2. Переналаживаемый пуансон по п. 1, отличающийся тем, что каждый механизм изменения положения боковых элементов относительно рабочего торца пуансона выполнен в виде пары клиньев с вершинами в форме гребенок, установленных одна в другой, с направляющими выступами, размещенными в направляющих пазах
28
опорной планки, и с резьбовыми отверстиями, выполненными вдоль направляющих выступов, а также дополнительного ходового винта, установленного в резьбовых отверстиях клиньев, при этом каждый клин имеет клиновую поверхность, обращенную к колодке, а на колодке выполнены соответствующие клиновые поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ ВЫТЯЖНОЙ ШТАМП | 1992 |
|
RU2025170C1 |
| Переналаживаемый штамп для @ -образной гибки | 1981 |
|
SU1011301A1 |
| Патрон токарный переналаживаемый | 1987 |
|
SU1510998A1 |
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |
| Универсальный штамп для обрезки по длине, пробивки отверстий и гибки по заданной форме скоб различных типоразмеров | 1948 |
|
SU80117A1 |
| Штамп для изготовления изделий с лезвиями типа рабочих органов сельскохозяйственных машин | 1983 |
|
SU1123783A1 |
| Штамп с устройством для выталкивания изделий | 1990 |
|
SU1734909A1 |
| ЩЕТКА ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 1991 |
|
RU2030164C1 |
| Вайма для сборки рамок корпусов струнных музыкальных инструментов | 1987 |
|
SU1444146A1 |
| Штамп для гибки и отрезки выводов радиоэлементов | 1982 |
|
SU1078679A1 |
1. ПЕРЕНАЛАЖВАЕМЫЙ ГИБОЧНЫЙ IFAHCOH ДЛЯ ПОЛУЧЕНИЯ П-ОБРАЗНЫХ ДЕТАЛЕЙ С ОТОГНУТЫМИ КОНЦАМИ, со- , держащий жестко связанные между собой средние и боковые элементы, а также механизм изменения расстоя-t| шш ния между боковыми элементами, включающий ходовой винт с правой и левой резьбой на концах и установленные на ходовом винте колодки, отлич ающийся тем, что, с целью расширения номенклатуры изготавливаемых изделий и сокращения времени на переналадку, он снабжен симметрично установленными относительно оси пуансона механизмами изменения положения боковых элементов относительно рабочего торца пуансона, взаимодействующими с соответствующей колодкой механизма изменения расстояния между боковыми элементами, средние элементы выполнены в виде набора сменных пластин, а на (Л боковых элементах выполнены опорные выступы с направляющими пазами. f /
1
Изобретение относится к щтамповке еталлов давлением, в частности к снастке для листовой штамповки.
Цель изобретения - расширение оменклатуры изготавливаемых изде- 5 ИЙ и сокращение времени на neperiaадку.
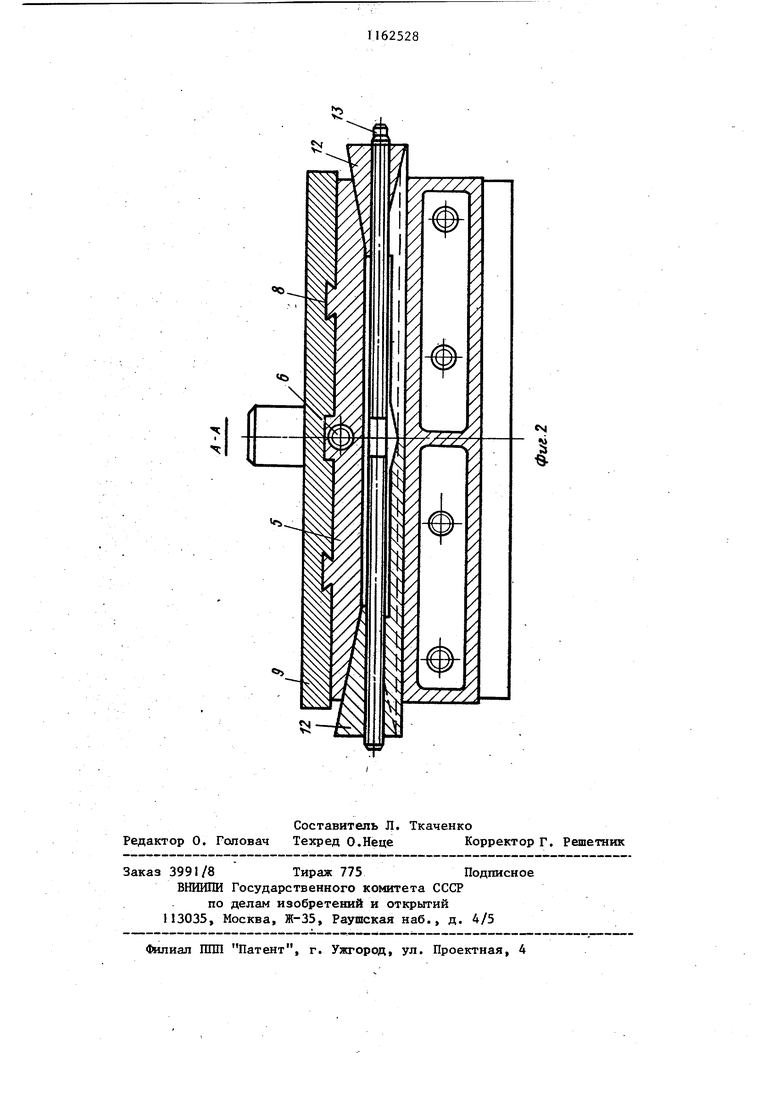
На фиг. 1 показан штамп, в котором может быть использован предлагаемый пуансон; на фиг. 2 - разрез А-А на фиг. 1.
