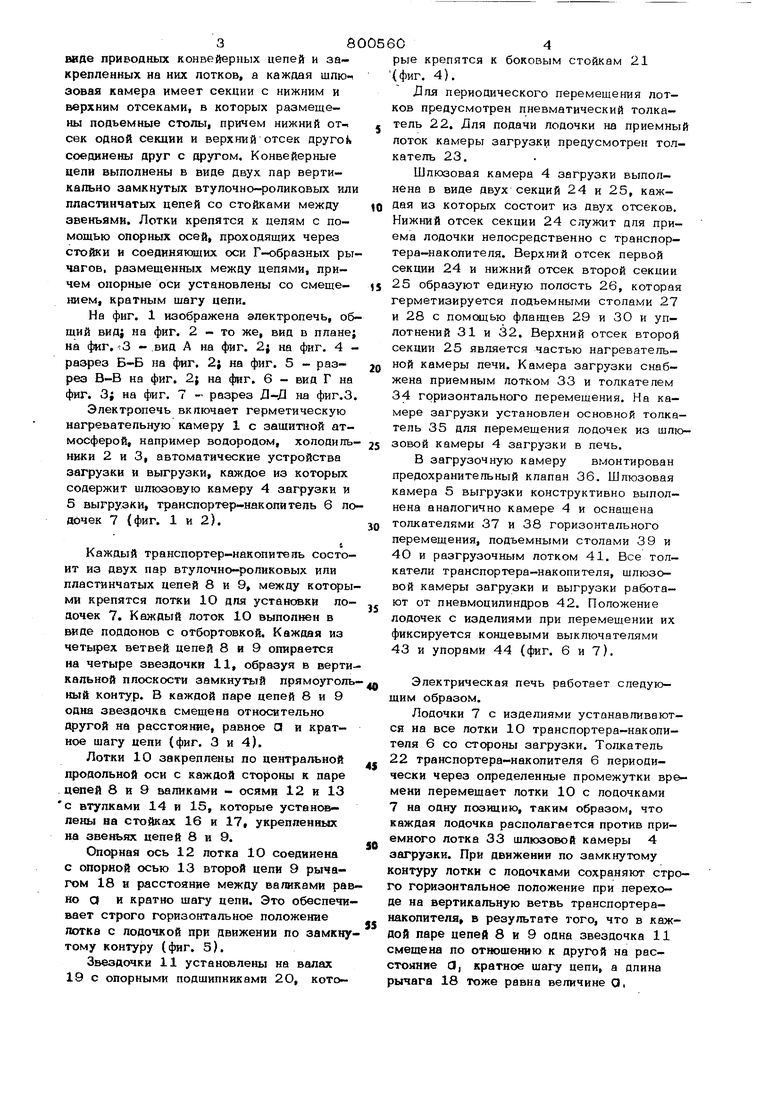
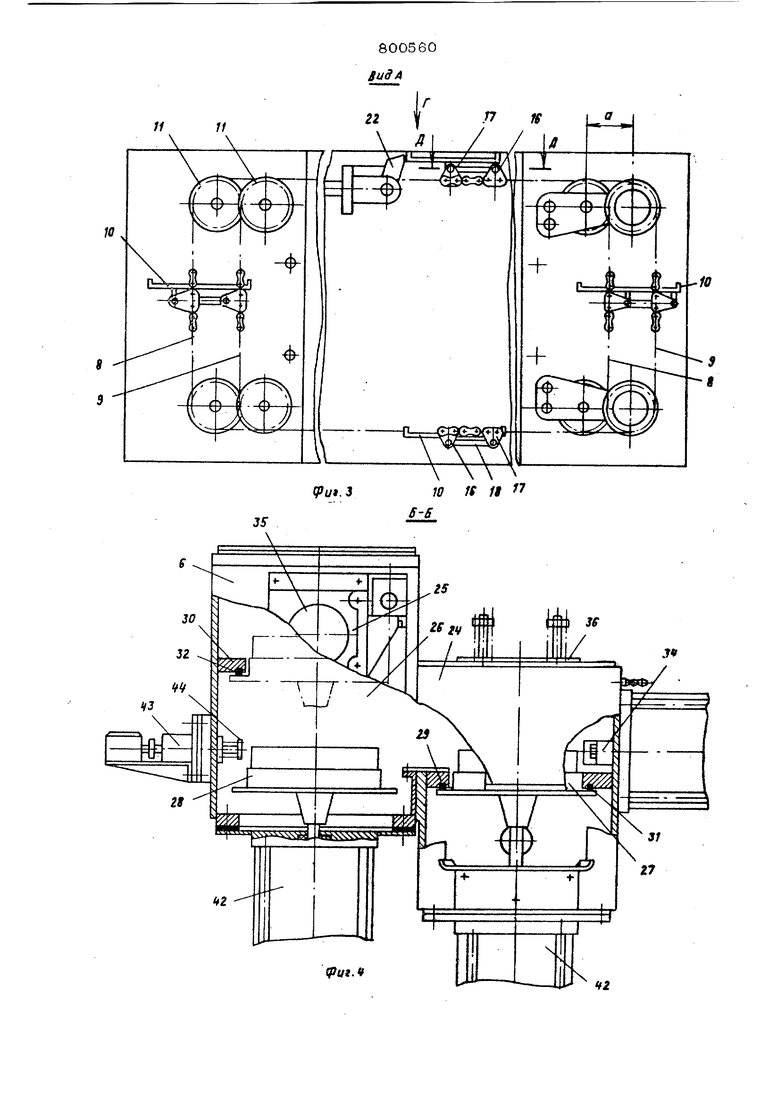
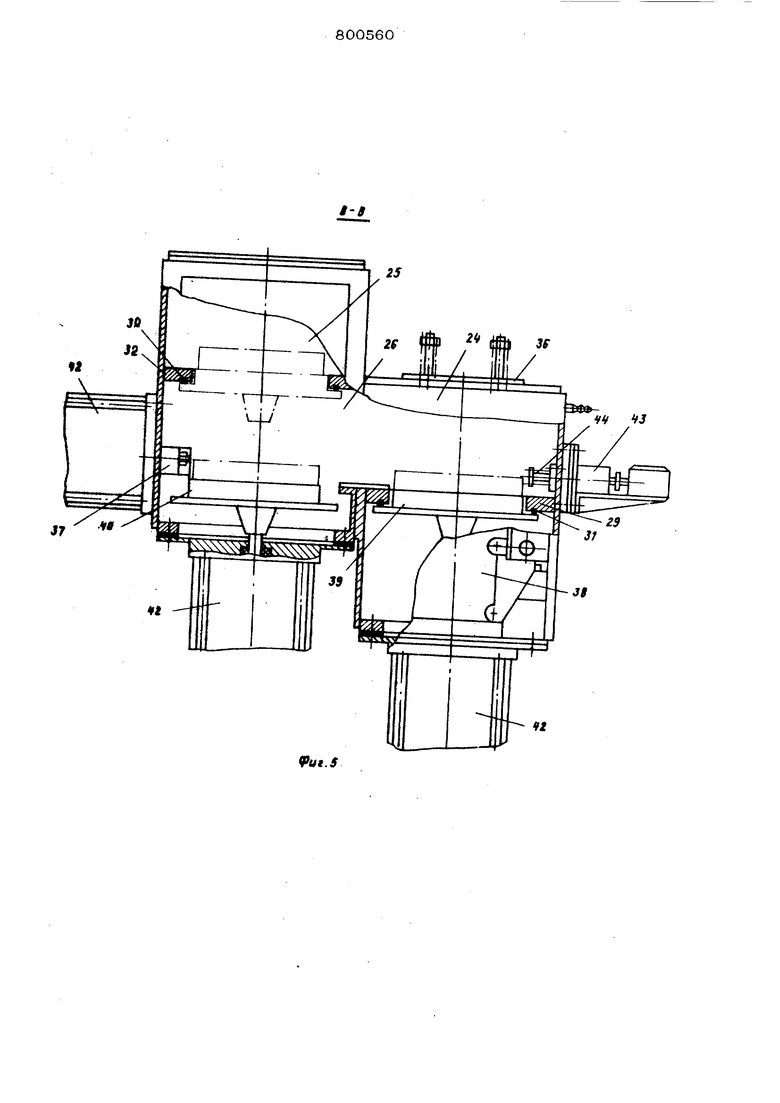
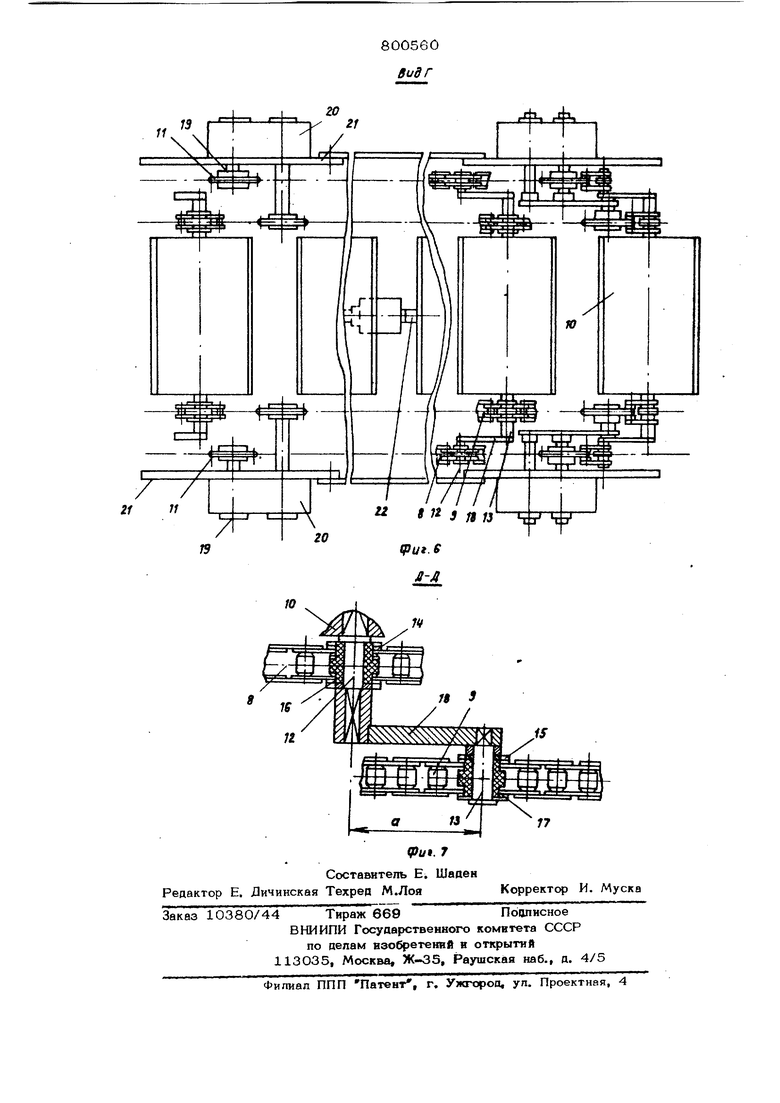
Изобретение относится к термообработке материалов и изделий из твердых сплавов и тугоплавких металлов на операциях восстановления, карбидизации, спекания и т.п. Известна автоматизированная электропечь для термообработки, содержащая нагревательную камеру с холодильниками, устройства загрузки и выгрузки. Автоматическая загрузка осуществляется с помощью барабана с ячейками для контейнероа в которых размещаются лодочки с изделиями и направляющего аппарата с уплотнительным сектором. Поворачиваясь на определенный угол, барабан подает контейнер с лодочками к загрузочному патрубку печи Лодочка толкателем продвигается в загрузочный патрубок, а затем в печь i} Недостатками этой печи является ненадежная герметичность, сложность конструкции и наладки, ненадежность в работе устройств загрузки и выгрузки, ограничение типоразмеров лодочек. Наиболее близким техническим решением является электропечь для карбидизации и дегазации деталей, содержащая нагревательную камеру с холодильниками, средства транспортировки, устройства загрузки и выгрузки, выполненные в виде шлюзовых камер с подъемными столами. Транспортировка деталей через печь осуществляется на тележках с помощью цепного конвейера 2. Устройство имеет те же недостатки, что и предыдущее. Кроме того, порционные загрузка и выгрузка деталей нарушают технологический режим обработки, отрицательно отражаются на ее качестве, особенно - спекания и восстановления, вызывая неоднородность качественных показателей. Цель изобретения - повышение надежности работы и упрощение конструкции печи. Эта цель достигается тем, что устройства загрузки и выгрузки снабжены транспортерами-накопителями, выполненными в виде приводных