Изобретение относится к порошковой металлургии, в частности к автоматическим линиям изготовления изделий из металлических порошков.
Цель изобретения - расширение тех- нологических возможностей линии, повышение надежности ее работы и производительности.
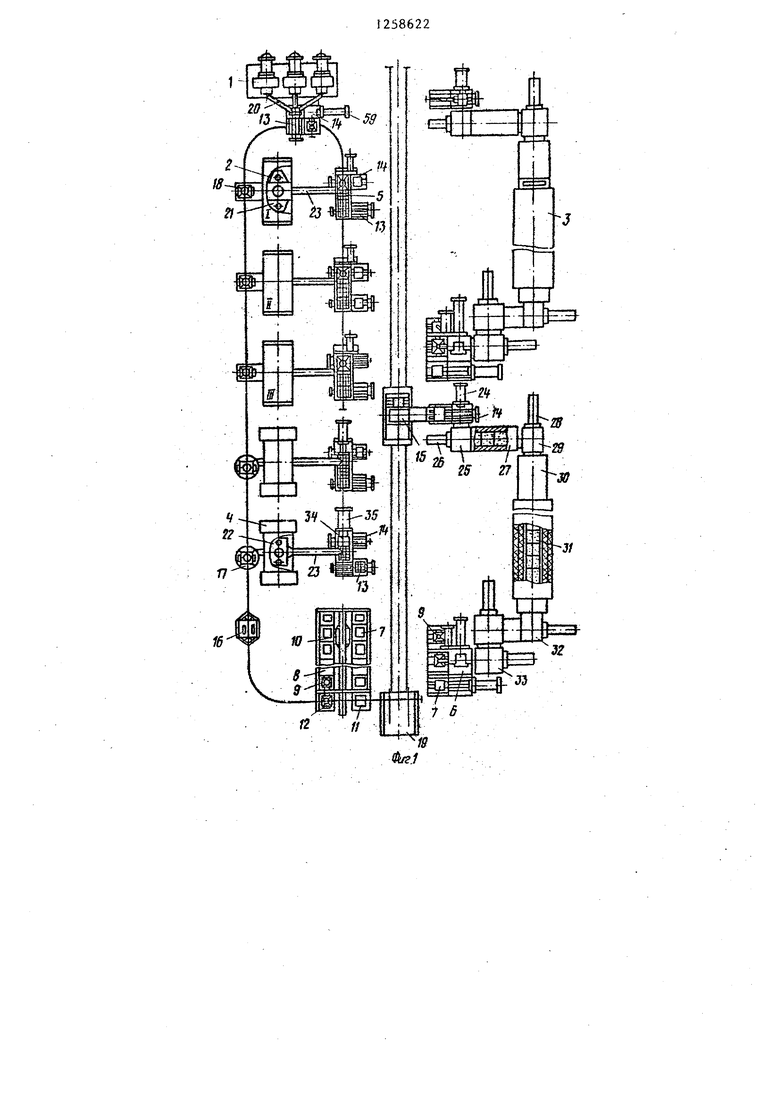
