12
/
2 3
ю со 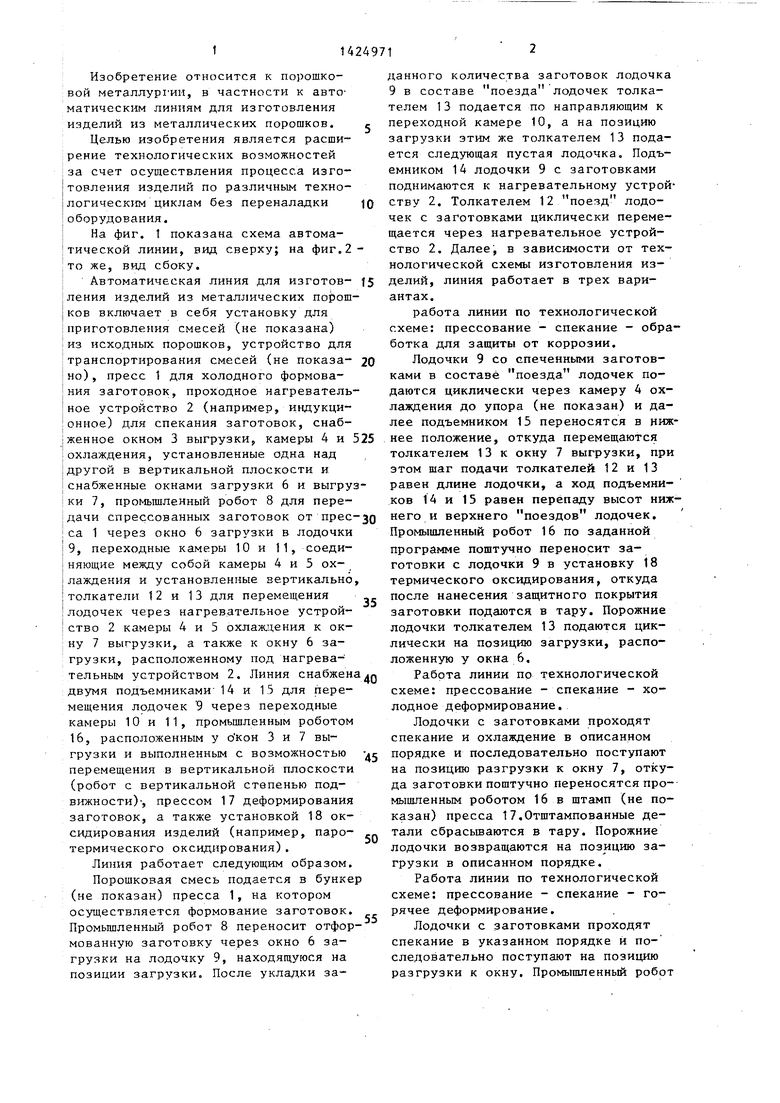

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия изготовления изделий из металлических порошков | 1985 |
|
SU1252051A1 |
| Автоматическая линия изготовления изделий металлических порошков | 1976 |
|
SU576159A1 |
| Автоматическая линия изготовления изделий из металлических порошков | 1985 |
|
SU1258622A1 |
| УСТАНОВКА ДЛЯ СПЕКАНИЯ ПОРОШКОВЫХ ЗАГОТОВОК | 1991 |
|
RU2038921C1 |
| Вакуумная трубчатая печь сопротивления | 1973 |
|
SU465271A1 |
| Автоматическая линия изготовления изделий из металлического порошка | 1983 |
|
SU1117122A1 |
| Электропечь для термообработкииздЕлий | 1978 |
|
SU800560A1 |
| Гибкий технологический модуль | 1986 |
|
SU1586825A1 |
| ЛИНИЯ ШТАМПОВКИ ИЗДЕЛИЙ ИЗ ЦИЛИНДРИЧЕСКИХ РЕОЗАГОТОВОК | 2011 |
|
RU2481171C1 |
| Вакуумная проходная электропечь | 1979 |
|
SU836472A1 |
Изобретение относится к автоматическим линиям для изготовления изделий из металлических порошков. Цель - расширение технологических возможностей за счет осуществления процесса изготовления изделий по раз- личным технологическим циклам без переналадки оборудования. Поршневая . смесь поступает в пресс, где осуществляется процесс формования заготовок. Робот переносит отформованную заготовку через окно 6 загрузки в лодочку, которая затем в составе поезда лодочек толкателем 13 подается в переходную камеру 10. Подъемником 14 лодочки с заготовками подаются к нагревательному устройству 2. Толкателем 12 лодочки циклически перемещаются через устройство 2. Далее, в зависимости от технологической схемы изготовления изделий, нагретые заготовки поступают либо в установку термического оксидирования (при помощи робота 16), либо в штамп пресса для холодного деформирования, либо из окна 3 выгрузки роботом 16 подаются в штамп пресса для горячего деформирования, а затем этим же роботом - в камеру 4 охлаждения, 2 ил. (Л
Ю
щФие2
Изобретение относится к порошковой металлургии, в частности к автоматическим линиям для изготовления изделий из металлических порошков.
Целью изобретения является расширение технологических возможностей iза счет осуществления процесса изго- Iтовления изделий по различным техно- 1 логическим циклам без переналадки оборудования.
} На фиг. 1 показана схема автоматической линии, вид сверху; на фиг.2 то же, вид сбоку.
