1
Изобретение относится к обработке метсшлов давлением, а именно к инструменту для упрочнения резьбы.
Известен инструмент для обработк резьбовых поверхностей выглаживание выполненный в виде конуса, прямолинейная образующая которого при работе сопрягается с поверхностью обрабатываемой детали ij
Инструмент может быть использован для обработки боковых поверхностей резьб с различными шагами. .Недостатками этого инструмента являются однЬсторонная нагрузка, делающая невозможным приложение достаточных усилий, особенно при крупных шагах обрабатываемых резьб, и сложная система установки инструмента по обрабатываемой поверхности. Кроме того, необходима раздельная обработка обеих сторон профиля резьбы.
Известен такжеролик для упрочнения резьбовых поверхностей, состоящий из обращенных одна к другой основаниями конусных поверхностей и промежуточной цилиндрической поверхности 2 .
В работе одновременно участвуют обе конусные поверхности, что обеспечивает высокую производительность обработки, самоустановку ролика по обрабатываемой поверхности и возможность приложения достаточно больщих усилий. Обработка таким роли-i ком возможна как со свободным вращением его вокруг оси (накатывание) , так и с фиксированием его от проворота (выглаживание). При этом ролики изготавливаются из износостойкого материала, например из метсшлокерамических сплавов.
Однако такой ролик неуниверсален, т.е. его нельзя использовать для обработки резьб с различными шагами, так как формы впадины резьб с различными шагами отличаются одна от другой шириной площадки по внутренКему диаметру.
Цель изобретения - расширение технологических возможностей, заключающееся в возможности обработки одним роликом резьб различных шагов.