Переналаживаемый пуансон содержит средние элементы 1 в виде сменных пластин и боковые элементы 2 для отгибки концов И-образных изделий, 15 жестко связанные между собой в нижней части болтами 3. В верхней частл средние элементы поджимаются через пластины 4 колодками 5 механизма изменения расстояния между 20 боковыми элементами, включакицим также ходовой винт 6 с левой и правой резьбой на концах и кольцевым выступом 7 в средней части, связывающий колодки 5, установленные в на- 25 правляющих 8 подвижной плиты 9. На боковых элементах 2 выполнены опорные выступы 10 с направлякнцими пазами 11, в которых установлены своими выступами клинья 12 механизмор изме- 30 нения положения бокощьтх элементов ототносительно рабочего торца пуансона. Клинья 12 имеют форму гребенок и установлены одни в другом для исключения прогиба средней части боко- 35 вого элемента. В клиньях 12 выполнены резьбовые отверстия дпяустановки дополнительных ходовых винтов 13.
На колодках 5 выполнены клиновые поверхности, аналогичные клиновым 40 поверхностям клиньев 12.
Пластины 4 за плечики 14 поджимают клинья 12 к колодкам 5,- крепятся к колодкам 5 винтами 15.
Пуансон перенастраивают на другой типоразмер следукндим образом.
Производят набор средних элементбв до заданного размера, вставляют между боковыми элементами 2- и зажимают с помощью винта 6 и болтов 3. Вращением дополнительных винтов 13 осуществляют регулирование положения боковых элементов 2 относительно рабочего торца пуансона. Пуансон устанавливают на ползун пресса. Одновременно устаналивают и неподвижную плиту штампа с матрицей, например попиуретановой. Перемещением ползуна пресса осуществляют гибку детали П-образной по форме с отогнутыми концами, при этом ширина средней части детали соответствует толщине набора пластин, а высота - расстоянию боковых элементов от рабочего торца пуансона.
Применение предлагаемого пуансона позволяет расширить его технологические возможности и сократить время на переналадку другого типоразмера детали. Например, для изготовления деталей с размерами по высоте и пшрине от 4 до 30 мм с интервалом 1 мм необходимо иметь единиц по ширине и единиц по высоте для каждой ширины. Итого потребуется 26 X 26 676 пуансонов.
В комплекте данного штампа достаточно иметь для изготовления такого количества деталей (676) шесть сменных пластин с размерами по толщине 4,5,6,7,8 и 9 мм.
| Фойгельман Г | |||
| А | |||
| Альбом конструкций универсальных штампов блоков и узлов для холодной штамповки | |||
| М., Машиностроение,.1980, с | |||
| Деревянный торцевой шкив | 1922 |
|
SU70A1 |
| Пуансон для гибки деталей типа скоб | 1981 |
|
SU988408A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
