(54) АВТОМАТ ПАКЕТНОЙ САДКИ КИРПИЧА НА ПЕЧНУЮ ВАГОНЕТКУ
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для садки кирпича на печные вагонетки | 1987 |
|
SU1412974A1 |
| Автомат для садки кирпича на печные вагонетки | 1978 |
|
SU742142A1 |
| Автомат пакетной садки керамических изделий на обжиговую вагонетку | 1985 |
|
SU1273251A1 |
| Автомат для садки кирпича на печные вагонетки | 1978 |
|
SU766864A1 |
| Комплектователь слоя садки кирпича на обжиговую вагонетку | 1983 |
|
SU1140965A1 |
| Комплектователь слоя садки кирпича на печную вагонетку | 1982 |
|
SU1077796A1 |
| Установка для съема кирпича с полочной вагонетки и укладки его на печную вагонетку | 1978 |
|
SU753648A1 |
| Установка для садки керамическихКАМНЕй HA пЕчНую ВАгОНЕТКу | 1979 |
|
SU806424A1 |
| Комплектователь слоя садки керамических изделий на обжиговые вагонетки | 1984 |
|
SU1197855A1 |
| Установка для садки керамических изделий на печные вагонетки | 1980 |
|
SU912515A1 |
1
Изобретение относится к оборудованию для промьшлленности строительных материалов и может быть использовано, в частности при производстве кирпича и керамических камней.
Известна установка для садки керамических изделий на печные вагонетки, содержащая разгружатель сушильных вагонеток, толкатели, комплектующий механизм и механизм переноса изделий, при этом комплектующий механизм и механизм переноса изделий для образования пакетов выполнены из двух параллельно установленных транспортеров с разгрузчиками поддонов, причем в конце каждого разгрузчика установлен группировщик изделий с двумя снижателями и индивидуальными толкателями 1.
Однако данная установка имеет низкую производительность, отличается сложностью конструкции и большой энергоемкостью.
Известна также установка для укладки кирпича на печную вагонетку, содержащая механизм отбора кирпича от пресса, кантователь, перекладчик и устройство для образования зазоров между рядами кирпича с раздвижными секциями, снабженными силовыми цилиндрами, каждый из которых соединен с подпружиненным толкателем, расположенным над секцией, и с тягами, установленными подвижно в раздвижных секциях и снабженными на концах -упорами, причем между раздвижными секциями расположена неподвижная центральная секция с закрепленной на ней планкой 2.
10
Однако известная установка ненадежна в работе, требует существенных энергозатрат и не обеспечивает условий образования двух и более пакетов одновременно.
Наиболее близким по технической сущ15ности и достигаемым результатам к предлагаемому изобретению является автомат для садки кирпича на печные вагонетки, содержащий механизм подачи кирпича, комплектовочный стол, рама которого выполнена с направляющими, перемещаемый по ним
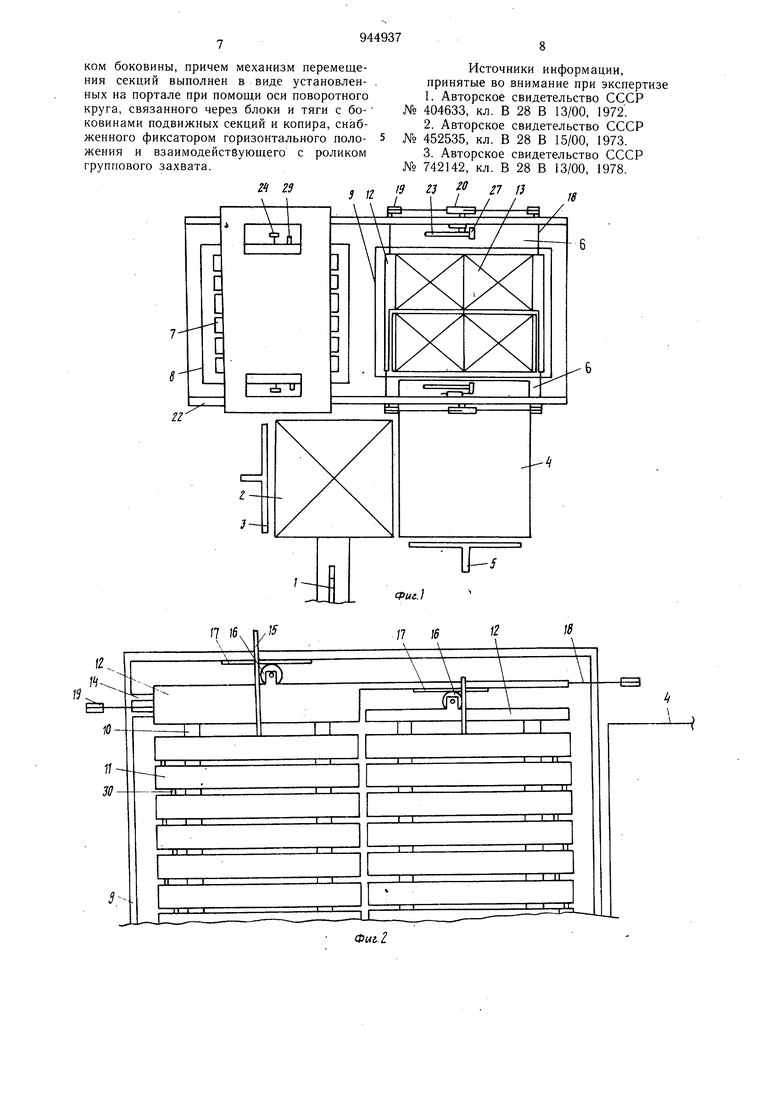
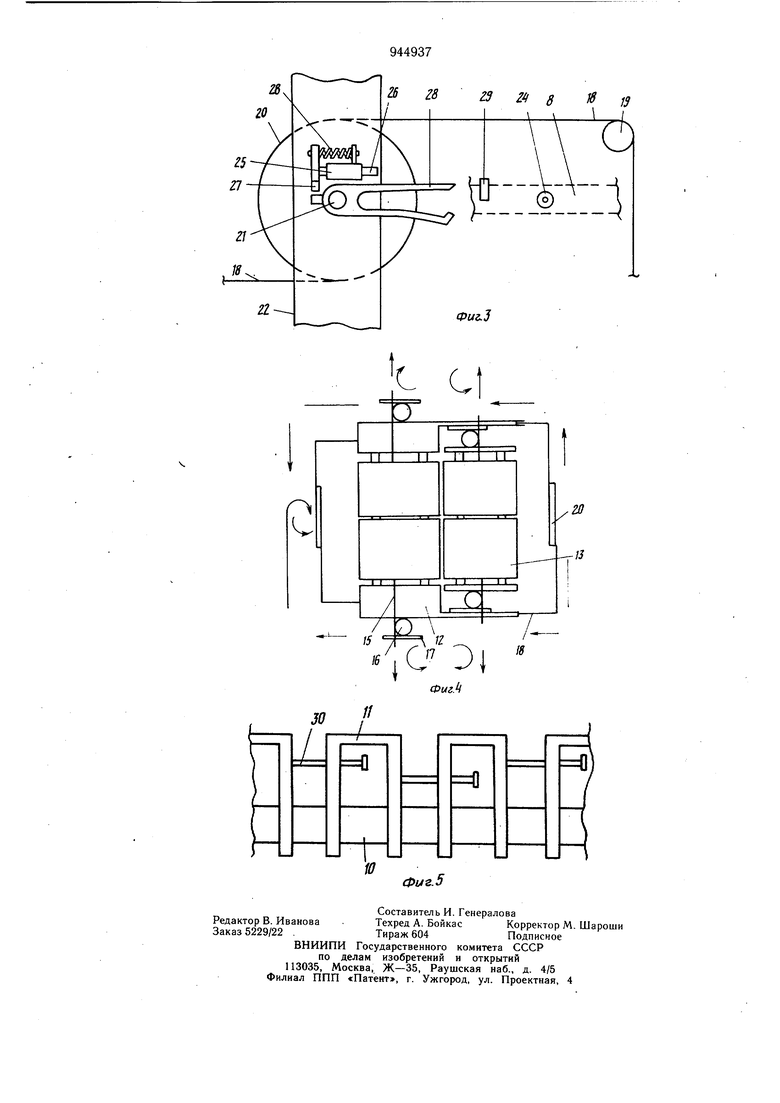
