сов, сокращение удельного расхода пара, интенсификация тепловой обработки и улучшение качества изделий.
Указанная цель достигается тем, что термоформа содержит термоподдон, продольные и поперечные ребра жесткости, образующие тепловые отсеки, обшивку, патрубки подачи пара,перфО рированные трубы для отвода конденсата и бортовые элементы. Продольные ребра жесткости термоподдона установлены поверх поперечных ребер жесткости, а тепловые отсеки снабжены сферическими пустотелыми сегментами с высотой, равной суммарной высоте поперечного и продольного ребер жесткости, закрепленными жестко на нижнем листе обшивки термофорг ш. Подведение пара в тепловые отсеки термоподдона осуществляется через патрубки, а отвод конденсата - через штуцеры и перфорированные трубы.
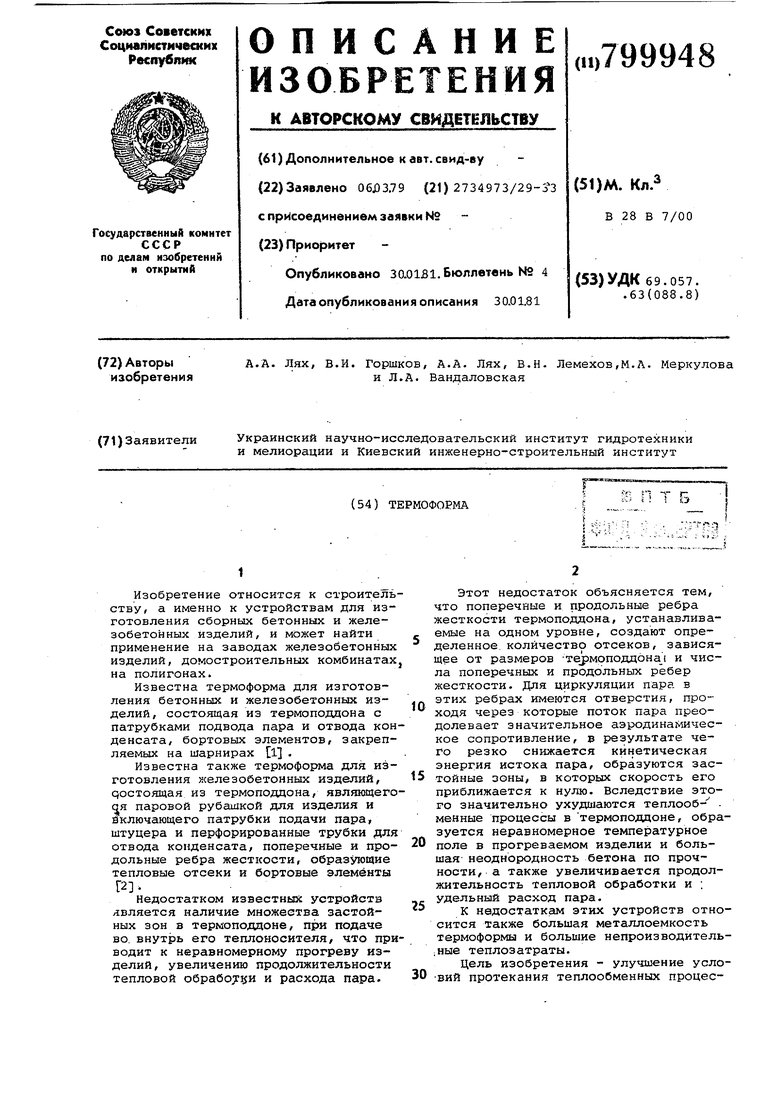
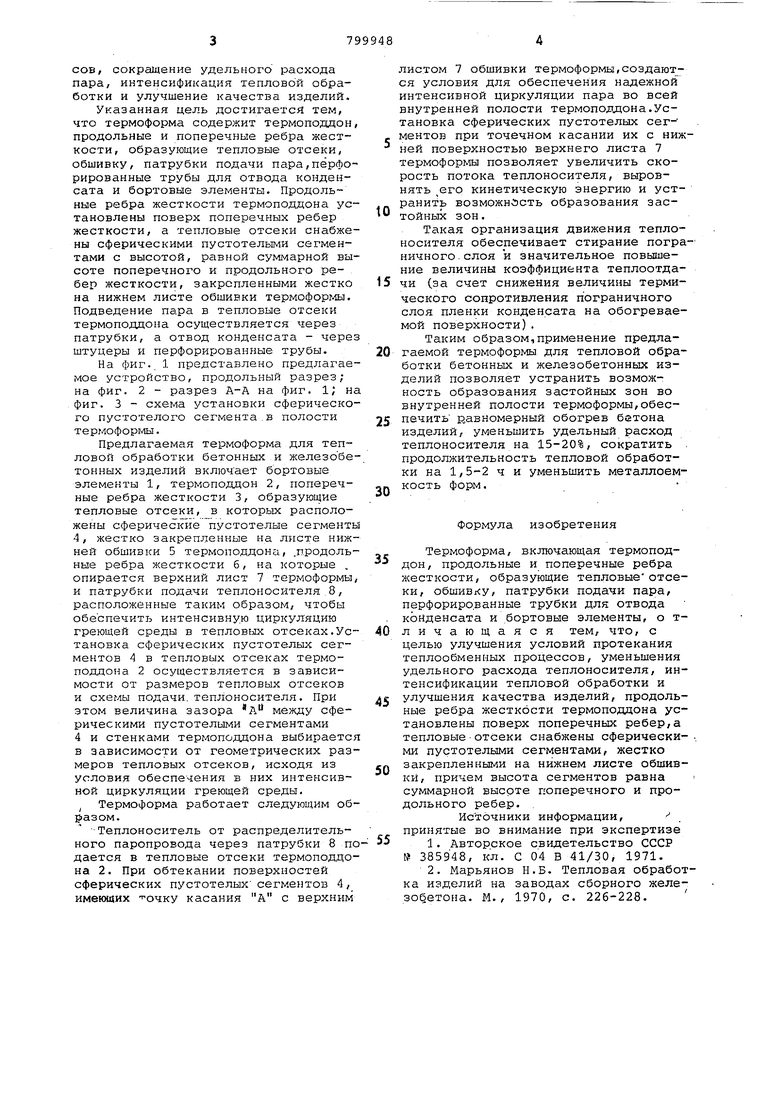
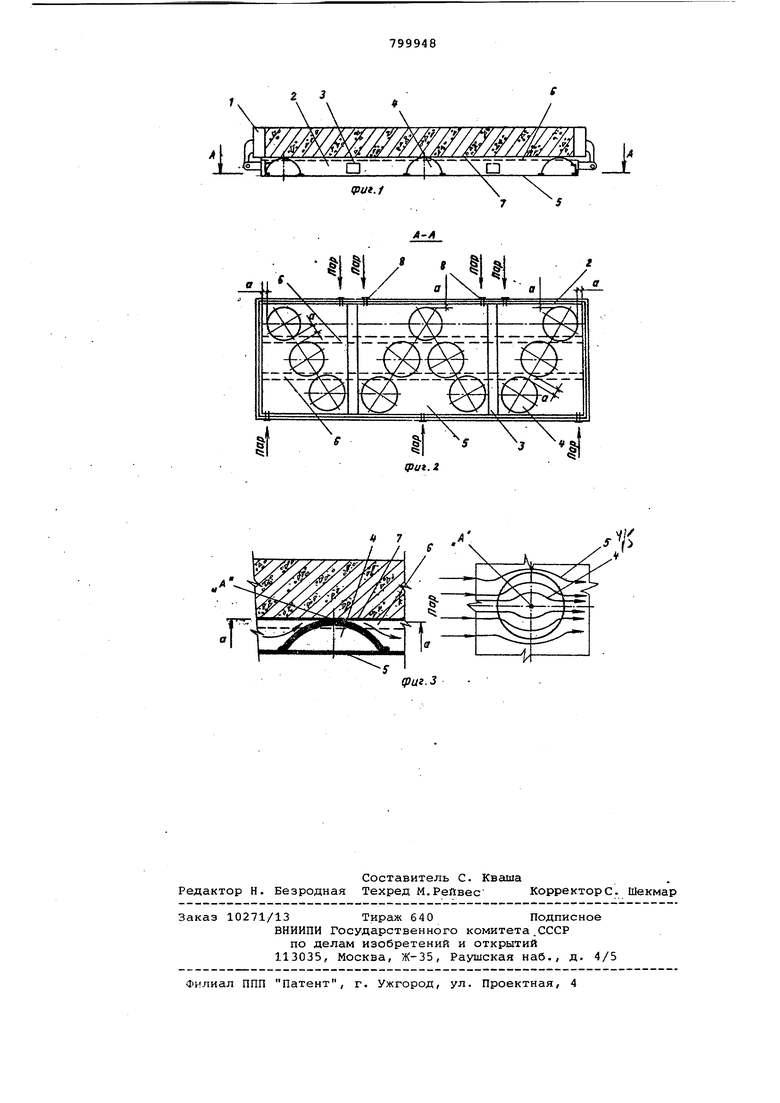
На фиг. 1 представлено предлагаемое устройство, продольный разрез; на фиг. 2 - разрез А-А на фиг, 1; на фиг. 3 - схема установки сферического пустотелого сегмента.в полости термоформы.
