Известны универсальные штампы для обрезки по длине, пробивки отверстий и гибки по заданной форме скоб различных типоразмеров.
В отличие от известных в предлагаемом штампе матрица и пуансон штампа являются наборными, что обеспечивает при изготовлении скоб небольшими сериями быструю и простую переналадку штампа с одного типоразмера скобы на другой.
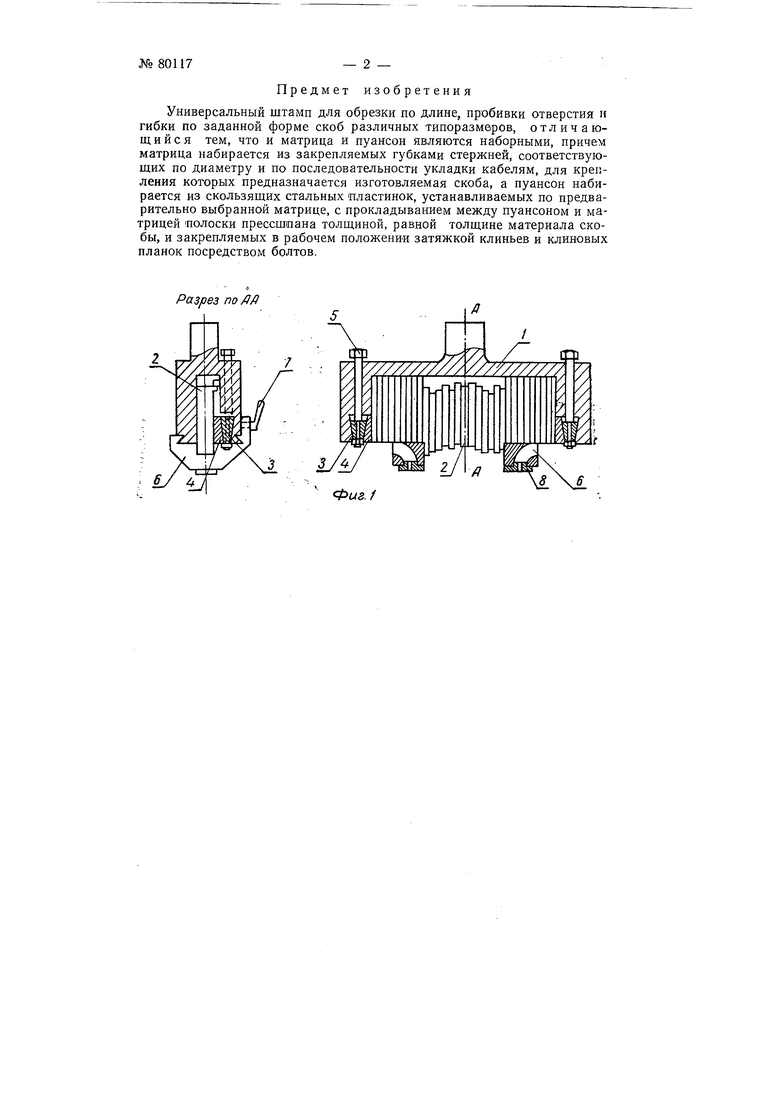
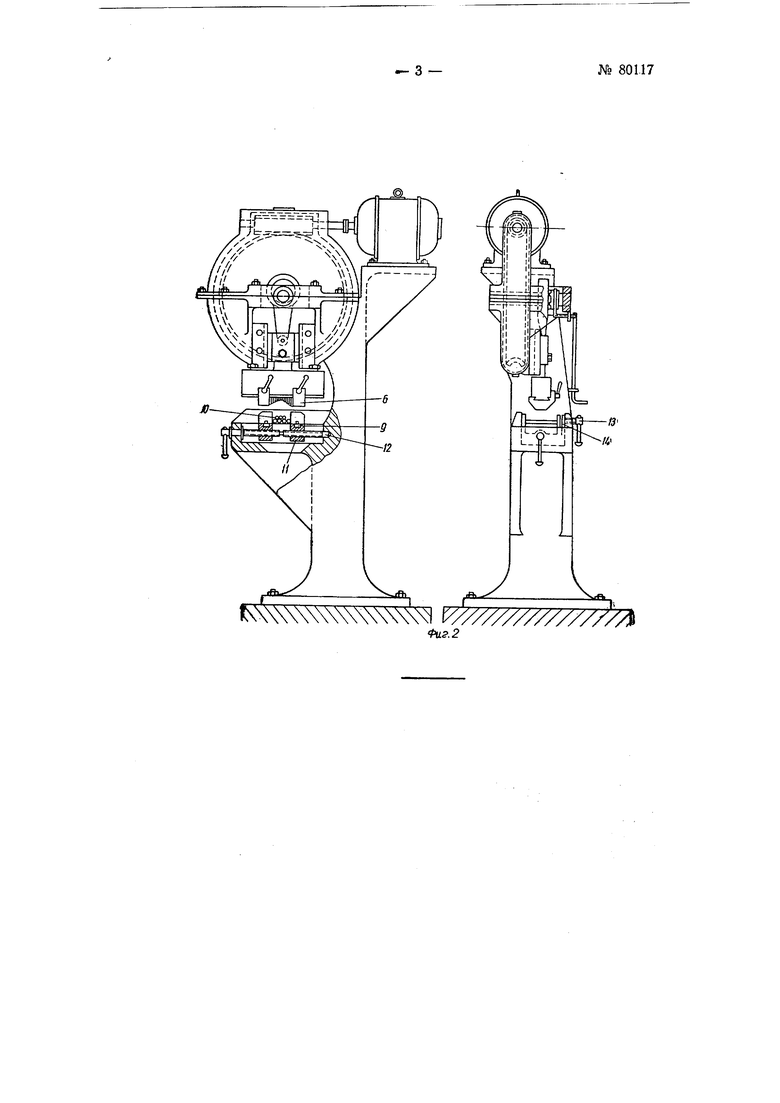
На фиг. 1 изображен пуансон штампа в разрезе; на фиг. 2 - пресс с установленным на пем штампом в двух проекциях.