20 палетами, сгруппированными в подвижные и неподвижные секции, ограничители раздвижки палет и установленный на портале групповой захват с роликами. Автомат снабжен тягами, жестко установленными на крайних налетах, причем на палетах установлены подвижные и стационарные опорные секции и подвижные опорные секции выполнены со стационарно смонтированными направляющими роликами, и дополнительными роликами, смонтированными на крайних подвижных опорных секциях, а механизм перемещения секций выполнен в виде направляющих, взаимодействующих с дополнительными роликами, и состоит из Г-образных рычагов, один конец которых шарнирно закреплен к тягам палет, а другой взаимодействует с роликом группового захвата, и направляющей установкой с возможностью перемещения по раме и взаимодействующей с направляющими роликами 3 Однако известный автомат сложен по конструкции, что затрудняет его эксплуатацию и обслуживание и отрицательно сказывается на производительности процесса садки кирпича. Цель изобретения - повышение производительности процесса садки кирпича на печную вагонетку. Поставленная цель достигается тем, что в автомате, содержащем механизм подачи кирпича, комплектовочный стол, рама которого выполнена с направляющими, перемещаемые по ним палеты, сгруппированные в подвижные и неподвижные секции, ограничители раздвижки палет и установленный на портале групповой захват с роликами, каждая секция снабжена боковиной с зубчатыми роликами и взаимодействующими с ними .цепями, жестко закрепленными на боковинах подвижных секций и раме стола, а крайняя налета каждой секции выполнена с зубчатой рейкой, контактирующей с зубчатым роликом боковины, причем механизм перемещения секций выполнен в виде установленных на портале ггосредством оси поворотного круга, связанного через блоки и тяги с боковинами подвижных секций и копира, снабженного фиксатором горизонтального положения и взаимодействующего с роликом группового захвата. На фиг. 1 изображена схема автомата; на фиг. 2 - комплектовочный стол; на фиг. 3 - копир с фиксатором; на фиг. 4 - схема работы механизма раздвижки палет; на фиг. 5 - схема взаимосвязи палет. Автомат пакетной садки кирпича на печную вагонетку (фиг. 1) содержит механизм подачи кирпича на комплектовочный стол, состоящий из толкателя 1 подачи суип1льпых вагонеток, разгружателя 2 сушильных вагонеток со сталкивателем 3, столнакопитель 4 и переталкиватель 5, комплектовочный стол 6 и групповой захват 7 на раме 8. Разгружатель 2 сущильных вагонеток выполнен в виде конструкции с клетью для подъема и опускания сушильных вагонеток. Сталкиватель 3 кирпича, которым снабжен разгружатель 2, предназначен для поочередного сталкивания кирпича с полок сущильной вагонетки на стол-накопитель 4 и расположен с ним на одном уровне. Стол-накопитель 4, в свою очередь, оборудован переталкивателем 5 кирпича для его подачи на расположенный на том же уровне комплектовочный стол 6. При этом для обеспечения четкой передачи кирпича на комплектовочный стол 6 стол-накопитель 4 снабжен подпружиненными направляющими (не показаны) и выполнен так, что во время переталкивания кирнича на комплектовочный стол 6 он фиксируется вплотную к этому столу, а после передачи кирпича отходит в исходное положение, обеспечивая тем самым зазор, необходимый для раздвижки комплектовочного стола 6. Комплектовочный стол б состоит из рамы 9, в которой на направляющих 10 смонтированы палеты 11 так, что направляющие 10, объединенные боковинами 12, образуют секции 13 по числу пакетов в садке. Боковины 12 смежных со столом-накопителем 4 секций 13 жестко закреплены на раме 9 комплектовочного стола 6, а боковины 12 остальных секций 13 смонтированы в направляющих 