времени и с первым входом счетчика межоперационных пауз, второй вход ко торого соединен с выходом второго -п элемента И, а выход с первым входом четвертого элемента И,, второй вход которого подключен к выходу счетчика рабочего времени, выход четвертого элемента И соединен с счетчиком готовой продукций и с вторым входом триггера, выход которого подключен к первому входу пятого элемента И, второй вход которого соединен с выходом третьего элемента И, выход пятого элемента И подключен к счетчику брака. На фиг. 1 представлена схема устрхэйства; на фиг. 2 - временная диаг рамма работы оборудования. 2 Рабочий Цикл оборудования .ц.. может включить в себя ряд межоперационных пауз (w|i f|. необходимых, например, для ввода ингредиентов и охлаждения снеси (фиг. 2), После окончания цикла обработки необходима технологическая пауза .п. затрачиваемая На выгрузку готовой смеси и загрузку исходного сырья. Как правило, эта нагрузка превыша ет гю длительности межоперационные паузы, длительность и количество которых оговаривается в технологи;ческом регламенте на изготовление резиновой смеси. Для осуществления надежного контроля за работой оборудования с подобной диаграммой необходимо контролировать длительность и количество межоперационных пауз, а также длительность работы оборудования в течение каждого цикла и, в зависимости от соблюдения этих показателей, учитывать количество выпущенной продукции и количество брака. Известное устройство не позволяет осуществлять указанный контроль, так как единица годной продукции учитывается бне зависимости от наличия и количества межоперационных пауз. Контролируется лишь максимальная длительность паузы, при превышении которой происходит установка устройства в исходное состояние. Устройство состоит из датчика 1 состояния оборудования (например, токового),имеющего прямой и инверсный выходы, генератора 2 (калиброванных по времени) импульсов, элементов И 3-7, первого реле 8 времени минимального знака межопера - , циоНной паузы), счетчиков рабочего времени 10, межоперационных пауз 11, готовой продукции 12, брака 13 и триг гера 1Л. Устройство работает следующим образом. При возрастании нагрузки на электродвигатель в начале рабочего цикла на прямом выходе датчика 1 появляется напряжение , открывающее подачу импульсов от генератора 2 через первый элемент И 3 на счетчик 10 рабочего времени. В период иежоперационной паузы м.1. подача импульсов на счетчик 10 прекращается и с инверсного выхода датчика поступает сигнал -на входы первого реле 8 времени минимального
значения времени межоперационной па узы.и на входы второго и третьего элементов И i и 5. В случае, если . значение длительности межоперационной паузы находится в заданном интервале, на выходе второго элемента И U появляется сигнал, поступающий на вход счетчика.11 межоперационных пауз и приводящий к его срабатыванию,
После прохождения заданного числа пауз с установленной длительностью на выходе счетчика 11 появляется сигнал, поступающий на один из входов четвертого элемента И 6 на второй вход которого поступает напряжение с выхода счетчика 10.рабочего времени после окончания рабочего цикла. На выходе четвертого элемента И 6 появляется сигнал, приводящий к срабатыванию счетчика 12 готовой продукции. В начале рабочего цикла сигналом с прямого выхода датчика триггер 1 устанавливается в единичное состояние,и на его выходе появля ется напряжение, поступающее на один из входов пятого элемента И 7. Напряжение на выходе триггера сохраняется до появления сигнала на выходе четвертого элемента И 6, свидетельстчующего об окончании рабочего цикла, выполненного с соблюдением регламента. Когда длительность паузы превышает заданное с помощью второго реле 9 времени максимальное значение, на выходе третьего элемента И 5 появляется напряжение,устанавливающее в исходное состояние счетчик 11 пауз и счетчик 10 рабочег времени и поступающее на второй вход пятого элемента И 7.
В случае, если к этому времени триггер не будет установлен в исходное состояние, на выходе пятого элемента И 7 появится напряжение, приводящее к срабатыванию счетчика 13 брака..
Таким образом, необходимым условием учета единицы годной продукции является соблюдение длительности рабочего цикла, а также длительное-f ти и количества межоперационных пауз.
Условием учета единицы брака является появление сигналов прекращения рабочего цикла ранее, чем появится сигнал об учете единицы-продукции.
Использование в устройстве второго реле времени межоперационной паузы, сметчика межоперационных пау и счетчика брака позволяет значительно повысить надежность контроля за счет увеличения количества условий, выполнение которых характеризует факт выступа единицы продукции.
Использование устройствТ наиболее эффективно при контроле технологи ческого оборудования для переработ-ки резиновых смесей вальцы и резиносмесители) , крторое имеет временную диаграмму работы (фиг; 2).
Формула изобретения
Устройство для контроля работы обрудования, содержащее датчик СОСТОР ния оборудования, прямой выход которого подключен к первому входу триггера и к первому входу первого элемента И,второй вход которого соединен с генератором импульсов, а выход -.с первым входом счетчика рабочего времени, инверсный выход датчика состЪяния оборудования подключен непосредственно и через первое реле времени ко входам второго элемента И, третий элемент И и счетчик готовой продукт ции, отличающееся тем, что, с целью повышения надежности устройства, введены второе реле времени, четвертый и пятый элементы И, счетчик брака и счетчик межопераиионных пауз« инверсный выход датчики состояния оборудования подклю- чен непосредственно и через второе реле времени к входам третьего элемента И, выход которого соединен с вторым входом счетчика рабочего времени И с первым входом счетчика межоперационных пауз, второй вход которого соединен с выходом второго элемента И, а выход - епервым входом четвертого элемента И, второй вход которюго подключен к выходу счетчика рабочего ,выход четвертого элемента И соединен с счетчиком готовой продукции и с вtopым входом триггера, выход кото рого подключен к первому входу пятого элемента И, второй вход которого соединен с выходом третьего элемента И, выход пятого элемента И подключен к счетчику брака.
79382928
Источники информации,2. Авторское свидетельство СССР
принятые во внимание при экспертизе по заявке № 28 0114/28-2.
1, Авторское свидетельство СССР кл. G 07 С З/Ю, 1979 (прото№ «37П7, кл. G 07 С 3/10, 1973. тип).