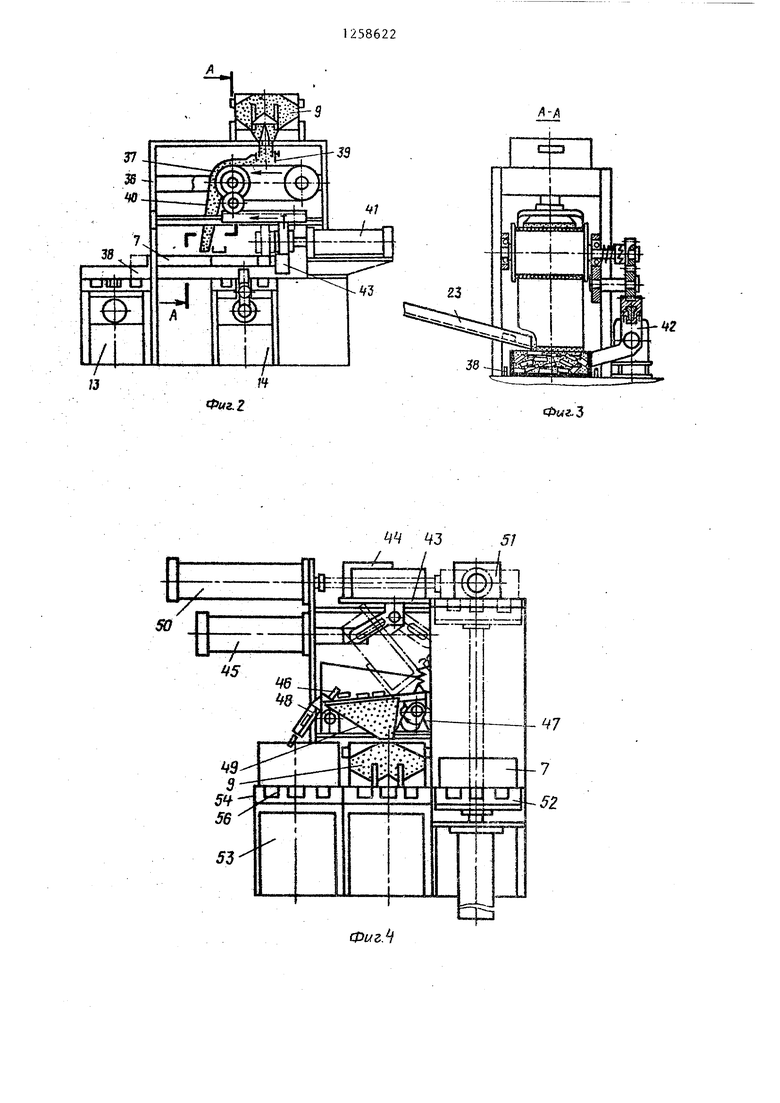
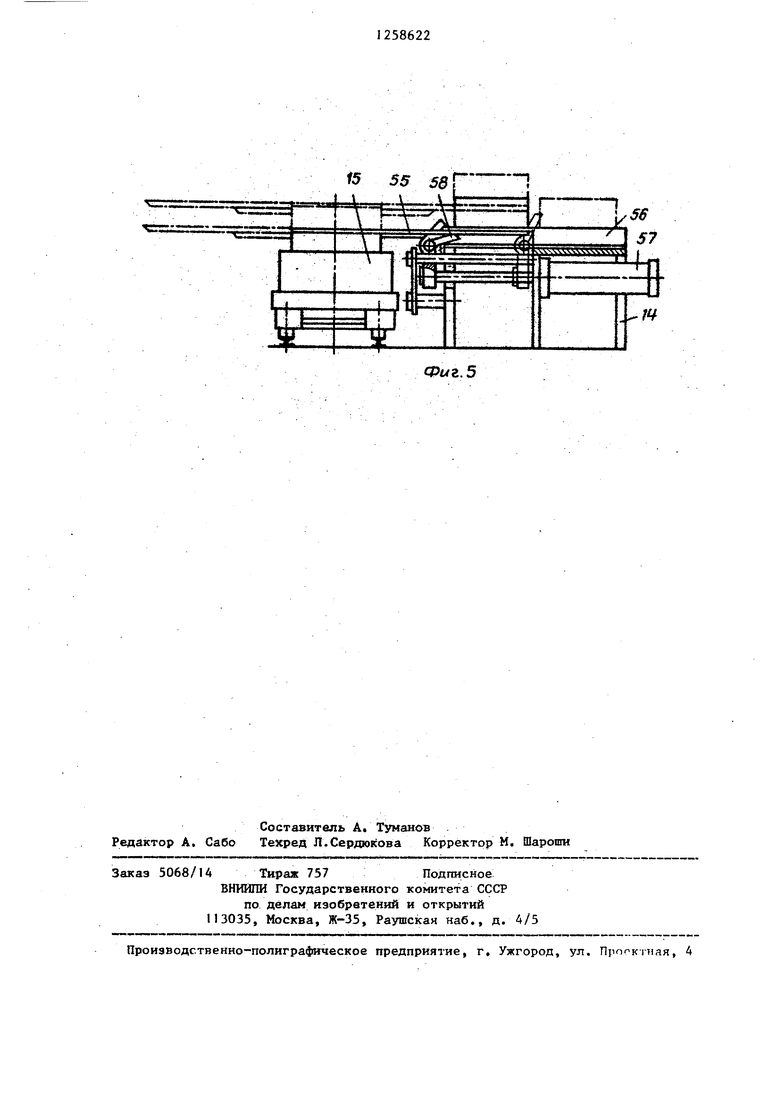
На фиг. I изображена линия, общий вид; на фиг. 2 - приемник заготовок; на фиг. 3 - разрез А-А на фиг. 2j tta фиг. 4 - узел выгрузки спеченных заготовок из лодочек; на фиг. 5 - приемный (передающий) узел и напольная транспортная тележка.
