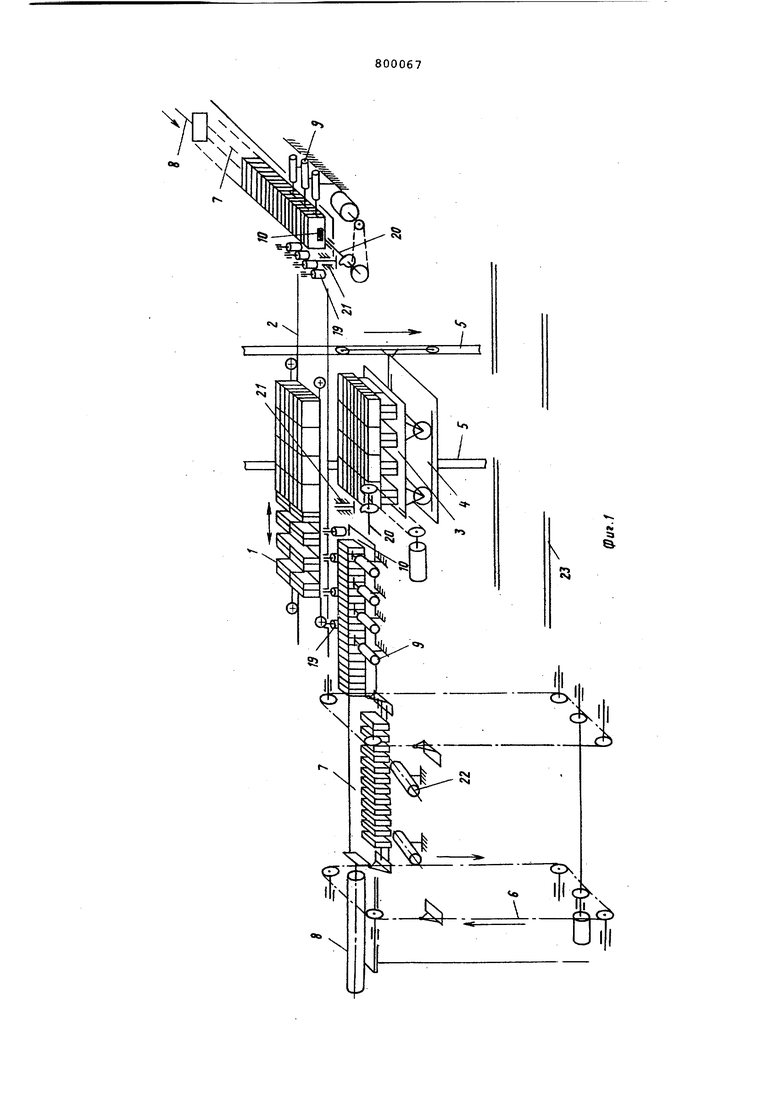
Изобретение относится к строительным материалам и может быть использовано для укладки кирпича-сырца в технологические пакеты для обжига в печи. Известно устройство для укладки кирпича-сырца в пакеты, содержащее оранспортер, комплектовочный стол и групповой захват 1 , Однако наличие захватов требует комплектования рядов кирпичей с малой скоростью для достижения необходимой точности укладки и большого числа операций, а следовательно и времени; сложность и недостаточная надежность захвата изделий ведет к нарушению автоматического режима, связанного с остановками, пусками и ручной докладной изделий. Известно также устройство,содержащее падающие механизмы, устройства для формирования слоя, снабженные продольным и поперечным толкателями, и снижатель 2 . Недостаток устройства заключается в использовании захватных устройств при укладке ряда кирпичей, что требует наличия дополнительных операций снижающих производительность и надеж ность устройства и усложняющих его конструкцию. Цель изобретения - повышение производительности линии. Поставленная цель достигается тем, что линию снабжают двухсекционной кареткой, расположенной параллельно одному из устройств для формирования слоя и на.одном уровне с ними, при этом дно каретки выполнено из поворотных в вертикальной плоскости от привода пластин, а устройства для формирования слоя расположены в плане под углом 9СРдруг к другу. На фиг.1 изображена схема линии укладки кирпича-сырца в технологические пакеты; на фиг. 2 - кинематическая схема одной ич секций каретки; на фиг. 3 - схема укладки слоя кирпича. Линия содержит двухсекционную каретку 1, установленную на направляющих 2 с возможностью горизонтального перемещения, телржку 3 для укладки пакета, установленную на снижателе 4, перемешаемом в вертикальных направляющих 5, подающие механизмы 6, устройства для формирования слоя кирпича, каждое из которых содержит комплектовочный стол 7, выполненный в
виде настила, снабженный продольным 8 и группой поперечных 9 толкателей, и упор 10 для ограничения подачи кирпичей, Каретка 1 расположена параллельно одному из комплектовочных столов 7 над снижателем.