конвейерных цепей и закрепленных на них лотков, а каждая шлю-i зс«ая камера имеет секции с нижним и верхним отсеками, в которых размещены подъемные столы, причем нижний от-. сек одной секции и верхний отсек друго соединены друг с другом. Конвейерные цепи выполнены в виде двух пар вертикально замкнутых втупочно-ропиковых или пластинчатых цепей со стойками между звеньями. Лотки крепятся к цепям с помощью опорных осей, проходящих через стойки и соединяющих оси Г-образных ры чагов, размещенных между цепями, причем опорные оси установлены со смещением, кратным щагу цепи. На фиг. 1 изображена электропечь, об П1ИЙ вид; на фиг. 2 - то же, вид в плане на фиг, 3 -.вид А на фиг. 2; на фиг. 4 разрез Б-Б на фиг. 2; на фиг. 5 - разрез В-В на фиг. 2| на фиг. 6 - вид Г на фиг. 3; на фиг. 7 - разрез Д-Д на фиг.З Электропечь включает герметическую нагревательную камеру 1 с защитной атмосферой, например водородом, холодиль ники 2 и 3, автоматические устройства загрузки и выгрузки, каждое из которых содержит шлюзовую камеру 4 загрузки и 5 выгрузки, транспортер-накопитель 6 ло дочек 7 (фиг. 1 и 2). Каждый транспортер-накопитель состоит из двух пар втулочно-роликовых или пластинчатых цепей 8 и 9, между которы ми крепятся потки Ю для установки лодочек 7. Каждый лоток 1О выполнен в виде поддонов с отбортовкой. Каждая из четырех ветвей цепей 8 и 9 опирается на четыре звездочки 11, образуя в верти кальной плоскости замкнутый прямоуголь ный контур. В каждой паре цепей 8 и 9 одна звездочка смещена относительно другой на расстояние, равное О и кратное шагу цепи (фиг. 3 и 4). Лотки 10 закреплены по центральной продольной оси с каждой стороны к паре цепей 8 и 9 валиками - осями 12 и 13 с втулками 14 и 15, которые установлешз на стойках 16 и 17, укрепленных на звеньях цепей 8 и 9. Опорная ось 12 лотка 1О соединена с опорной