Автоматическая линия имеет .установку 1 приготовления порошковых смесей, прессы 2 холодного формования заготовок из металлического порошка, электропечи 3 для спекания заготовок, прессы 4 вторичного прессования для допрессовки и калибрования спеченных заготовок, приемники 5 заготовок с прессом холодного формования, узлы 6 выг15узки спеченных заготовок из лодочек 7, общий накопитель 8 для лодочек и тары 9, снабженный автоматическим штабелером 10 и площадками 11 и 12 перегрузки, передающие 13 и приемные 14 узлы, одну (или несколько) напольную транспортную телеласу 15, перемещающуюся между площадками 11 перегрузки, передающими 13 и приемными 14 узлами прессов 2 и 4, электропечами 3 и общим накопителем 8 Транспортный манипулятор 6 перемещается над загрузочными устройствами 17 прессов 4 вторичного прессования, питателями 18 прессов холодного формования, приемниками заготовок 5, передающими 13 и приемными 14 узлами установки 1 приготовления смесей и площадкой 9 перегрузки напольной тележки 15. Транспортеры 20 загружают порошковую смесь в тару, подаваемую к установке 1 приготовления смесей, . На прессах установлены автоматические пресс-формы 21 и 22, снабженные сталкивателями издглий (не показашл) на передаточные лотки 23,
Толкатель 24 подает лодочки с заготовками и засыпкой на стол 25 загрузки электропечи 3, имеивдий площадку (не показана) для вывода лодочек на уровень направляющих печи, толка- тель 26 для передачи лодочек в приемную камеру 27, толкатель 28 для подачи лодочек в электропечь, где по
S
s 0
55
следовательно расположены камеры за - грузки 29, предварительного нагрева 30, спекания 31, перегрузки 32 и разгрузки 33, Для разделения атмосфер и удаления паров присадок между камерами печи расположены затворы (не показаны), Длч дискретного перемещения тары 9 по направляющим 34 при приеме изделий с передаточных лотков 23 прессов 4 вторичного прессования используется толкатель 35.
На раме 36 приемника заготовок 5 Сфиг. 2 и 3) размещены верхний точный конйейер 37 и направляющие 38 нижнего конвейера Над лентой верхнего конвейера 37 установлен дозатор 39 зйсыпки поступающие из разгрузочного отверстия тары 9 и подаваемой в лодочки по желобу 40. Привод перемещения конвейеров состоит из толкателя 41, обеспечивающего дискретное поступательное перемещение упора 42, кинематически связанного с верхним конвейером для согласованного перемещения лодочек 7 и подачи засыпки.
Узел 6 выгрузки спеченных заготовок из лодочек (фиг. 4) установлен у камеры 33 разгрузки электропечей и состоит из опрокидывателя 43, имеющего ограничительные планки 44, удерживающие лодочки в опрокидывателе при его кантовании толкателем 45. Под опрокидывателем расположено вибросито 46 с вибратором 47, лотком 48 отвода спеченных заготовок и жёлобом 49 для перемещения просыпавшейся засыпки в тару 9. Опрокидыватель снабжен толкателями 50 и 51 для перемещения разгруженных лодочек 7 на подъемную площадку 52 перегрузки. Устройство выгрузки спеченных заготовок размещено на основании 53, где на уровне нижнего положения подъемной площадки 52 перегрузки размещены неподвижные :площадки 54 перегрузки для тары 9.