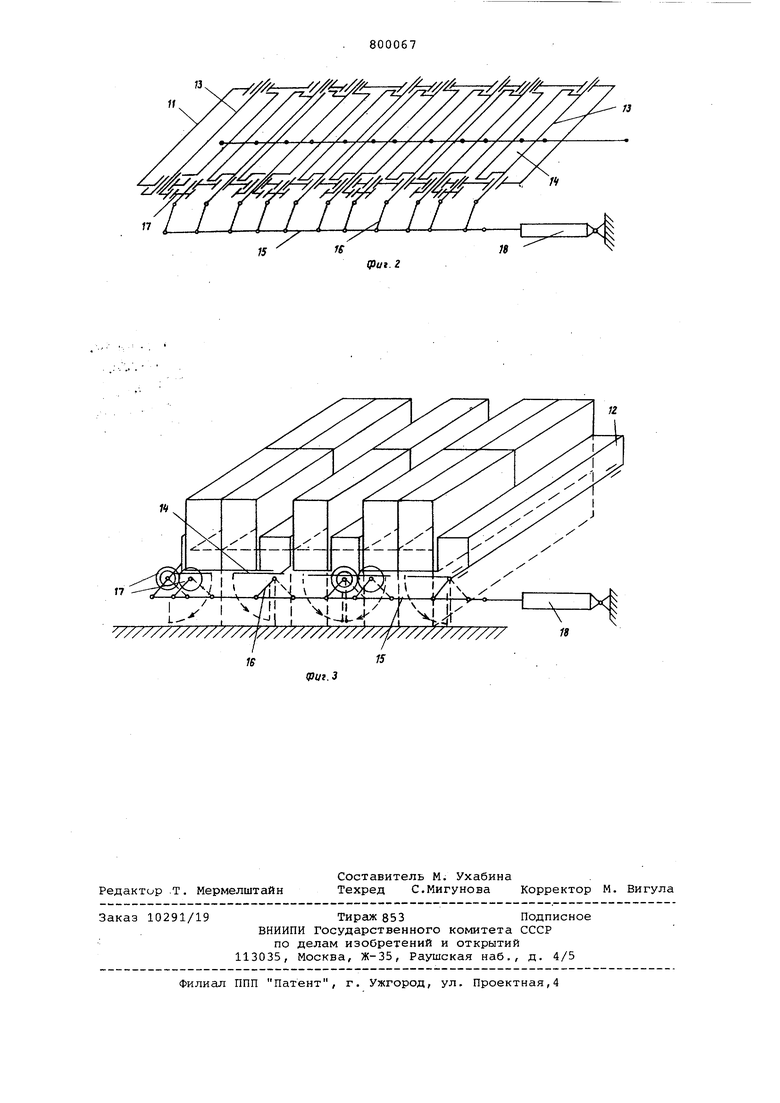
Каретка 1 состоит из прямоугольной рамы 11, на которой установлены вертикальные планки 12, образуя желоба для размещения кирпичей на каретке, осей 13 с поворотными в вертикальной плоскости пластинами 14, посредством рычажно-зубчатого механизма, содержащего- тягу 15, рычаги 16, зубчатые колеса 17 и привод 18. Для направленного перемещения кирпичей с комплектовочного стола 7 в желоба каретки 1 служат направляквдие рамки 19. Под комплектовочным столом установлен вал 20, снабженный-кулачками для привода ограничителей 21, препятствующих перемещению кирпичей, не подлежащих сгщке на каретку 1. Для подачи кирпичей с сушильных раек подающего механизма 6 служит толкатель 22. сформированный технологический пакет по направляющим 23 направляется на последующую технологическую операцию.
