Изобретение относится к машиностроению, а именно к устройствам программного управления оборудованием для обработки давлением.
Цель изобретения - расширение функциональных возможностей путем оперативного представления информации о работе пресса.
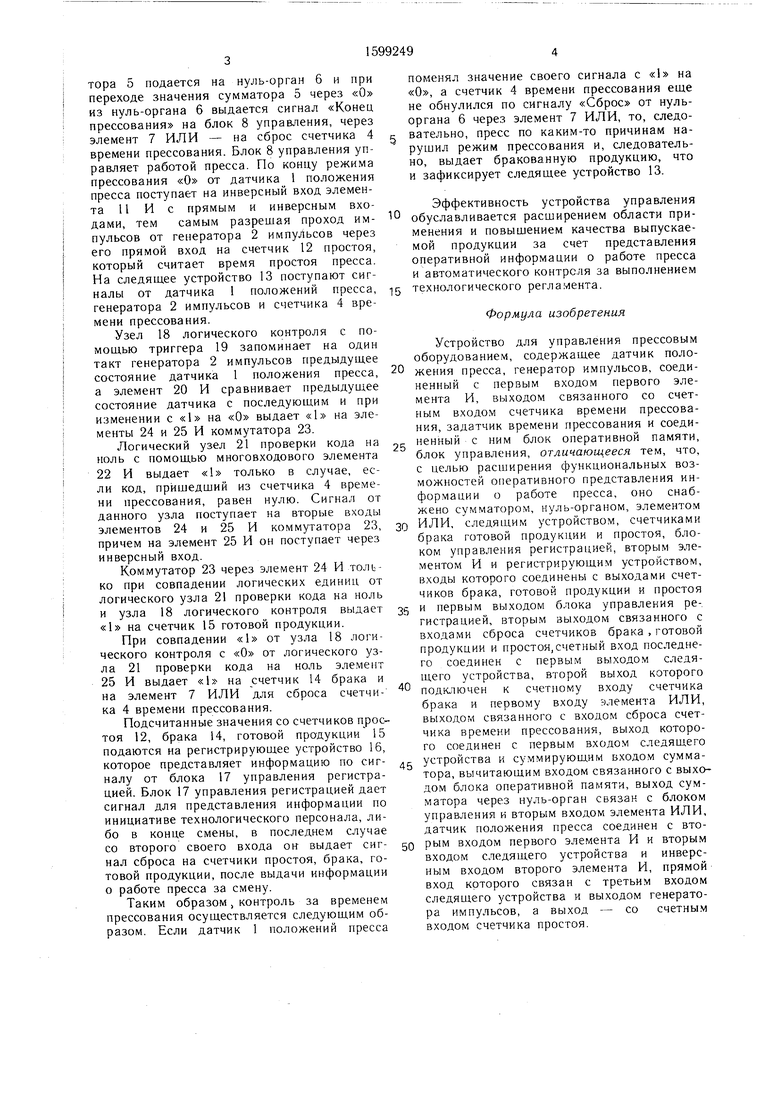
На фиг. 1 показана функциональная схема устройства для управления прессовым оборудованием; на фиг. 2 - структурная схема следящего устройства.
Устройство содержит датчик 1 положения пресса (не показан), генератор 2 импульсов, элемен.т 3 И, счетчик 4 времени прессования, сумматор 5, нуль-орган 6, элемент 7 ИЛИ, блок 8 управления, блок 9 оперативной памяти, задатчик 10 времени прессования, элемент 11 И с прямым и инверсным входами, счетчик 12 простоя, следяшее устройство 13, счетчик 14 брака, счетчик 15 готовой продукции, регистри- руюш.ее устройство 16, блок 17 управления регистрацией.
Следящее устройство 13 (фиг. 2) содержит узел 18 логического контроля, в состав которого входит триггер 19 и элемент 20 И, логический узел 21 проверки кода на ноль в составе элемента 22 И и коммутатор 23, состоящий из двух элементов 24 и 25 И.
Устройство работает следующим образом.