Для перегрузки тары 9 и лодочек 7 напольная тележка 15 имеет подъемно- поворотную телескопически выдвижную платформу грузозахвата 55 (фиг. 5), а площадки II, 52 и 54 перегрузки, передающие 13 и приемные I4 узлы имеют пазы 56 для прохода плат4ормы грузозахвата. На раме приемного 14 (и передающего 13) устройства размещен толкатель 57 с подпружиненным зацепом 58 для перемещения тары и лодочек. Толкатель 59 предназначен
для перемещения тары 9, устанавливаемой под транспортерами 20, с при емного узла 14 на передаюпщй узел П установки 1 приготовления смесей.
Автоматическая линия работает ел дующим образом.
При одновременном изготовлении нескольких различных изделий из металлических порошков автоматический штабелер 10 общего накопителя 8 выдает на площадку 12 порожнюю тару 9 для металлического порошка. Транспортный манипулятор 16 захватывает тару и доставляет ее на приемный узел 14 установки 1 приготовления смесей. Толкатель 5 с помощью зацепа 58 и толкатель 59 перемещают тару под загрузку порошковой смесью Компоненты порошковой смеси подаютс в ус Гановку 1 приготовления смесей, смешиваются, а затем транспортерами 20 смесь подается в тару 9. Транспортный манипулятор 16 доставляет от площадки 12 общего накопителя 8 тару с засьткой и устанавливает на рамах 36 приемников 5 заготовок, а напольная тележка 15 с площадки П перегрузки поочередно забирает по две порожние лодочки 7, транспортирует и устанавливает на приемные узлы 14 приемников 5 заготовок, а порожнюю тару - на приемные узлы 14 прессов 4 вторичного прессования и на площадки 54 перегрузки узлов 6 выгрузки спеченных заготовок из лодочек. Лодочки и тара толкателями 57 с зацепами 58 перемещаются в приемники 5 заготовок и на направляющие 34 у прессов вторичного прессования.
По заполнении тары 9 порошковой смесью для первого изделия тара перемещается на передающий узел 13 установки 1 приготовления смесей с помощью соответствующего толкателя, с зацепом, откуда транспортный мани- пулятор 16 забирает тару и устанавливает над приемной воронкой (не показана) питателя 18 соответствующего пресса. Аналогично тара с заданным составом порошковой смеси для второго и последующих изделий устанавливается над приемными воронками питателей других прессов 2 холодного формования заготовок.
Из тары через питатель порошковая смесь подается в автоматические пресс-формы 21, отпрессованная заготовка подается по передаточному лотк
0
5
0
5
5
23 П лодочку 7, установленную на направляющих 38 приемника заготовок 5. После заполнения части лодочки определенным количеством отпрессованных заготовок толкатель 41 перемещает упором 42 лодочку на соответствующую величину и подводит под передаточньй лоток 23 следующую незагруженную часть лодочки. Одновременно с перемещением лодочки приводится в движение верхний конвейер 37, которьй подает засыпку, покрьгеающую и пересыпающую загруженные в лодочки заготовки. Засыпка поступает из тары 9 через дозатор 39 и далее лентой конвейера и по желобу 40 подается в проталкивае- лодочку. По заполнении лодочки заготовками и засыпкой толкатель 4I отводит упор 42 в исходное положение, при этом верхний конвейер 37 кинематически отключается (за счет муфты) от толкателя 4I. Следующая доставленная напольной тележкой 15 порожняя лодочка устанавливается на приемный узел 14, подается в приемник 5 заготовок и таким же образом заполняется заготовками и засыпкой. Заполненная лодочка толкателем с зацепом сдвигается на передающий узел 13, откуда ее забирает транспортная тележка 15 и передает на приемный узел 14 стола 25 загрузки электропечи 3, имеющей соответствующий технологический режим
температуру до 1200 С для заготовок
из железного порошка, до 900 С - на основе медного порошка). Лодочка толкателем 24 подается на стол 25 загрузки, а толкателем 26 - в приемную камеру 27 и камеру 29 загрузки. Проходя затворы, расположенные между камерами печи, поезд лодочек с заготовками с помощью толкателя 28 проходит камеру 30 предварительного нагрева, камеру 31 спекания, где в защитной атмосфере осуществляется спекание заготовок. Из камеры 32 перегрузки лодочки толкателем циклично выдаются в камеру 33 разгрузки и далее га опрокидыватель 43 устройства выгрузки 6 спеченных заготовок из лодочек.