Устройство работает следующим образом.
Кирпичи при помощи толкателя 22 подаются на комплектовочный стол 7 подающего механизма 6. Толкатель 8 сдвигает кирпичи .и сплошным потоком по столу 7 перемещает их к группе толкателей 9, установленных напротив соответствующих желобов каретки 1. Для ограничения подачи кирпича служит упор 10. Толкатели 9 между направляющими рамками 19 подают кирпичи на поворотные пластины 14 одной из секций каретки 1, при этом вал 20 устанавливается в соответствующее положение и ограничители 21 препятствуют самопроизвольному перемещению незапрограммированных кирпичей из сплошного слоя, например за счет сил трения боковых поверхностей кирпича Каретка, с заполненной кирпичами одной секцией, перемещается так, что эта секция устанавливается под снижателем 4 с тележкой 3, находящимся в-верхнем положении. Срабатывает механизм поворота пластин этой секции к/аретки 1 и кирпичи под действием собственного веса опускаются на тележку 3, Снижатель 4 с тележкой 3 опускается на высоту одного слоя.
пластины 14 возвращаются в исходное положение и каретка готова для перемещения в обратное положение. Во время разгрузки первой секции производится заполнение второй секции каретки, по окончании заполнения которой происходит перемещение каретки 1 в обратном направлении и первая секция устанавлив91ется под загрузку,а вторая в положение, соответствующее разгрузке.
При последующей загрузке каждой секции вновь поступающие кирпичи с подающего механизма 6 и незапрограммированные кирпичи, оставшиеся на столе 7 после предыдущей загрузки, продольным толкателем 8 формируются в плотный слой, перемещение которого по комплектовочно1у1у столу ограничивается упором 10. Благодаря тому, что устройства для формирования слоя расположены в плане под углом к другу и осуществляется поочередная укладка слоев, обеспечивается укладка кирпича с перевязкой. При опускании снижателя 4 с тележкой 3 до направляющих 23 заканчивается формирование технологического пакета кирпича-сырца. Тележка 3 с пакетом откатывается по направляющим 23, а на площадку подается очередная порожняя тележка, снижатель занимает верхнее положение и цикл повторяется
Формула изобретения
Линия укладки кирпича-сырца в технологические пакеты, содержащая подакадие механизмы, устройства для формирования слоя, снабженные продольным и поперечным толкателями,и снижатель,о тличающаяся те что,с целью повышения производительности, она снабжена двухсекционной кареткой, расположенной параллельно одному из устройств для формирования слоя и на одном уровне с ними, при этом дно каретки выполнено из поворотных в вертикальной плоскости от привода пластин, а устройства для формирования слоя расположены в плане под углом друг к другу.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 189340, кл. В 65 G 67/14, 1965.
