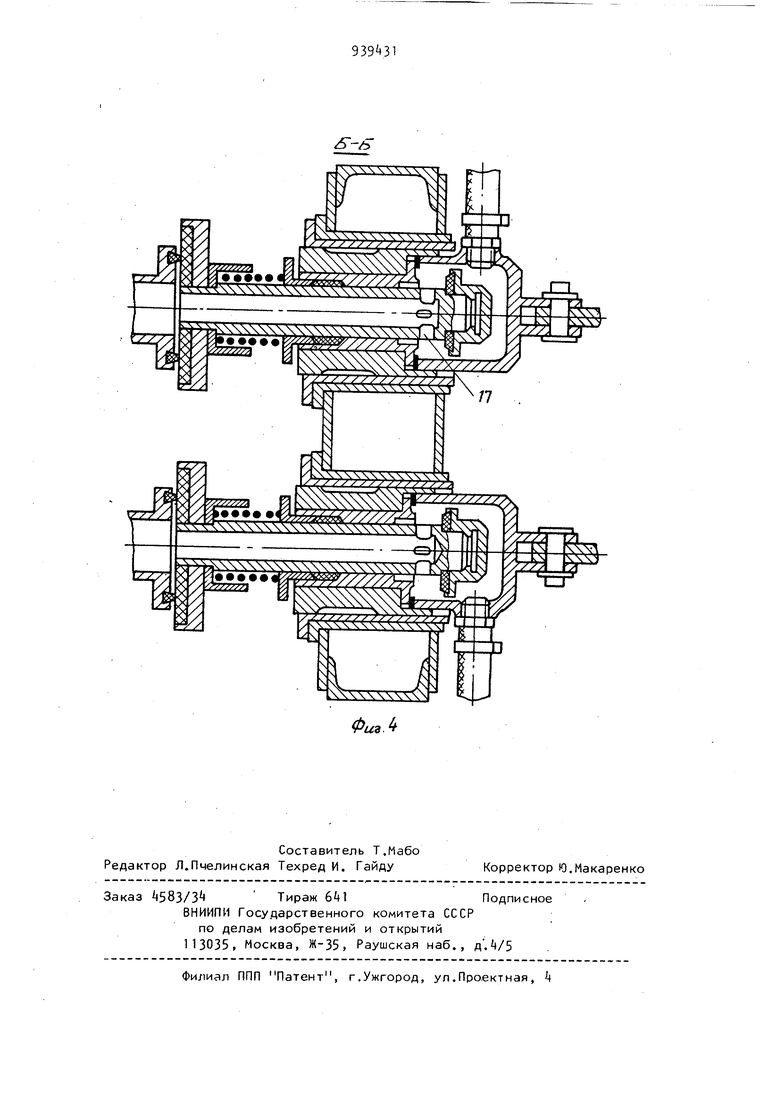
Изобретение относится к устройствам для тепловой обработки железобетонных изделий при пакетировании форм с паро выми поддонами, Известно устройство для подключи- ния пакета термоформ к коллекторам пара и конденсата, содержащее закрепленную на основании опорную стойку со штоком, контактирующим с подвижным штуцером, причем нижний конец штока кинематически связан с толкателем пакетировщика 1 . В данном устройстве отсутствует автоматическое включение и отключение пара при перемещении форм в пакете. Наиболее близким к предлагаемому является устройство для подачи пара и отвода конденсата в термоподдонах форм, собранных в паке ты, включающее неподвижную раму, на которой смонтированы подвижные подпружиненные штуцеры с уплотняющими кольцами, взаимодействующими с патрубками термоформ подсоединенные к трубопроводам подачи пара и отвода конденсата и штоку гидроцилиндра 2 . Недостатком известного устройства является то, что ввиду ограниченного рабочего хода выключателей для осуществления подачи пара в термоподдоны необходима высокая точность расстояний между штуцерами установки и приемными патрубками термоподдонов в осевом направлении. Отсутствие клапанов в известном устройстве при отводе штуцеров от приемных патрубков термоподдона ведет к значительным потерям конденсата, а безфланцевые патрубки термоподдона быстро разрушают уплотняющую прокладку ловителей. Все эти недостатки снижают надежность работы установки. Цель изобретения - повышение надежности работы устройства и автоматическое включение и отключение пара при перемещении форм в пакете. Поставленная цель достигается тем, что в устройстве для подачи пара и отвода конденсата в термоподдонах форм, собранных в пакеты, включающем неподвижную раму, на которой смонтированы подвижные подпружиненные штуцеры с уплотняющими кольцами, взаимо действующими с патрубками термоформ, подсоединенные к трубопроводам подачи и отвода конденсата , штоку гидро цилиндра, штуцеры выполнены в виде подпружиненных полых штоков с накидными гайками, причем в кольцевых про точках гаек и патрубков термоформ, выполненных с фланцем, установлены уплотняющие прокладки. На фиг . 1 изображено предлагаемое устройство, вид спереди; на фиг.2 разрез А-А на фиг . 1 ; на фиг. 3 разрез Б-Б на фиг.2, нерабочее положение; на фиг. - то же, рабочее положение. Установка для подачи пара и слива конденсата состоит из неподвижной ра мы 1, на которой смонтированы подвиж ные подпружиненные штуцеры 2. Подпру жиненные штуцеры 2 подсоединены к пи тающему трубопроводу и с помощью складных рычагов 3 соединены со штоком гидроцилиндра . Подвижные подпружиненные штуцеры 2 выполнены в ви де подвижных клапанов с возможностью осуществления увеличенного хода запирающих элементов. Запирающие элементы состоят из подпружиненных полых штоков 5 снабженных накидными гайкаЛи 6. В кольцевых проточках накидных гаек 6 установлены герметизирующие прокладки 7. Приемный патрубок 8 термоподдона 9 выполнен в виде фланца, в кольцевой проточке которого для увеличения долговечности и надежности уплотнения установлено эластичное кольцо 10. Шток гидроци. линдра подсоединен к системе подачи пара 11 и слива конденсата 12 с помощью гибких шлангов. Предлагаемое устройство работает следующим образом. I- Для осуществления тепловой обработки