осью 13 второй цепи 9 рычагом 18 и расстояние между валиками ра но а и кратно щагу цепи. Это обеспечи вает строго горизонтальное положение лотка с лодочкой при движении по замкну тому контуру (фиг. 5). Звездочки 11 устансжлены на валах 19 с опорными подщипниками 2О, кото- рые крепятся к боковым стойкам 21 (фиг. 4). Для периодического перемещения лотков предусмотрен пневматический толкатель 22. Для подачи лодочки на приемный поток камеры загрузки предусмотрен толкатель 23. Шлюзовая камера 4 загрузки выполнена в виде двух секций 24 и 25, каждая из которьгх состоит из Двух отсеков. Нижний отсек секции 24 служит для приема лодочки непосредственно с транспортера-накопителя. Верхний отсек первой секции 24 и нижний отсек второй секции 25 образуют единую полость 26, которая герметизируется подъемными стопами 27 и 28 с помощью флащев 29 и 30 и уплотнений 31 и 32. Верхний отсек второй секции 25 является частью нагревательной камеры печи. Камера загрузки снабжена приемным лотком 33 и толкатепем 34 горизонтального перемещения. На камере загрузки установлен основной топка- тепь 35 для перемещения лодочек из шлюзовой камеры 4 загрузки в печь. В загрузочную камеру вмонтирован предохранительный клапан 36. Шлюзовая камера 5 выгрузки конструктивно выполнена аналогично камере 4 и оснащена толкателями 37 и 38 горизонтального перемещения, подъемными столами 39 и 4О и разгрузочным лотком 41. Все толкатели транспортера-накопителя, шлюзовой камеры загрузки и выгрузки работают от пневмоцилиндров 42. Положение лодочек с изделиями при перемещении их фиксируется концевыми выключателями 43 и упорами 44 (фиг. 6 и 7). Электрическая печь работает следующим образом. Лодочки 7 с изделиями устанавливаются на все лотки 1О транспортера-накопителя 6 со стороны загрузки. Толкатель 22 транспортера-накопителя 6 периодически через определенные