(54) АВТОМАТ ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ ДЕТАЛЕЙ ТИПА ДИСКОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Контрольно-сортирующий автомат для плоских деталей типа шайб | 1980 |
|
SU902867A1 |
| Контрольно-сортирующий автомат для плоских деталей типа шайб | 1983 |
|
SU1087205A1 |
| АВТОМАТ ДЛЯ СОРТИРОВКИ ДЕТАЛЕЙ | 1968 |
|
SU221319A1 |
| Автомат для контроля линейных параметров дисков фрикционов | 1975 |
|
SU766670A1 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ АВТОМАТ | 2006 |
|
RU2317156C2 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ ИЗДЕЛИЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ, ИМЕЮЩИХ КОНИЧЕСКУЮ ЧАСТЬ | 2018 |
|
RU2698085C1 |
| Автомат для контроля и сортировки тел вращения | 1977 |
|
SU716641A1 |
| УСТРОЙСТВО ДЛЯ СОРТИРОВКИ ПЛОСКИХ ДЕТАЛЕЙ | 1992 |
|
RU2060841C1 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ АВТОМАТ ДЛЯ КОНТРОЛЯ | 1972 |
|
SU358030A1 |
| Автомат для контроля и сортировки гнезд штепсельных разъемов | 1989 |
|
SU1743654A1 |
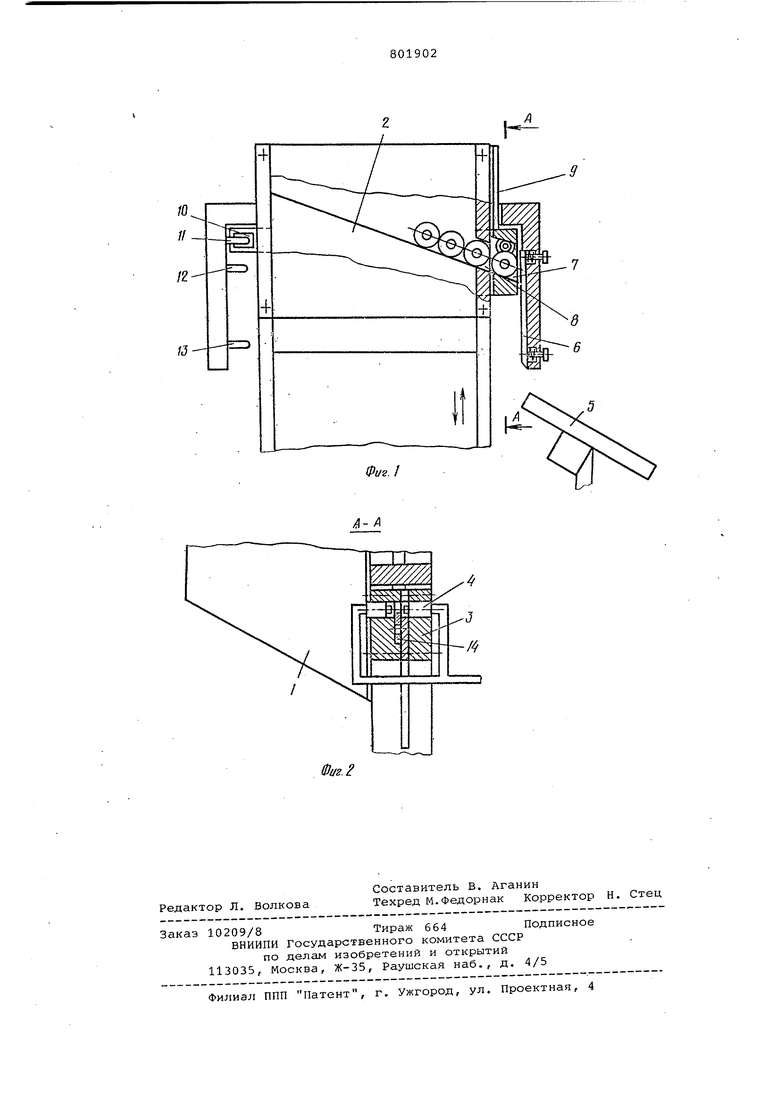
Изобретение относится к измерите ной технике, в частности к автоматическим устройствам, предназначенным для контроля и сортировки преим щественно плоских деталей типа шайб по толщине и разнотолцинности. Известны контрольно-сортировочны автоматы, содержащие бункерное загрузочное устройство, измерительное устройство с пневматическими соплам устройство сортировки и блок управления устройством сортировки l. Недостатком этих автоматов является сложность их конструкции, обус ловленная наличием питателя и транс портирующих устройств как промежуточных звеньев. Кроме того, в таких автоматах для обеспечения движения деталей в процессе их контроля применяются, например, обрезиненные ролики. Цель изобретения - упрощение конструкции автомата. Указанная цель достигается тем, что предлагаемый автомат, содержащий загрузочный бункер со щелевым выходным окном, измерительное устройство с двумя измерительными пневмосоплами и сортировочное устройство, имеет подпружиненную фрик-циоиную планку. установленную напротив выходного окна загрузочного бункера, последний снабжен шибером с наклонной верхнеГг плоскостью, установленным с возможностью вертикального перемещения, а измерительное устройство состоит Из корпуса со сквозной наклонной щелью, обращенной к выходному окну бункера, и пневмосоплами в боковых стенках, при этом корпус измерительного устройства жестко связан с шибером и размещен между бункером и фрикционной планкой, а его наклонная щель в верхнем положении расположена напротив выходной щели бункера. На фиг. 1 изображен автомат, общий вид; на фиг. 2 - сечение А-А на фиг.1. Автомат состоит из бункерного загрузочного устройства 1 с подающим шибером 2, совершающим вертикальное возт вратно-поступательное движение, измерительного устройства 3 с пневматическими соплами 4, сортировочного 5 устройства. Измерительное устройство 3 жестко связано с шибером 2. Подпружиненная фрикционная планка 6 установлена напротив выходной щели 7 измерительного устройства 3. При верхнем положении шибера 2 приемная
