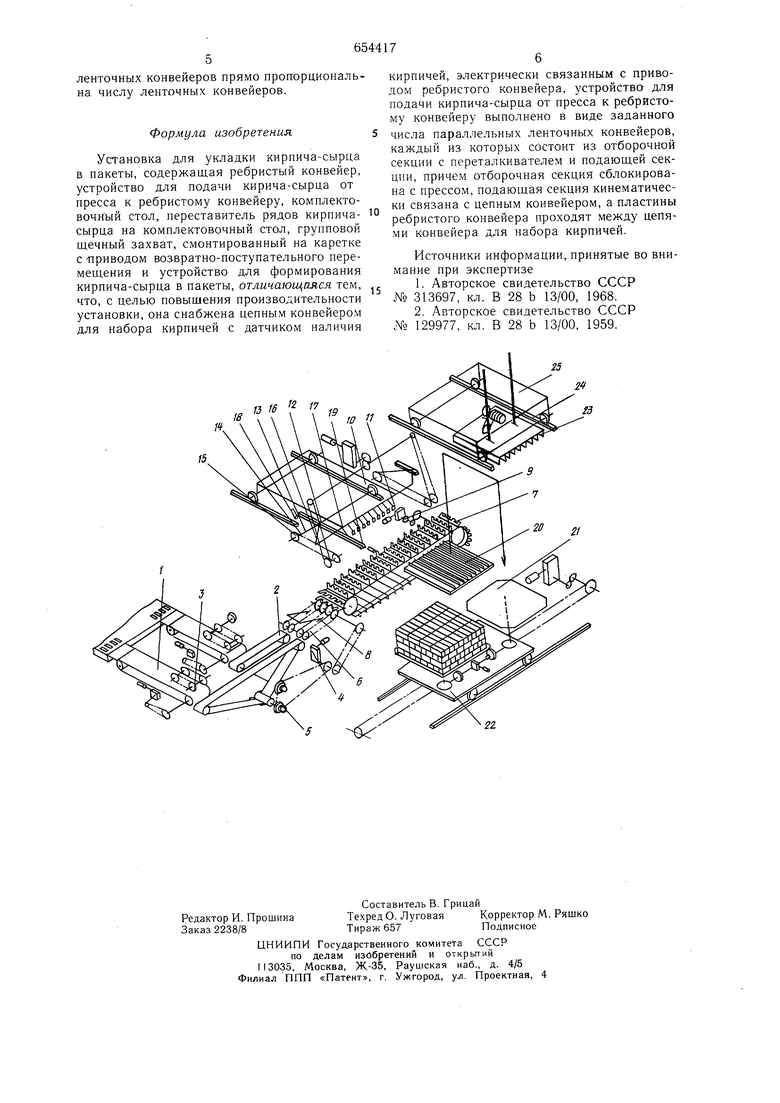
Изобретение относится к установкам для укладки кирпича-сырца в пакеты и может быть использовано на кирпичных заводах при пакетировании кирпича. Известна установка для пакетирования предметов, например, кирпича, включающая транспортер, механизм формирования ряда кирпичей, механизм формирования из рядов слоя кирпича и его укладки в пакет и снижатель с поворотным столом 1. Наиболее близким техническим решением является установка для укладки кирпичасырца в пакеты, содержащая ребристый конвейер, устройство для подачи кирпичасырца от пресса к ребристому конвейеру, комплектовочный стол, переставитель рядов кирпича-сырца с ребристого конвейера на комплектовочный стол, групповой захват, смонтированный на каретке с приводом возвратно-поступательного перемещения и устройство формирования кирпича-сырца в пакеты 2. Недостатками известных установок является низкая производительность. Цель настоящего изобретения - повыщение производительности. Поставленная це.ть достигается тем, что установка для укладки кирпича-сырца в пакеты, содержащая ребристый конвейер, устройство для подачи кирпича-сырца от пресса к ребристому конвейеру, комплектовочный стол, переставитель рядов кирпича-сырца на комплектовочный стол, групповой щечный захват, смонтированный на каретке с приводом возвратно-поступательного перемещения и устройство для формирования кирпичасырца в пакеты, снабжена цепным конвейером для набора кирпича с датчиком наличия кирпича, электрически связанным с приводом ребристого конвейера. Устройство для подачи кирпича-сырца от пресса к ребристому конвейеру выполнено в виде заданного числа параллельных ленточных конвейеров, каждый из которых состоит из отборочной секции с переталкивателем и подающей секции, причем отборочная секция сблокирована с прессом, подающая секция кинематически связана с цепным конвейером, а пластины ребристого конвейера про.ходят между цепями конвейера для набора кирпичей. На чертеже изображена описываемая установка. Установка содержит ряд параллельных ленточных конвейеров, каждый из которых состоит из отборочной секции 1 и подающей секции 2, связанных между собой переталкивателем 3, который передает кирпичи с отборочной секции 1 на подающую секцию 2, Отборочные секции 1, представляющие собой конвейеры непрерывного действия с самостоятельными приводами, предназначены для приема кирпича-сырца от прессов и транспортировки их к подающим секциям 2. Подающие секции 2 являются конвейерами с пощаговым перемещением. Пощаговое перемещение осуществляется от одного привода 4 через однооборотные муфты 5, посаженные на приводные валы подающих секций 2. К концам подающих секций 2 примыкает кинематически связанный с ними цепной конвейер б, предназначенный для беззазорного набора кирпичей, что обеспечивает непрерывное питание ребристого конвейера 7. Ширина ребристого конвейера зависит от количества ленточных конвейеров. Цепной конвейер 6 снабжен датчиком 8 наличия кирпичей, который дает команду на включение однооборотной муфты 9 привода ребристого