14 рамы 9ч: возможностью перемещения. На крайних палетах 11 (фиг. 2) каждой секции 13 установлена зубчатая рейка 15, связанная с зубчатым роликом 16, смонтированным с возможностью вращения на боковине 12 секции. Ролики 16 на неподвижных секциях 13, смежных со столом-накопителем 4, установлены с возможностью взаимодействия со звеньями цепи 17, закрепленной на боковине 12 подвижных секций 13, а ролики 16 подвижных секций 13 установлены с возможностью взаимодействия со звеньями цепи 17, жестко закрепленной на раме 9. Боковины 12 подвижных секций 13 гибкими тягами 18 через систему блоков 19 связаны с кругом 20, закрепленным на конце оси 21, смонтированной с возможностью , поворота на портале 22 группового захвата 7. На другом конце оси 21 смонтирован копир 23, взаимодействующий с роликом 24, установленным на раме 8 группового захвата 7., Комплектовочный стол 6 смонтирован так, что его рама 9 жестко связана с порталом 22 группового захвата 7, который установлен на портале 22 так, что может занимать поочередно позиций над комплектовочным столом 6 и над печной вагонеткой, на которую осуществляется садка кирпича. Система блоков 19 смонтирована на портале 22 по углам комплектовочного стола 6, так, чтобы были обеспечены необходимые зазоры для раздвижки комплектовочного стола 6, а круг 20 и копир 23 с фиксатором горизонтального положения смонтированы на портале 22 по оси комплектовочного стола 6, перпендикулярной направлению перемещения группового захвата 7 по обеим сторонам комплектовочного стола 6 и расположены выше уровня комплектовочного стола 6, загруженного кирпичом. При этом уровень установки копнра 23 определяется уровнем установки роликов 24, закрепленных на раме 8 группового захвата 7, находящемся в поднятом положении над комплектовочным столом. Копир 23 снабжен фиксатором горизонтального положения (фиг. 3), состоящим из обоймы 25, жестко закрепленной на портале 22, в которую заключен шток 26 и упором 27, снабженным обратной пружиной 28, при этом упор 27 взаимодействует с хвостовой частью копира 23 и дополнительным упором 29, установленным на раме 8 группового захвата 7. Для обеспечения заданного зазора между раздвигаемыми рядами кирпича палеты 11 между собой соединены ограничителями раздвижки 30 (фиг. 5), одновременно выполняющими функции упора для сдвижения налет 11. Автомат пакетной садки кирпича на печную вагонетку работает следующим образом. Сушильные вагонетки с кирпичом толкателем 1 подаются на разгружатель 2, в котором сталкивате.чем 3 кирпич с полок сушильных вагонеток сталкивается на столнакопитель 4, при этом полки остаютсяна вагонетках. При заполнении стола-накопителя 4 кирпичом в количестве, необходимом для формирования одного слоя садки, включается переталкиватель 5, подающий кирпич на сомкнутые налеты 11 комплекто/ -, вочного стола о. Заполнение сомкнутых палет 1 1 кирпичо.м по времени совпадает с подходом к комплектовочному столу 6 группового захвата 7 на раме 8, при этом ролик 24 входит в копир 23, поддерживаемый в горизонтальном положении фиксатором. Вспомогательным упором 29, установленHbfM на раме 8 группового захвата 7, упор 27 фиксатора .со штоком 26 в обойме. 