сторона щели совпадает с выходной щелью .8 загрузочного устройства 1. На измерительном устройстве 3 имеется ограничитель 9, прикрывающий выходную щель 8 загрузочного устройства 1 при движении шибера 2 вниз. На противоположной стороне шибера 2 установлен магнит 10, а на загрузочном, устройстве 1 установлены магнитоуправляемые контакты 11, 12 и 13, предназначенные для синхронизации работы блока управления (не показан)
Автомат работает следующим образом.
При верхнем положении шибера 2 контролируемая деталь 14, скатываясь по наклонной плоскости шибера 2, через выходную щель 8 загрузочного устройства 1 попадает в щель 7 измерительного устройства 3. Одновременно полем магнита 10 замыкается магнитоуправляемый контакт 11« сброса, который приводит схему блока управления в исходное состояние. При движении шибера 2 вниз деталь 14 входит в промежуток между пневматическими соплами 4 и полем магнита 10,замыкается контакт 12, определяющий начало измерения. В процессе дальнейшего движения шибера 2 вниз контролируемая деталь 14 обкатывается по .плоскости фрикционной планки б, чем обеспечивается непрерывный контроль толщины детали 14. После замыкания контакта 13 измерение заканчивается и блок управления приводит в действие сортировочное устройство. При нижнем положении шибера 2 деталь 14 беспрепятственно скатывается в устройство 5.
Простота конструкции, обусловленная отсутствием питателя и транспортирующего устройства как промежуточных звеньев, применением подпружиненной фрикционной планки для обеспечения вращения детгши в процессе контроля значительно сокргицает затраты на проектирование и изготовление автоматов, предназначенных для контроля и сортировки плоских деталей типа -шайбы.
Формула изобретения
Автомат для контроля и сортировки деталей типа дисков, содержапщй заг. рузочный бункер со щелевым выходным
5 окном, измерительное устройство с двумя измерительными пневмосоплами и сортировочное устройство, отличающийся тем, что, с целью упрощения конструкции автомата, он
0 имеет подпружиненную фрикционную
планку, установленную напротив выходного окна загрузочного бункера, последний снабжен шибером с наклонной верхней плоскостью, установленным с возможностью вертикального перемещения, а измерительное устройство состоит из корпуса со сквозной наклонной щелью, обращенной к выходному окну бункера, и пневмосоплами в боковых стенках, при этом корпус
0 измерительного устройства жестко связан с шибер.ом и размещен между бункером и фрикционной планкой, а его наклонная щель в верхнем положении расположена напротив выходной щели
5 бункера.
Источники информации, принятые во внимание при экспертизе
п (прототип).
Фиг.