Датчик 1 положения пресса выдает «1, когда идет режим прессования, в противном случае он выдает «О. Как только начинается режим прессования, «1 от датчика положения пресса, поданная на элемент 3 И, разрешает прохождение импульсов, поданных на другой вход элемента 3 И, от генератора 2 импульсов на счетчик 4 времени прессования. Текущее значение счетчика 4 времени прессования подается на плюсовой вход сумматора 5, а на его минусовой вход поступает значение времени прессования из блока 9 оперативной памяти, занесенное туда технологическим персоналом с помощью задатчика 10 времени прессования. Текущее значение с суммаел
:о со го 4
со
тора 5 подается на нуль-орган 6 и при переходе значения сумматора 5 через «О из нуль-органа б выдается сигнал «Конец прессования на блок 8 управления, через элемент 7 ИЛИ - на сброс счетчика 4 времени прессования. Блок 8 управления управляет работой пресса. По концу режима прессования «О от датчика 1 положения пресса поступает на инверсный вход элемента 11 Не прямым и инверсным входами, тем самым разрешая проход импульсов от генератора 2 импульсов через его прямой вход на счетчик 12 простоя, который считает время простоя пресса. На следящее устройство 13 поступают сигналы от датчика 1 положений пресса, генератора 2 импульсов и счетчика 4 времени прессования.
Узел 18 логического контроля с помощью триггера 19 запоминает на один такт генератора 2 импульсов предыдущее состояние датчика 1 положения пресса, а элемент 20 И сравнивает предыдущее состояние датчика с последующим и при изменении с «1 на «О выдает «1 на элементы 24 и 25 И коммутатора 23.
Логический узел 21 проверки кода на ноль с помощью многовходового элемента 22 И выдает «1 только в случае, если код, пришедщий из счетчика 4 времени прессования, равен нулю. Сигнал от данного узла поступает на вторые входы элементов 24 и 25 И коммутатора 23, причем на элемент 25 И он поступает через инверсный вход.
Коммутатор 23 через элемент 24 И только при совпадении логических единиц от логического узла 21 проверки кода на ноль и узла 18 логического контроля выдает «1 на счетчик 15 готовой продукции.
При совпадении «1 от узла 18 логического контроля с «О от логического узла 21 проверки кода на ноль элемент 25 И выдает «1 на счетчик 14 брака и на элемент 7 ИЛИ для сброса счетчика 4 времени прессования.
Подсчитанные значения со счетчиков простоя 12, брака 14, готовой продукции 15 подаются на регистрируюц ее устройство 16, которое представляет информацию по сигналу от блока 17 управления регистрацией. Блок 17 управления регистрацией дает сигнал для представления информации по инициативе технологического персонала, либо в конце смены, в последнем случае со второго своего входа он выдает сигнал сброса на счетчики простоя, брака, готовой продукции, после выдачи информации о работе пресса за смену.
Таким образом, контроль за временем прессования осуществляется следующим образом. Если датчик 1 положений пресса
поменял значение своего сигнала с «1 на «О, а счетчик 4 времени прессования еще не обнулился по сигналу «Сброс от нуль- органа 6 через элемент 7 ИЛИ, то, следовательно, пресс по каким-то причинам на- рушил режим прессования и, следовательно, выдает бракованную продукцию, что и зафиксирует следящее устройство 13.
Эффективность устройства управления обуславливается расширением области применения и повышением качества выпускаемой продукции за счет представления оперативной информации о работе пресса и автоматического контроля за выполнением 5 технологического регламента.
Формула изобретения
Устройство для управления прессовым оборудованием, содержащее датчик поло- 0 жения пресса, генератор импульсов, соединенный с первым входом первого элемента И, выходом связанного со счетным входом счетчика времени прессования, задатчик времени прессования и соединенный с ним блок оперативной памяти, блок управления, отличающееся тем, что, с целью расширения функциональных возможностей оперативного представления информации о работе пресса, оно снабжено сумматором, нуль-органом, элементом 30 ИЛИ, следящим устройством, счетчиками брака готовой продукции и простоя, блоком управления регистрацией, вторым элементом И и регистрирующим устройством, входы которого соединены с выходами счетчиков брака, готовой продукции и простоя 35 и первым выходом блока управления регистрацией, вторым выходом связанного с входами сброса счетчиков брака , готовой продукции и простоя,счетный вход последнего соединен с первым вы.ходом следящего устройства, второй выход которого 0 подключен к счетному входу счетчика брака и первому входу элемента ИЛИ, выходом связанного с входом сброса счетчика времени прессования, выход которого соединен с первым входом следящего устройства и суммирующим входом сумматора, вычитающим входом связанного с выходом блока оперативной памяти, выход сумматора через нуль-орган связан с блоком управления и вторым входом элемента ИЛИ, датчик положения пресса соединен с вто- 50 рым входом первого элемента И и вторым входом следящего устройства и HHBepCj ным входом второго элемента И, прямой вход которого связан с третьим входом следящего устройства и выходом генератора импульсов, а выход - со счетным входом счетчика простоя.