промежутки времени перемещает лотки 10 с лодочками 7 на одну позицию, таким образом, что каждая лодочка располагается против приемного лотка 33 шлюзовой камеры 4 загрузки. При движении по замкнутому контуру лотки с лодочками сохраняют строго горизонтальное положение при переходе на вертикальную ветвь транспортеранакопителя, в результате того, что в каждой паре цепей 8 и 9 одна звездочка 11 смещена по отношению к другой на расстояние d, кратное шагу цепи, а длина рычага 18 тоже равна величине О, Толкатель 23 подает поаочку 7 с изделиями по приемному лотку 33 камеры 4 загрузки на подъемный стол 27 и возвращается в исходное положение. Подъемный стол 27 с лодочкой 7 подн мается в верхнее положение, поджимая уплотнение 31 к фланцу 29. В это время подъемный стол 28 тоже находится в вер нем положении, тем самым герметизируя полость 26, которая продувается водородом. Затем подъемный стол 28 опускается и на него толкателем 34 горизонтального перемещения подается лодочка 7. Толкатель возвращается в исходное по ложение. Подъемный стол 28 поднимается с лодочкой 7 в верхнее положение и основной толкатель 35 продвигает лодочку в печь. В это время полость 26 продувается воздухом и стол 27 опускается, готовый для принятия очередной лодочки. Основной толкатель 35 продвигает в нагревательную камеру лодочки 7 одну за другой по мере поступления из камеры за грузки. В результате очередная лодочка 7 через холодильник 3 поступает на подъ емный стол 40, который находится , в крайнем верхнем положении шлюзовой камеры 5 выгрузки. После этого подъемный стол 40 с лодочкой 7 опускается в предварительно наполненный водородом отсек. Толкатель 37 горизонтального перемещения продвигает лодочку 7 на подъемный стол 39 и возвращается в исходное положение. Поцъемнъгй стол 4О вновь поднимается в верхнее положение, поджимая уплотнение 32 