25 отводится от хвостовика копира 23. Далее рама 8 группового захвата 7 начинает опускаться вниз, роликом 24 поворачивая копир 23 с осью 21, смонтированной на портале 22, и насаженным на эту ось кругом 20. При этом гибкие тяги 18, закрепленные на одном из кругов 20 и через систему блоков 19 связанные с боковинами 12 подвижных секций 13, принудительно наматываются на этот круг 20 и приводят в движение связанные с ними боковины 12, раздвигая тем самым секции 13 комплектовочного стола 6. За счет отрезков цепи 17, закрепленных на боковинах 12 подвижных секций 13, приводятся во вращение закрепленные на боковинах 12 неподвижных секций 13 зубчатые ролики 16, взаимодействующие с зубчатыми рейками 15, связанными с крайними палетами 11 секций, в результате чего галеты разводятся на расстояние, заложенное в конструкцию ограничителей раздвижки 30, создавая зазоры между рядами кирпича в пакете. Одновременно зубчатые ролики 16, установленные на боковинах подвижных секций, приводятся во вращение за счет взаимодействия со звеньями цепи 17, жестко закрепленными на раме 9 комплектовочного стола 6, и через зубчатые рейки 15 разводят палеты 11 подвижных секций 13. После захвата кирпича групповым захватом 7 с комплектовочного стола 6. копир 23 роликом 24 возвращается в горизонтальное положение, при этом вторым кругом 20, на который, в свою очередь, принудительно наматываются гибкие тяги 18,за счет обратной связи производится сдвижение палет. При выводе ролика 24 из копира 23, копир 23 удерживается в горизонтальном положении фиксатором в результате воздействия на шток 26 с упором 27 обратной пружины 28. Затем групповой захват 7 переносит сформованный слой на печную вагонетку, а на комплектовочном столе 6 набирается очередной слой садки. Предлагаемая конструкция автомата обеспечивает четкую синхронизацию работы комплектовочного .стола и группового захвата за счет простых и доступных взаимосвязей. Значительно упрощается конструкция механизма раздвижки палет и повышается ее надежность. Формила изобретения Автомат пакетной садки кирпича на печную аагонетку, содержащий механизм подачи кирпича, комплектовочный стол, рама которого выполнена с направляющими, перемещаемые по направляющим палеты, сгруппированные в подвижные и неподвижные секции, ограничители раздвижки палет, механизм перемещения секции и установленный на портале групповой захват с роликами, отличающийся тем, что, с целью гювышения производительности процесса садки кирпича на печную вагонетку, каждая секция снабжена боковиной с зубчатыми роликами и взаимодействующими с ними цепями. жестко закрепленными на боковинах подвижных секций и раме стола, а крайняя паета каждой секции выполнена с зубчатой рейкой, контактирующей с зубчатым роликом боковины, причем механизм перемещения секций выполнен в виде установленных на портале при помощи оси поворотного круга, связанного через блоки и тяги с бо- № ковинами подвижных секций и копира, снабженного фиксатором горизонтального поло- 5 № жения и взаимодействующего с роликом группового захвата.№ Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 404633, кл. В 28 В 13/00, 1972. 2.Авторское свидетельство СССР 452535, кл. В 28 В 15/00, 1973. 3.Авторское свидетельство СССР 742142, кл. В 28 В 13/00, 1978. f ,В / / f - /
21
28гЗ Z4 8
13
Фиг.З