П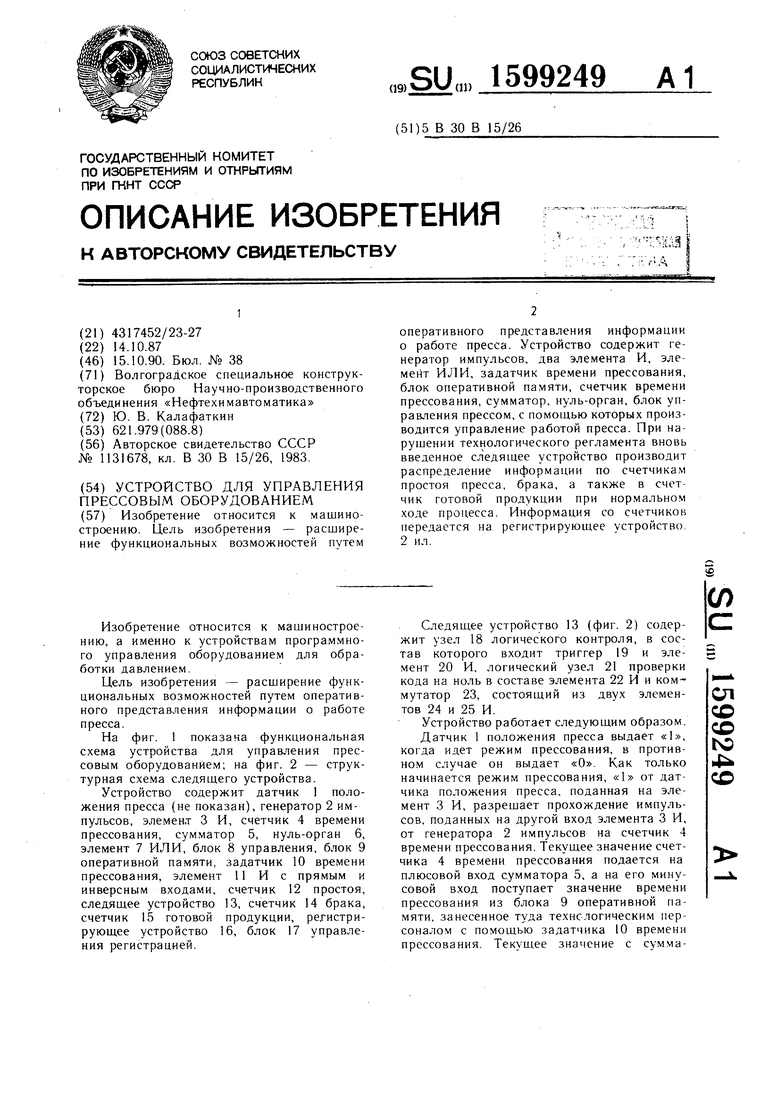
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля и учетаРАбОТы ОбОРудОВАНия | 1977 |
|
SU798928A1 |
| Устройство для контроля и учета работы оборудования | 1978 |
|
SU898476A2 |
| Устройство для контроля и учета работы формовочного агрегата для производства абразивного инструмента | 1982 |
|
SU1067519A1 |
| Устройство для регулирования заполнения пресс-форм | 1986 |
|
SU1332276A1 |
| Многокоординатное устройство для управления | 1989 |
|
SU1777121A2 |
| Многокоординатное устройство для управления | 1987 |
|
SU1522155A1 |
| Устройство для контроля работы производственного оборудования | 1985 |
|
SU1282176A1 |
| Устройство для управления тепловым процессом вулканизации изделий | 1989 |
|
SU1647538A1 |
| Устройство для контроля работы пресса | 1981 |
|
SU1028511A1 |
| Устройство для контроля выработкиКЕРАМичЕСКОй плиТКи | 1979 |
|
SU823145A1 |
Изобретение относится к машиностроению. Цель изобретения - расширение функциональных возможностей путем оперативного представления информации о работе пресса. Устройство содержит генератор импульсов, два элемента И, элемент ИЛИ, задатчик времени прессования, блок оперативной памяти, счетчик времени прессования, сумматор, нуль-орган, блок управления прессом, с помощью которых производится управление работой пресса. При нарушении технологического регламента вновь введенное следящее устройство производит распределение информации по счетчикам простоя пресса, брака, а также в счетчик готовой продукции при нормальном ходе процесса. Информация со счетчиков передается на регистрирующее устройство. 2 ил.
| Устройство для управления автоматизированным прессовым оборудованием | 1983 |
|
SU1131678A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