к фланцу 30, тем самым герметизируя полость 26, которая продувается воздухом. После чего подъемный стол 39 опускается и лодочка 7 толкателем 38 горизонтального перемещения выталкивается по разгрузочному лотку 4.1 на лоток 10 транспортера-накопителя 6 со стороны разгрузки. Толкатель 38 возвращается в исходное положение, а подъемный стол 39 поднимается в верхнее положение, герметизируя полость 26, которая продувается водородом. Подъемный стол 40 поднимается в верхнее положение, готовый для приема следующей лодочки. В начальном периоде работы печи сигналы на продвижение лодочки в печь подаются по технологическому режиму от реле времени. По мере поступления лодочки в камеру выгрузки начинает рабо тать концевой выключатель 43, который будет подавать сигналы толкателю 23 шлюзовой камеры 4 загрузки на подачу очередной лодочки, а репе времени отключается и все дальнейшее передвижет1е лодочек 7 на всем протяжении пути осуществляется автоматически с помощью концевых выключателей 43 jC упорами 44, которые дают сигналы на периодическое включение пневмоцилиндров 42, смонти- рованных с подъемными столами и толкателями. Использование предлагаемой печи позволит повысить надежность работы, некто- чить окисление изделий и соответственно сьтзить процент брака, ликвидировать тяжелый ручной труд на операциях зйгрузки и выгрузки изделий, обеспечить автоматическую цинличность процесса в течение длительного времени. Формула изобретения 1.Электропечь для термообработки изделий, содержащая нагревательную камеру с холодильниками, средства транспортировки, устройства загрузки и вьп рузки, выполненные в виде шлюзовых камер с подъемными столами, отличающаяс я тем, что, с целью повышения надежности работы и упрощения конструкции, устройства загрузки и въггрузки снабжены транспортерами-накопителями, выполненными в виде приводнъгх конвейерных цепей и закрепленных на них лотков, а каждая шлюзовая камера имеет секции с нижним и верхним отсеками, в которых размещены подъемные столы, причем нижний отсек одной секции и верхний отсек другой соединены друг с другом. 