1
Изобретение относитЬя к производству строительных изделий и конструкций и может быть использовано при изготовлении железобетонных лотков и различных объемных элементов.
Известна термоформа для изготовления железобетонных лотков с однот сторойним прогревом, содержащая поддон, бортовые элементы, сердечник и патрубки для подачи пара в полость сердечника и отвода конденсата 1. Наиболее- близкой к предлагаемой по технической сущности и достигае:-. мому результату является термоформа для изготовления железобетонных лотков, содержащая поддон, борта с : паровыми отсеками, сердечник и патрубки для подачи пара в паровые отсеки и отвода конденсата 2,
Цель изобретения - повышение равномерности прогрева изделий.
Указанная цель достигается тем, что в термоформе для изготовления железобетонных лот.ков, содержащей поддон, борта с паровыми отсеками, сердечник и патрубки для подачи пара в паровые отсеки и отвода конденсата сердечник снабжен рядом вертикаль- . ных перегородок с отверстиями, уста новленных с зазором от его боковых
стенок и. перфорированным паровым коллектором,, размещенным по горизон-тальной оси сердечника и пропущенным через отверстия перегородок, причем крайняя перегородка, замыкакяцая коллектор, выполнена конусообразной и обращена конусной ). .к патрубку для подачи пара,
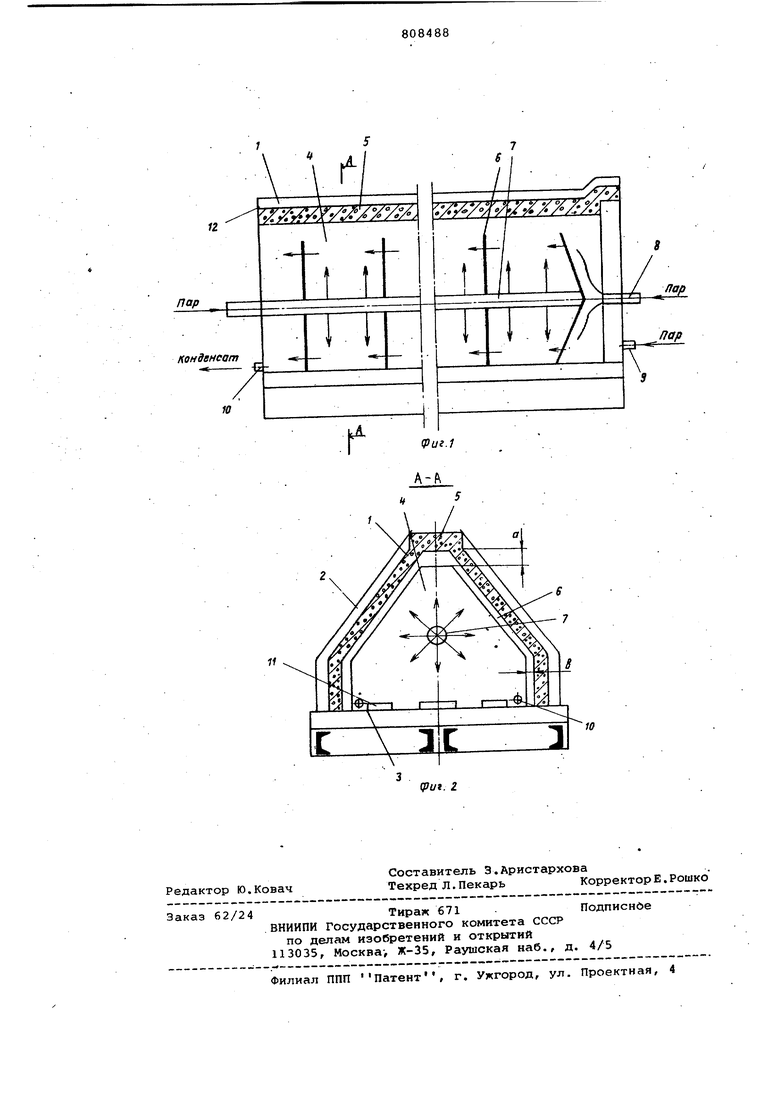
На фиг. 1 показана термоформа, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1.