Если приемный узел 14 соответствующей электропечи занят, то лодочка с неспеченными заготовками доставляется напольной тележкой 15 на площадку 1 перегрузки и автоматическим штабеле- ром 10 устанавливается в общем накопителе 8, где временно хранится до
освобождения приемного устройства электропечи, при этом адрес хранения запоминается системой управления линии.
После вьщачи лодочки из электррпе- чи на опрокидыватель 43 толкатель 45 переворачивает опрокидьшатель с лодочкой, при этом заготовки и засыпка выгружаются на вибросито 46, Вибропривод 47 включается одновременно с толкателем 45, заготовки с сита подают на лоток 48 и далее -в тару 9, установленную на неподвижной площадке перегрузки 54, а засыпка подается по желобу 49 в тару 9, установленную на другой площадке перегрузки, Опрокидьшатель 43 с пустой лодочкой возвращается в исходное положение, после чеГо лодочка толкателями 50 и 51 передвигается на поднятую площадку 52 перегрузки. Площадка 52 опускается до уровня неподвижньк площадок 54, со соответствующего уровню обслуживания напольной тележки 15.
.В зависимости от технологической , последовательности дальнейшего изготовления изделий работа автоматической линии осуществляется в одном из следующих вариантов.
Если изделия не калибруются и не допрессовываются, то тара с изделиями передается напольной тележкой в общий накопитель 8 либо отправляется на отгрузку,
В случае калибрования или допрес- совки спечешсых заготовок напольная тележка 15 забирает тару с площадки
54перегрузки одной из злектропечей посредством платформы грузозахвата
55и доставляет на площадку 19 пере .грузки, откуда транспортный манипулятор 16 переносит тару 9 к загрузочному устройству 17 соответствующего пресса 4 вторичного прессования (аналогично установке тары над питателями 18 и приемниками заготовок 5) При занятом загрузочном устройстве
17 напольная тележка доставляет тару с заготовками на площадку 11 п йре- грузки, откуда она штабелером 10.устанавливается в общем накопителе 8 и
хранится до освобождения загрузочных устройств.
Из загрузочного устройства 17 сориентированные заготовки подаются ,в автоматическую пресс-форму 22, откуда допрессованная заготовка по передаточному лотку 23 попадает s лодочку 7, установленную в направляющих 34 и йер-сдвигаемую толкателем 35 аналогичным образом, как и на приемнике 5 заготовок, Откалиброванные или допрессованные изделия в лоДочках через передающее устройство 13 тележкой 15 доставляются к общему накопителю 8 либо передаются на отгрузку.
Тара с засыпкой от площадок перегрузки 54 доставляется тележкой 15 либо к площадке Ii перегрузки с последующей отправкой на регенерацию, либо (при многократном применении засьтки) на площадку 19 перегрузки, где .транспортный манипулятор 16 принимает тару, переносит и устанавливает над приемниками заготовок 5,
Порожнюю тару из-под засыпки тран- спортньй манипулятор 16 доставляет с приемников 5 либо на площадку 12 перегрузки с последующей загрузкой в общий накопитель 3, либо на напольную тележку 15, находящуюся на площадке 19 перегрузки, откуда тепежка 15 доставляет тару на освободившиеся площадки 54 перегрузки.
Доставка порожних лодочек, 7 с площадок 52 перегрузки осуществляется напольной телчежкой 15 либо на свободные npHeMiibie устройства 14 прессов, либо на площадку 11 перегрузки с последующей загрузкой в общий накопитель 8.
Применение предлагаемой -линии обеспечивает расширение ее технологических возможностей за счет создания одновременно нескольких технологических и транспортных потоков заготовок, по- вьшение ее производительно.сти за счет исключения жесткого и однозначного ограничения производительности всей линии устройством с наименьшей производительностью (прессом), повышение надежности работы за счет обеспечения возможности работы без переналадок транспортирующих устройств-.