железобетонных изделий путем подачи пара в термоподдоны 9 форм, перемещаемых в пакете, подвижные кла паны 2 устанавливают в рабочее положение включением штока гидроцилиндра k. При движении штока гидроцилиндра k вверх складные рычаги 3 через траверсу 13 в направляющих 14 рамы 1 горизонтально перемещают подвижные клапаны 2. Перемещаясь горизонтально подвижные клапаны 2 сближаются и плотно прижимаются к патрубкам 8 термоподдонов 9. При этом пружины 15 сжимаются и полый шток 5 с накидной гайкой 6 и герметизирующей прокладкой 7 перемещается в направляющей втулке 16, являющейся седлом клапана, и открывает клапан. Через прорези 17 и отверстия штоков 5 в термоподдон 9 поступает пар или же происходит ели в конденсата. При перемещении форм в пакете клапаны устанавливаются в нерабочее положение движением штока гидроцилиндра k вниз, при этом складные рычаги 3 складываются и через траверсу 13 отводят подвижные клапаны 2 от приемных патрубков 8, в то же время пружины 15, разжимаясь, прижимают прокладку 7 накидной гайки 6 к кольцевому выступу направляющей втулки 16, закрывая клапаны. Подача пара прекращается. После каждого перемещения форм в пакете, до полного его заполнения, клапаны устанавливаются в рабочее положение, в котором они остаются до окончания тепловой обработки изделий. п Для обеспечения наилучших режимов тепловой обработки изделий регулирование температуры разогрева термоподдонов по зонам пакета производится автоматически регуляторами 18 прямого действия типа РПД от температурных датчиков, установленных в системе слива конденсата. Формула изобретения Устройство для подачи пара и отвода конденсата в термоподдонах форм, собранных в пакеты,включающее неподвижную раму, на которой смонтированы прдвижные подпружиненные штуцеры с уплотняющими кольцами, взаимодействующими с патрубками термоформ, подсоединенные к трубопроводам подачи пара и отвода конденсата и штоку гидроцилиндра, отличающееся тем, что, с целью повышения надежности работы устройства и автоматического включения и отключения пара при перемещении форм в пакете, штуцеры выполнены в виде подпружиненных полых штоков с накидными гайками, причем в кольцевых проточках гаек и патрубков 5939 3 термоформ, выполненных с фланцем,установлены уплотняющие прокладки. Источники информации, принятые во внимание при экспертизе 1 1Авторское свидетельство СССР N 732222, кл. С OVB i+l/SO, 1977. 2Авторское свидетельство СССР № 361996, кл. С В , 1971 (прототип).


| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ПОДАЧИ ПАРА | 1973 |
|
SU361996A1 |
| Устройство для подключения пакета термоформ к системе пароснабжения | 1981 |
|
SU1036716A1 |
| Устройство для подключения пакета термоформ к системе пароснабжения | 1981 |
|
SU973513A1 |
| Форма для изготовления железобетонных изделий | 1979 |
|
SU863358A1 |
| Форма и.и.кравченко для изготовления железобетонных изделий | 1977 |
|
SU735404A1 |
| Термоформа | 1979 |
|
SU799948A1 |
| Установка для устьевого и скважинного тампонирования | 2024 |
|
RU2831686C1 |
| Устройство для смазки задвижек фонтанной арматуры на устье скважин | 2021 |
|
RU2752201C1 |
| ТЕРМОФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1996 |
|
RU2111855C1 |
| Устройство для подключения пакета термоформ к коллекторам пара и конденсата | 1977 |
|
SU732222A1 |


Фиг.2.
Фи9.