Термоформа для изготовления железобетонных лотков содержит борты 1 с паровыми отсеками 2, шарнирно закрепленных на поддоне 3 и сердечника 4, в зазоре между которыми расположено, железобетонное изделие (лоток) 5. Сердечник 4 снабжен рядом вертикальных пер1егородок б с отверстиями, через которые пропущен перфорированный паровой коллектор Т, причем крайняя перегородка, обращенная к патрубку 8 для подачи пара, снабженному соплом Лаваля, выполнена конусообразной. Для подачи пара в паровые отсеки бортов 1 служит патрубок 9 подачи пара. Для беспрепятственного стекания конденсата по нижней грани сердечника к патрубкам .выхода конденсата 10, вертикальные перегородки б имеют отвертие 11. С. целью предотвращения испарения влаги с открытой поверхности данной части лотка предусмотрено ее покрыг тие модульным нагревателем (МН) 12, в Основу которого положена углеграфитовая ткань или сетчатый электронагреватель, включающийся в работу только в период нагрева. Работает устройство - термоформа для изготовления железобетонных лот ков следующим образом. Пар через перфорированный парово коллектор 7 и патрубки 8 и 9 подает ся во внутреннюю полость сердечника 4 и паровые отсеки 2 бортов 1. Одновременно с подачей пара включается в сеть модульный нагреватель 12. -Прохо дя в зазорах между внутренней поверхностью граней сердечника 4 и ребрами перегородок б, пар, встречая на своем пути сужение, приобретает большую кинетическую энергию. Причем зазор между внутренней поверхностью граней сердечника 4 и реб рами перегородок 6 выполнен с таким расчетом, чтобы сечение для прохода теплоносителя в верхней части сердеч ника превышало боковые сечения, для осуществления форсированного прогрев данной части сердечника в пределах допустимой скорости подъема температуры не превыилающей 20-25 град/ч. Зазор а между верхней гранью сердечника и ребрами перегородок превышает боковые зазоры -в два раза. Эт позволяет увеличить массовый расход пара в верхнем зазоре, что обеспечивает ускоренный прогрев данной части лотка за счет увеличения количества передаваемого тепла при неизменных скоростях теплоносителя к, соответственно равных коэффициентах теплоотдачи. Для обе.спечения настилани пара под углом к внутренней поверхности сердечника, с целью срыва образующейся пленки конденсата, повышающей термическое сопротивление пе редаваемому тепловому потоку и создания постоянного статического давл .