конвейера 7 лищь при поступлении кирпичей в зону датчиков с обеих подающих секций 2. С одной стороны ребристого конвейера 7 расположен переставитель кирпича-сырца в виде группового толкателя с кареткой 10, на передней оси которой жестко закреплены толкающие элементы 11. Каретка 10 смонтирована с возможностью возвратно-поступательного перемещения, причем привод каретки осуществлен через комбинацию цепной передачи и двух рычагов. соединенных роликом 12. Ведущий рычаг 13 щарнирно связан с цепью 14 со звездочками 15, а ведомый рычаг 16 жестко соединен с осью толкающих элементов 11. Ролик 12 скользит по копиру, который состоит из прямолинейного участка 17, наклонного участка 18 и собачки 19. , Групповой толкатель предназначен для сталкивания кирпича-сырца с ребристого конвейера 7 на комплектовочный стол 20, выполненный в виде неподвижной поверхности с жесткими вертикальными направляю20Вслед за комплектовочным столом расположены поворотные платформы 21, установленные на общей приводной тележке 22, а над ними установлен групповой щечный захват 23, подвешенный к установленной на раме 24 каретке 25 с приводом возвратно-поступательного перемещения между комплектовочным столом 20 и платформами 21. Установка работает следующим образом. Прессуемые и выталкиваемые из фор.м двухсекционного пресса кирпичи поочередно попадают на отборочные секции 1 ленточного конвейера, а затем переталкивателем переталкиваются на подающие секции 2, Переталкиватель дает команду на включение однооборотных муфт 5 и подающие секции 2 конвейера перемещаются на щаг, передавая кирпичи на цепной конвейер 6. Кирпичи, вошедщие на цепной конвейер 6, воздействуют на датчики 8 наличия кирпичей, которые подают команду на однооборотную муфту 9. Муфта 9 включается и сообщает пощаговое перемещение ребристому конвейеру 7, который захватывает кирпичи и устанавливает их на ребро. После накопления группы кирпичей ребристый конвейер 7 отключается и срабатывает групповой толкатель, который стал gc группу кирпичей на комплектовочный стол 20. При этом цепи 14, перемещаясь, увлекают за собой ведущий рычаг 1.3, который,огибая звездочку 15, переходит с верхней ветви цепи 14 на нижнюю, а ролик 12 по наклонному участку 18 переходит лод копир и каретка начинает двигаться вперед. При огибании ведущим рычагом 13 звездочки 15 скорость каретки постепенно возрастает от нуля до максимума. Во время прохождения ведущим рычагом прямолинейного участка цепи 14 происходит процесс сталкивания кирпича, который заканчивается замедлением и остановкой каретки. При дальнейщем движении цепи ведущий рычаг 13, огибая вторую звездочку 15, переходит с нижней ветви цепи 14 на верхнюю,и каретка 10, плавно ускоряясь, возвращается в исходное положение. При движении каретки 10 в обратном направлении ролик 12 переходит по собачке 19 на верх копира и толкающие элементы 11 займут горизонтальное положение, обеспечивая свободный проход кирпичей на ребристый конвейер. Когда комплектование этажа кирпичей на столе 20 завершено, по команде включается привод вертикального пере.