IS
12
Фиг. I
Фыг-З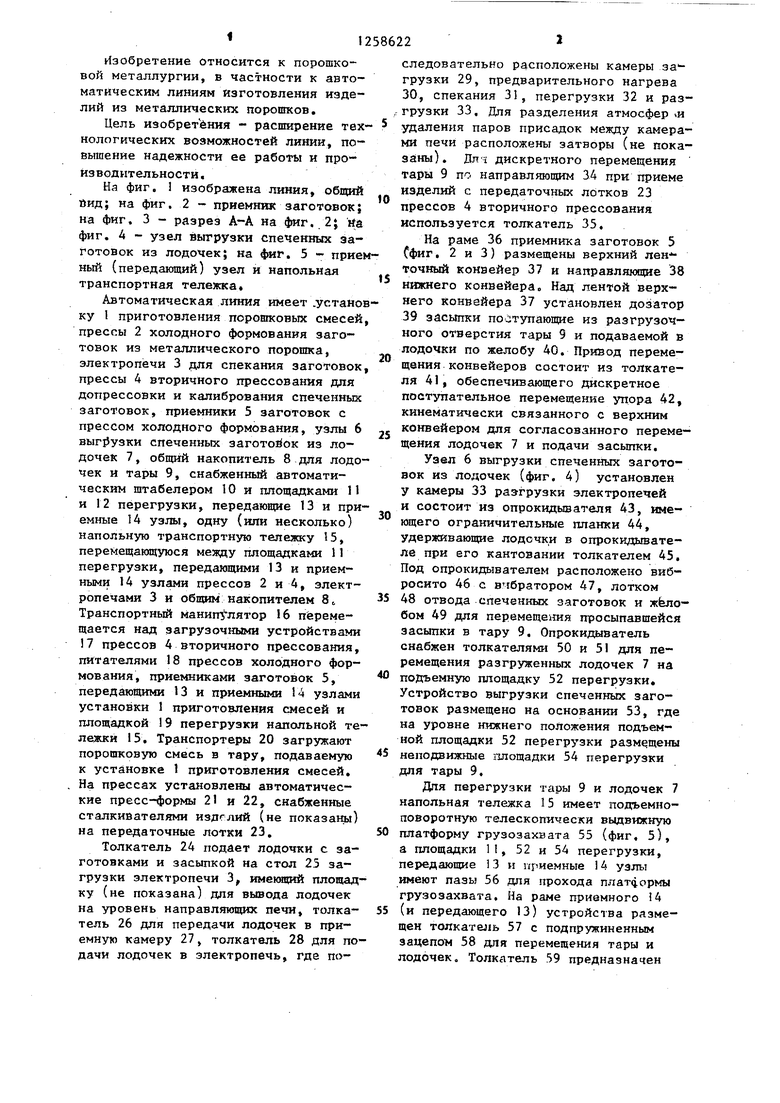
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия изготовления изделий из металлических порошков | 1985 |
|
SU1252051A1 |
| Автоматическая линия изготовления изделий металлических порошков | 1976 |
|
SU576159A1 |
| Автоматическая линия для изготовления изделий из металлических порошков | 1987 |
|
SU1424971A1 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ ПРЕССОВАННЫХ ТАБЛЕТОК В ЛОДОЧКУ ДЛЯ СПЕКАНИЯ | 2010 |
|
RU2459290C1 |
| УСТАНОВКА ДЛЯ СПЕКАНИЯ ПОРОШКОВЫХ ЗАГОТОВОК | 1991 |
|
RU2038921C1 |
| Автоматическая линия изготовленияиздЕлий из МЕТАлличЕСКОгО пОРОшКА | 1979 |
|
SU818750A1 |
| Автоматическая линия изготовления изделий из металлических порошков | 1985 |
|
SU1247164A1 |
| Автоматическая линия изготовления изделий из металлических порошков | 1987 |
|
SU1447576A1 |
| Автоматическая линия изготовления изделий из металлических порошков | 1985 |
|
SU1315138A2 |
| Электропечь для термообработкииздЕлий | 1978 |
|
SU800560A1 |
53
Фиг.
Составитель А. Туманов Редактор А. Сабо Техред Л.Сердюкова Корректор М. Шароши
Заказ 5068/14 Тираж 757Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Прооктиая, 4
Фиг. 5
| Автоматическая линия изготовления изделий металлических порошков | 1976 |
|
SU576159A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Автоматическая линия изготовленияиздЕлий из МЕТАлличЕСКОгО пОРОшКА | 1979 |
|
SU818750A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