ния в камерах, образованных попереч ными перегородками, подача теплоносителя (пара) осуществляется через перфорированный коллектор перпендикулярно к граням сердечника и параллельно им, за счет того, что крайняя перегородака выполнена конусообразной т.е. созданы условия для того, чтобы результирукндий вектор скорости обесгпечивйл необходимый угол настилания потока теплоносителя на теплообменные поверхности (на внутреннюю поверхность сердечника). Таким образом, применение предлагаемой термоформы для изготовления железобетонных лотков позволяет снизить металлоемкость формы в среднем на 18%, улучшить морозостойкость и водонепроницаемость конструкции лотка и повысить его качество за счет обеспечения прогрева. . Формула изобретения Термоформа для изготовления желе-. зобетонных лотков,содержащая поддон, борта с паровыми отсеками, сердечник и патрубки для подачи пара в паровые отсеки и отвода конденсата,. отличающаяс я тем, что, с целью повышения равномерности прогрева изделий, сердечник снабжен рядом вертикальных перегородок с отверстиями, установленных с зазором от его боковых стенок и пер-, форированным паровым коллектором, размещенным по горизонтальной оси сердечника и прог.ущенным через отверстия перегородок, причем крайняя перегородка, замыкающая коллектор, выполнена конусообразной и обращена конусной частью к патрубку для подачи пара. Источники информации, принятые во внимание при экспертизе 1.Кашпур Н.В., Шлаен А.Г., Хапаев В.М., Стоянов Н.М. Особенности обработки лотков в термоформах. Гидротехника и мелиорация , 1970,. W 1, с. 46-49. 2.Там же, с. 49-51.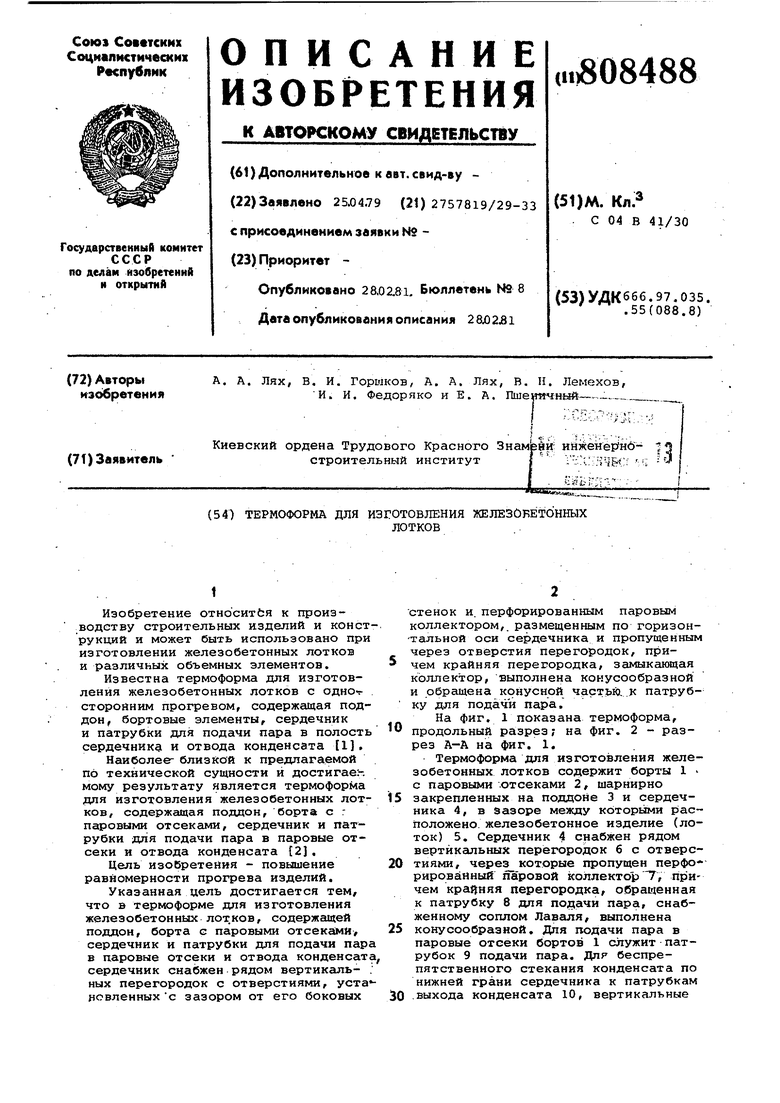
| название | год | авторы | номер документа |
|---|---|---|---|
| Термоформа | 1979 |
|
SU799948A1 |
| ТЕРМОФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1993 |
|
RU2076043C1 |
| УСТРОЙСТВО ДЛЯ ПОДДЕРЖАНИЯ ДАВЛЕНИЯ ТЕПЛОНОСИТЕЛЯ В КОНТУРЕ СИСТЕМЫ ТЕРМОРЕГУЛИРОВАНИЯ КОСМИЧЕСКОГО АППАРАТА | 2000 |
|
RU2193149C2 |
| ДЕАЭРАТОР ТЕРМИЧЕСКИЙ ЛИНЕЙНО-СТРУЙНОГО ТИПА | 2005 |
|
RU2308419C2 |
| КОЛОННЫЙ АППАРАТ ДЛЯ ДИСТИЛЛЯЦИИ МАСЛЯНЫХ МИСЦЕЛЛ | 2021 |
|
RU2809805C1 |
| Форма и.и.кравченко для изготовления железобетонных изделий | 1977 |
|
SU735404A1 |
| Способ тепловой обработки объемных железобетонных изделий и устройство для его осуществления | 1979 |
|
SU857083A1 |
| ТЕРМОФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1996 |
|
RU2111855C1 |
| Тепловой отсек кассетной установки | 1988 |
|
SU1749042A1 |
| ЦЕХ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1997 |
|
RU2138392C1 |