2.Электропечь по п. 1, отличающаяся тем, что конвейерные цепи выполнены в виде парно вертикально замкнутых втулочно-роликовых цепей со стойками между зве1{ьями. 3.Электропечь по п. 1, отличающаяся тем, что конвейерные цепи выполнены в виде парно вертикально зам- кнутъис пластинчатъгх цепей со стойками между звеньями. 4.Электропечь по п. 1, о т л и ч а ю щ а я с я тем, что лотки крепятся к цепям с помощью опорных осей, проходяих через стойки и соединяющих оси Г- образных рычагов, размещеннък между цепями, причем опорные оси установлены со смещением, кратным шагу цепи. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 266214, кл. С 22 В 4/ОО. 2.Патент США № 3926415, кл. 266-5Е, опублик. 1974. f 7 W
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия изготовления изделий из металлических порошков | 1985 |
|
SU1258622A1 |
| Загрузочное устройство электропечи | 1977 |
|
SU720040A1 |
| Вакуумная трубчатая печь сопротивления | 1973 |
|
SU465271A1 |
| Вакуумная проходная электропечь | 1979 |
|
SU836472A1 |
| Полуавтоматическая вакуумно-газовая печь карусельного типа непрерывного действия | 1961 |
|
SU141996A1 |
| Вакуумная проходная электропечь | 1981 |
|
SU1008597A1 |
| Автоматическая линия изготовления изделий металлических порошков | 1976 |
|
SU576159A1 |
| Устройство для разборки снизу стопы изделий | 1981 |
|
SU965911A1 |
| Автоматическая линия для изготовления изделий из металлических порошков | 1987 |
|
SU1424971A1 |
| УСТРОЙСТВО ДЛЯ РАСФАСОВКИ ПОРОШКОВЫХ ХИМИЧЕСКИХ ПРОДУКТОВ в ТАРУ | 1971 |
|
SU295717A1 |
л
ежи.
/
flv. /
ei
Bi
/
a
39
В
/
s «
(ри.3
W If II 7 ЧЧ 43