Пуансон штампа состоит из корпуса /, вставленных в него скользящих стальных пластинок 2, клиньев 5, клиновых планок 4, болтов 5, затягиваюших клинья, колодок 6, перемещаюшихся вдоль корпуса по направляюшим, имеющим форму ласточкиного хвоста и закрепляющихся ручкой 7, и обрезных ножей 8 с отверстиями, в которые при щтамповке входят пробивные штифты 9. В качестве матрицы штампа используются стержни 10, по количеству и диаметру соответствующие кабелям, для крепления которых предназначается изготовляемая скоба.
При настройке щтампа стержни укладывают на стол пресса в том же порядке, в каком будут уложены кабели, для которых готовят скобу, и закрепляют губками // прн помоши винта 12 с правой и левой резьбой. С торца стержни закрепляют винтом 13, нажимающим на пластину 14. На колодках 6 укрепляют обрезной нож 8, опускают еуансон и, перемещая колодки, устанавливают нож по штифтам 9 на губках 11. Между inyaHCOHOM и матрицей кладут прессшпановую прокладку, имеющую толщину, равную толщине заготовки для скоб и обжимают ее по стержням. Затем отвертывают болты 5 и ослабляют клинья 5. Пластинки 2 соскальзывают вниз и ложатся на прокладку, причем контур, образуемый ИХ торцами, воспроизводит контур стержней. В этом положении пластинки 2 закрепляют, поднимают пуансон, вынимают прокладку к приступают к щтамповке скоб.
Предмет изобретения
Универсальный штамп для обрезки по длине, пробивки отверстия и гибки по заданной форме скоб различных типоразмеров, отличающийся тем, что и матрица и пуансон являются наборными, причем матрица набирается из закрепляемых губками стержней, соответствующих по диаметру и по последовательности укладки кабелям, для крепления которых предназначается изготовляемая скоба, а пуансон набирается из скользящих стальных пластинок, устанавливаемых по предварительно выбранной матрице, с прокладыванием между пуансоном и матрицей ПОЛОСКИ прессшоана толщиной, равной толщине материала скобы, и закрепляемых в рабочем положении затяжкой клиньев и клиновых планок посредством болтов.
:/1 /g
СП
У// ///////////.
71
| название | год | авторы | номер документа |
|---|---|---|---|
| Переналаживаемый гибочный пуансон для получения П-образных деталей с отогнутыми концами | 1983 |
|
SU1162528A1 |
| Штамп совмещенного действия для гибки и обрезки деталей | 1980 |
|
SU931261A1 |
| Штамп для пробивки отверстий в полосовом и ленточныом материале | 1977 |
|
SU622542A1 |
| Штамп для обрезки облоя горячештампованных поковок | 1986 |
|
SU1523239A1 |
| Комбинированный штамп | 1980 |
|
SU969407A1 |
| Штамп совмещенного действия | 1985 |
|
SU1269891A1 |
| Обрезной штамп | 1986 |
|
SU1329879A1 |
| ПОСЛЕДОВАТЕЛЬНЫЙ ШТАМП ДЛЯ ПРОБИВКИ, ОБРЕЗКИ И ПРАВКИ ПОКОВОК ТОРЦОВЫХ ГАЕЧНЫХ КЛЮЧЕЙ | 2002 |
|
RU2251466C2 |
| Штамп для обрезки облоя и пробивки отверстий в отливках, полученных литьем под давлением | 1987 |
|
SU1470448A1 |
| Штамп совмещенного действия | 1984 |
|
SU1196079A1 |