Предлагаемая термоформа для тепловой обработки бетонных и железобетонных изделий включает бортовые элементы 1, термоподдон 2, поперечные ребра жесткости 3, образующие тепловые отсеки, в которых расположены сферические пустотелые сегменты 4, жестко закрепленные на листе нижней обшивки 5 термоподдона, .продольные ребра жесткости 6, на которые опирается верхний лист 7 термоформы, и патрубки подачи теплоносителя ,8, расположенные таким образом, чтобы обеспечить интенсивную циркуляцию греющей среды в теплов1дх отсеках.Установка сферических пустотелых сегментов 4 в тепловых отсеках термоподдона 2 осуществляется в зависимости от размеров тепловых отсеков и схег.1Ы подачи, теплоносителя. При этом величина зазора А между сферическими пустотелыми сегментами 4 и стенками термоподдона выбирается в зависимости от геометрических размеров тепловых отсеков, исходя из условия обеспечения в них интенсивной циркуляции греющей среды, Термоформа работает следующим образом.
Теплоноситель от распределительного паропровода через патрубки 8 подается в тепловые отсеки термоподдона 2. При обтекании поверхностей сферических пустотелых сегментов 4, имеющих касания А с верхним
лис.том 7 обшивки термоформы,создают ся условия для обеспечения надежной интенсивной циркуляции пара во всей внутренней полости термоподдона.Установка сферических пустотелых сег- ментов при точечном касании их с нижней поверхностью верхнего листа 7 термоформы позволяет увеличить скорость потока теплоносителя, выровнять ,его кинетическую энергию и устранить возможность образования тойных зон.
Такая организация движения теплоносителя обеспечивает стирание пограничного, слоя и значительное повышение величины коэффициента теплоотдачи (за счет снижения величины термического сопротивления пограничного слоя пленки конден.сата на обогреваемой поверхности).
Таким образом,применение предлагаемой термоформы для тепловой обработки бетонных и железобетонных изделий позволяет устранить возможность образования застойных зон во внутренней полости термоформы,обес5 печить равномерный обогрев бггтона изделий, уменьшить удельный расход теплоносителя на 15-20%, сократить . продолжительность тепловой обработки на 1,5-2 ч и уменьшить металлоемкость форм.
Формула изобретения
Термоформа, включающая термоподдон, продольные и поперечные ребра жесткости, образующие тепловыеотсеки, обшивку, патрубки подачи пара, перфориро.ванные трубки для отвода . конденсата и .бортовые элементы, о т0 личающаяся тем, что, с целью улучшения условий протекания теплообменных процессов, уменьшения удельного расхода теплоносителя, интенсификации тепловой обработки и
5 улучшения качества изделий, продольные ребра жесткости термоподдона установлены поверх поперечных ребер,а тепловыеотсеки снабжены сферическими пустотелыми сегментами, жестко
закрепленными на нижнем листе обшивкИ, причем высота сегментов равна суммарной высоте поперечного и продольного ребер. .
Источники информации, принятые во внимание при экспертизе 5 1, Авторское свидетельство СССР № 385948, кл. С 04 В 41/30, 1971.
2. Марьянов Н.Б. Тепловая обработка изделий на заводах сборного железо етона. М., 1970, с. 226-228.
2 3
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Термоформа для изготовления желе-зОбЕТОННыХ лОТКОВ | 1979 |
|
SU808488A1 |
| ТЕРМОФОРМА-ТЕРМООПАЛУБКА ДЛЯ ИЗГОТОВЛЕНИЯ СБОРНЫХ И МОНОЛИТНЫХ ЖЕЛЕЗОБЕТОННЫХ РАМ БЕСКАРКАСНЫХ ЗДАНИЙ С ПРЕДВАРИТЕЛЬНО НАПРЯЖЁННЫМ ЖЕЛЕЗОБЕТОННЫМ ПЕРЕКРЫТИЕМ | 2015 |
|
RU2595722C1 |
| ТЕРМОФОРМА ДЛЯ ПРИГОТОВЛЕНИЯ ЛИНЕЙНЫХ И ПЛОСКИХ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ КАРКАСНЫХ ЗДАНИЙ" | 2013 |
|
RU2591998C2 |
| ТЕРМОФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1996 |
|
RU2111855C1 |
| НАПРЯГАЕМЫЙ ЭЛЕМЕНТ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ | 2012 |
|
RU2512220C2 |
| Устройство для тепловой обработки железобетонных конструкций | 1985 |
|
SU1399125A1 |
| Тепловой отсек | 1978 |
|
SU722881A1 |
| ЦЕХ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1997 |
|
RU2138392C1 |
| Устройство для подключения пакета термоформ к системе пароснабжения | 1981 |
|
SU973513A1 |
| Устройство для подачи пара | 1980 |
|
SU939431A1 |
Ч 1 1 /