Автоматическая линия для изготов- ления изделий из металлических порош ков включает в себя установку для приготовления смесей (не показана) из исходных порошков, устройство для транспортирования смесей (не показа- но), пресс 1 для холодного формования заготовок, проходное нагревательное устройство 2 (например, индукционное) для спекания заготовок, снабженное окном 3 выгрузки, камеры 4 и охлаждения, установленные одна над другой в вертикальной плоскости и снабженные окнами загрузки 6 и выгруки 7, промьшленный робот 8 для передачи спрессованных заготовок от npec са 1 через окно 6 загрузки в лодочки 9, переходные камеры 10 и 11, соединяющие между собой камеры 4 и 5 охлаждения и установленные вертикально толкатели 12 и 13 для перемещения лодочек через нагревательное устройство 2 камеры 4 и 5 охлаждения к окну 7 выгрузки, а также к окну 6 загрузки, расположенному под нагрева- тельным устройством 2. Линия снабжен двумя подъемниками 14 и 15 для перемещения лодочек 9 через переходные камеры 10 и 11, промьш1ленным роботом 16, расположенным у о кон 3 и 7 выгрузки и выполненным с возможностью перемещения в вертикальной плоскости (робот с вертикальной степенью подвижности)-, прессом 17 деформирования заготовок, а также установкой 18 оксидирования изделий (например, паро- термического оксидирования).
Ли}1ия работает следующим образом. Порошковая смесь подается в бунке (не показан) пресса 1, на котором осуществляется формование заготовок. Промьшленный робот 8 переносит отформованную заготовку через окно 6 загрузки на лодочку 9, находящуюся на позиции загрузки. После укладки за
с
Q
5 0 5 Qп дг
5
0
5
данного количества заготовок лодочка 9 в составе поезда лодочек толкателем 13 подается по направляющим к переходной камере 10, а на позицию загрузки этим же толкателем 13 подается следующая пустая лодочка. Подъемником 14 лодочки 9 с заготовками поднимаются к нагревательному устройству 2. Толкателем 12 поезд лодочек с заготовками циклически перемещается через нагревательное устройство 2. Далее, в зависимости от технологической схемы изготовления изделий, линия работает в трех вариантах.
работа линии по технологической схеме: прессование - спекание - обработка для защиты от коррозии.
Лодочки 9 со спеченньии заготовками в составе поезда лодочек подаются циклически через камеру 4 охлаждения до упора (не показан) и далее подъемником 15 переносятся в нижнее положение, откуда перемещаются толкателем 13 к окну 7 выгрузки, при этом шаг подачи толкателей 12 и 13 равен длине лодочки, а ход подъемников 14 и 15 равен перепаду высот нижнего и верхнего поездов лодочек. Промышленный робот 16 по заданной программе поштучно переносит заготовки с лодочки 9 в установку 18 термического оксидирования, откуда после нанесения защитного покрытия заготовки подаются в тару. Порожние лодочки толкателем 13 подаются циклически на позицию загрузки, расположенную у окна 6.
Работа линии по технологической схеме: прессование - спекание - холодное деформирование.
Лодочки с заготовками проходят спекание и охлаждение в описанном порядке и последовательно поступают на позицию разгрузки к окну 7, откуда заготовки Поштучно переносятся про- мышленньм роботом 16 в штамп (не показан) пресса 17,Отштампованные детали сбрасьшаются в тару. Порожние лодочки возвращаются на позицию загрузки в описанном порядке.
Работа линии по технологической схеме: прессование - спекание - горячее деформирование.
Лодочки с заготовками проходят спекание в указанном порядке и последовательно поступают на позицию разгрузки к окну. Промышленный робот
3142
16 по заданной программе переносит нагретые заготовки в штамп пресса 17, а отштампованные детали возвращаются через окно 3 на лодочки 9, которые проходят охлаждение в описанном порядке и поступают на позицию разгрузки.к окну 7, откуда готовые детали переносятся промьшшенным роботом 16 в тару. Порожние лодочки 9 возвращаются на позицию загрузки в описанном порядке.
Применение изобретения позволяет расширить технологические возможности устройства, так как позволяет из- готовлять изделия по трем технологическим циклам практически без переналадки, а также сократить занимаемые линией производственные площади.
Формула изобретения
Автоматическая линия для изготовления изделий из металлических порошков, включающая установку приготов-
.Т
/2
Г7.
1
лення смесей, пресс холодного формования, нагревательное устройство проходного типа с окном выгрузки, камеры охлаждения с окнами загрузки и выгрузки, связанные между собой переходными камерами, толкатели, подъемники, промышленные роботы, установленные у окон загрузки и выгрузки, пресс деформирования и устройство термического оксидирования, отличающаяся тем, что, с целью расширения технологических возможностей за счет осуществления процесса изготовления изделий по различным технологическим циклам без переналадки оборудования, камеры охлаждения установлены одна над другой, причем окно загрузки камеры охлаждения разме - щено под нагревательным устройством, окно выгрузки которого расположено над окном выгрузки камеры охлаждения, а промышленный робот, размещенный у окон выгрузки, выполнен с возможность перемещения в вертикальной плоскости.
16}8
| Автоматическая линия изготовления изделий металлических порошков | 1976 |
|
SU576159A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Автоматическая линия изготовления изделий из металлических порошков | 1985 |
|
SU1252051A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