мещения щечного захвата 23, который опускается до упора в кирпичи, автоматически останавливается и срабатывает. Зажатые и поднятые кирпичи переносятся ходом каретки 25 вперед по направляющим рамы 24 и опускаются на одну из платформ 21. Щечные зажимы раскрываются и вся система обслуживания захвата 23 возвращается в исходное положение. После этого загружаемая платформа 21 поворачивается на 90°, обеспечивая перевязку кирпичей при укладке очередного этажа. Когда одна платформа загружена, тележка 22 выводит ее в зону разгрузки, осуществляемой внещними по отношению к автомату вспомогательными средствами, а укладка очередного пакета проводится на следующую платформу. В дальнейщем цикл повторяется. В предложенном автомате существенно повыщается производительность, которая при постоянном количестве всех узлов, кроме ленточных конвейеров прямо пропорциональна числу ленточных конвейеров. Формула изобретения Установка для укладки кирнича-сырца в пакеты, содержащая ребристый конвейер, устройство для подачи кирича-сырца от пресса к ребристому конвейеру, комплектовочный стол, переставитель рядов кирпичасырца на комплектовочный стол, групповой щечный захват, смонтированный на каретке с -приводом возвратно-поступательного перемещения и устройство для формирования кирпича-сырца в пакеты, отличающаяся тем, что, с целью повышения производительности установки, она снабжена цепным конвейером для набора кирпичей с датчиком наличия кирпичей, электрически связанным с приводом ребристого конвейера, устройство для подачи кирпича-сырца от пресса к ребристому конвейеру выполнено в виде заданного числа параллельных ленточных конвейеров, каждый из которых состоит из отборочной секции с переталкивателем и подающей секции, причем отборочная секция сблокирована с прессом, подающая секция кинематически связана с цепным конвейером, а пластины ребристого конвейера проходят между цепями конвейера для набора кирпичей. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 313697, кл. В 28 b 13/00, 1968. 2.Авторское свидетельство СССР № 129977, кл. В 28 b 13/00, 1959.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разрезания увлажненного с поверхности, выходящего из мундштука ленточного пресса глиняного бруса и укладки кирпича-сырца на полки | 1955 |
|
SU114525A1 |
| Автомат-укладчик кирпича-сырца на сушильные рамки | 1983 |
|
SU1150084A1 |
| Автомат для садки кирпича на печные вагонетки | 1959 |
|
SU129977A1 |
| Автомат пакетной садки кирпича на печную вагонетку | 1980 |
|
SU944937A1 |
| УСТРОЙСТВО для СЪЕМА КИРПИЧА-СЫРЦА С ПРЕССА И УКЛАДКИ НА ЗАПАРОЧНЫЕ ВАГОНЕТКИ | 1971 |
|
SU289929A1 |
| Способ садки кирпича на обжиговые вагонетки и установка для его осуществления | 1983 |
|
SU1143598A1 |
| Линия укладки кирпича-сырца в технологическиепАКЕТы | 1979 |
|
SU800067A1 |
| Автомат для садки кирпича на печные вагонетки | 1978 |
|
SU742142A1 |
| Устройство для укладки керамических изделий на сушильную вагонетку | 1981 |
|
SU992202A1 |
| Устройство для укладки керамическихиздЕлий HA СушильНыЕ ВАгОНЕТКи | 1979 |
|
SU837886A1 |