2.Авторское свидетельство СССР № 417296, кл. В 65 G 47/74, 1972 (прототип).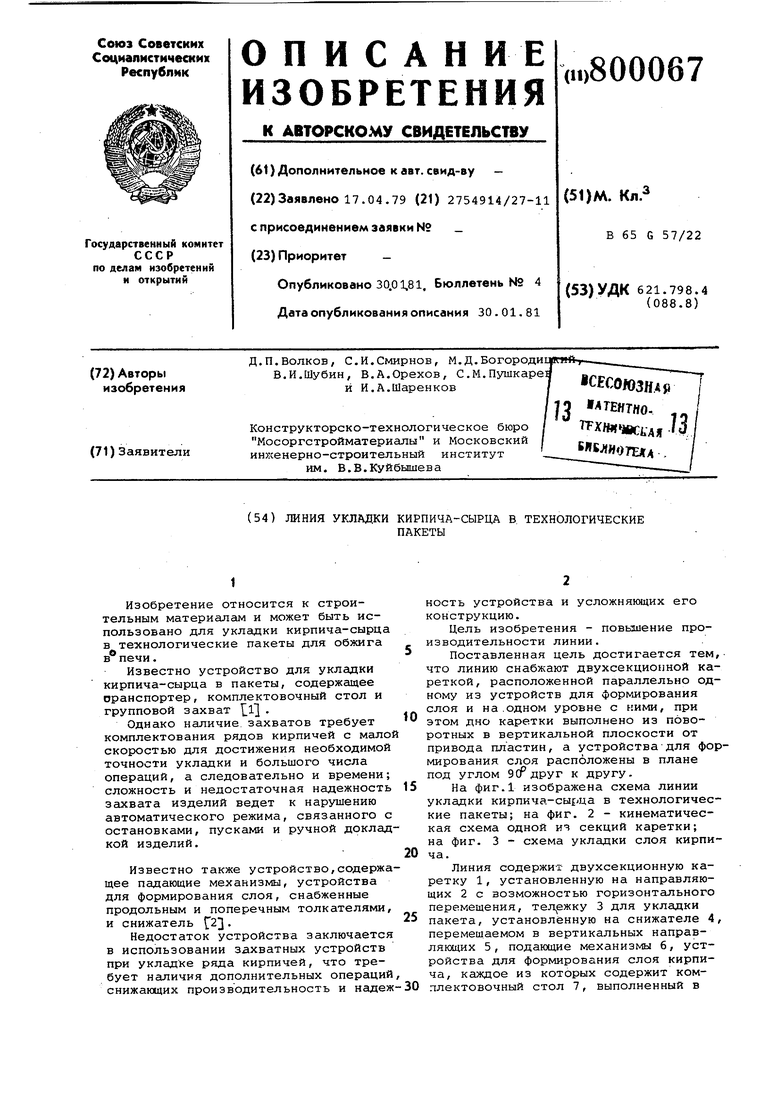
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для укладки кирпичасырца в пакеты | 1974 |
|
SU654417A1 |
| Установка для укладки кирпича на печные вагонетки | 1979 |
|
SU893554A1 |
| Установка для съема кирпича с полочной вагонетки и укладки его на печную вагонетку | 1978 |
|
SU753648A1 |
| Поточная линия | 1975 |
|
SU590142A1 |
| Линия формования кирпича полусухого прессования | 1990 |
|
SU1756162A1 |
| УСТРОЙСТВО ДЛЯ ПАКЕТИРОВАНИЯ ПРЕДЛ\ЕТОВ, ИМЕЮЩИХ ФОРМУ ПАРАЛЛЕЛЕПИПЕДА | 1971 |
|
SU313697A1 |
| Укладчик кирпича в пакеты | 1981 |
|
SU969532A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КИРПИЧЕЙ | 1995 |
|
RU2054354C1 |
| КОМПЛЕКС ДЛЯ СУШКИ И ОБЖИГА КИРПИЧА С ЕГО ТРАНСПОРТИРОВКОЙ В КАССЕТАХ, КАССЕТА ДЛЯ ТРАНСПОРТИРОВКИ КИРПИЧА, АВТОМАТ-САДЧИК, АВТОМАТ-УКЛАДЧИК, СУШИЛО И НАКОПИТЕЛЬ КАССЕТ | 2006 |
|
RU2333831C2 |
| Автомат пакетной садки кирпича на печную вагонетку | 1980 |
|
SU944937A1 |