Поставленная цель достигается тем что цилиндрическая поверхность ролик выполнена эксцентрично относительно конусных. Конусные поверхности выполнены с направленными по образующим деформирующими выступами.
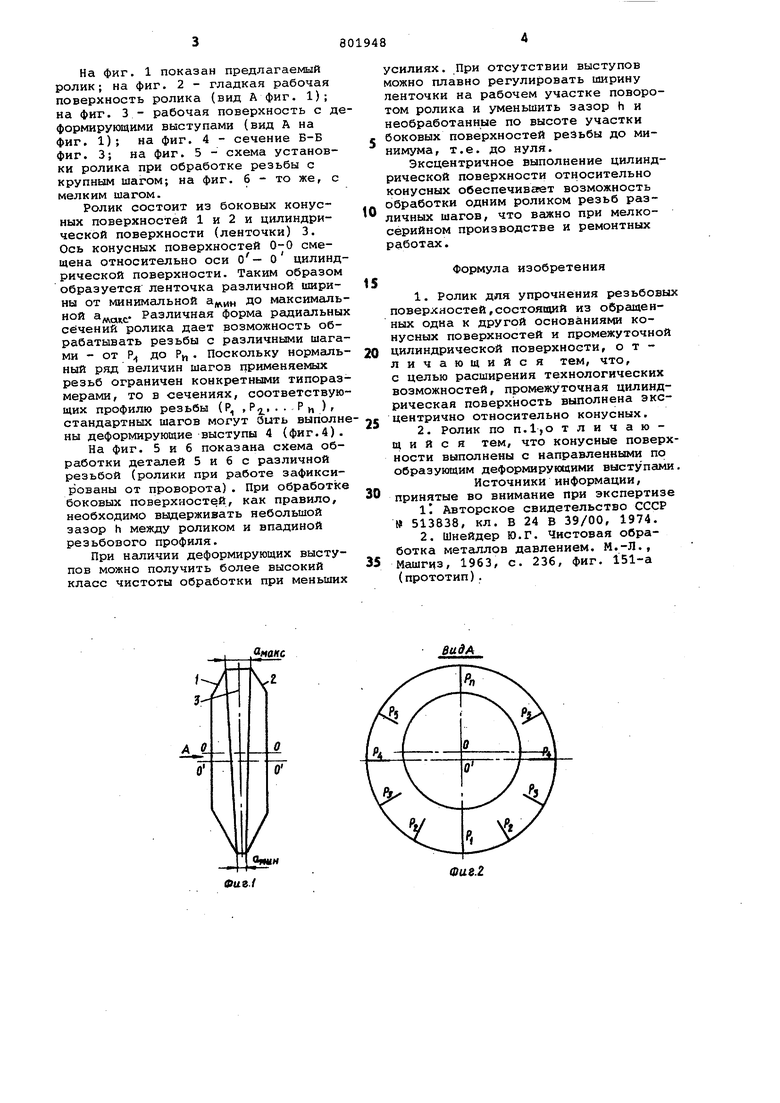
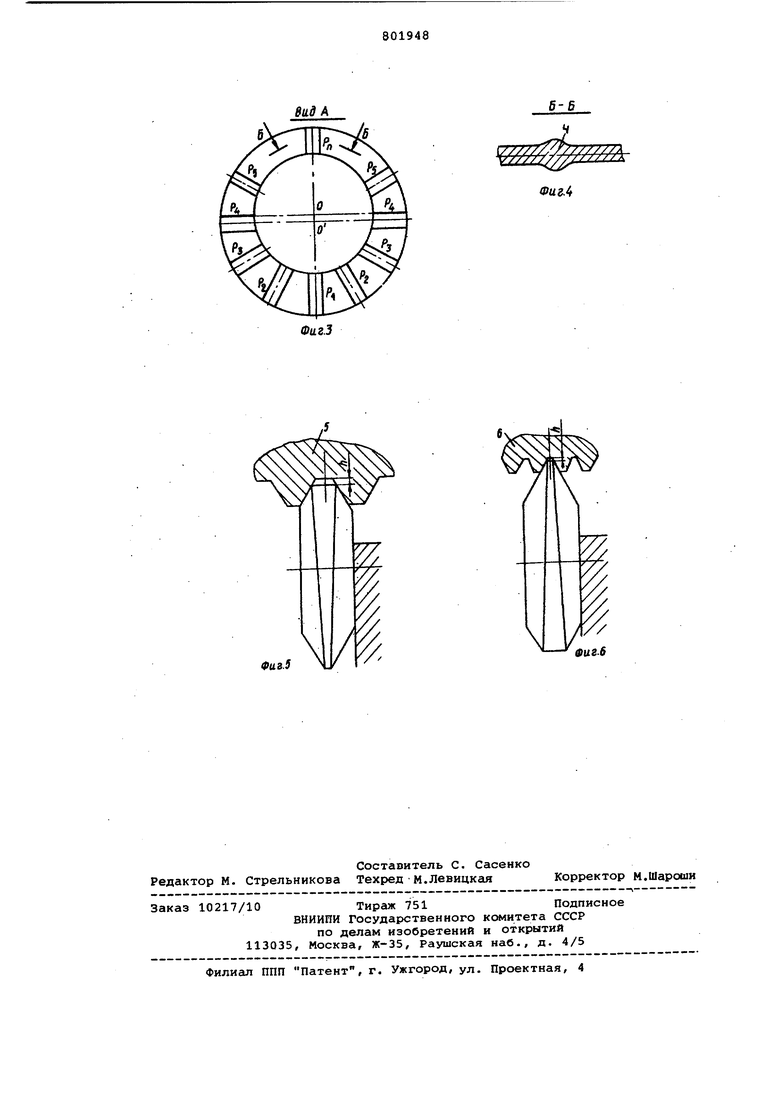
На фиг. 1 показан предлагаемый ролик; на фиг. 2 - гладкая рабочая поверхность ролика (вид А фиг. 1); на фиг. 3 - рабочая поверхность с деформирующими выступами (вид А на фиг. 1); на фиг. 4 - сечение Б-Б фиг. 3; на фиг. 5 - схема установки ролика при обработке резьбы с крупным шагом; на фиг. б - то же, с мелким шагом.
Ролик состоит из боковых конусных поверхностей 1 и 2 и цилиндрической поверхности (ленточки) 3. Ось конусных поверхностей 0-0 смещена относительно оси О- о цилиндрической поверхности. Таким образом образуется ленточка различной ширины от минимальной а до максимальной SLffOk c. Различная форма радиальных сечений ролика дает возможность обрабатывать резьбы с различными шагами - от Р до РИ . Поскольку нормальный ряд величин шагов применяемых резьб ограничен конкретными типоразмерами, то в сечениях, соответствующих профилю резьбы (Р , Р, . . Р у ) , стандартных шагов могут бить выполнены деформирующие выступы 4 (фиг.4).
На фиг. 5 и 6 показана схема обработки деталей 5 и 6 с различной резьбой (ролики при работе зафиксированы от проворота). При обработке боковых поверхностей, как правило, необходимо выдерживать небольшой зазор h между роликом и впадиной резьбового профиля.
При наличии деформирующих выступов можно получить более высокий класс чистоты обработки при меньших
усилиях. При отсутствии выступов можно плавно регулировать ширину ленточки на рабочем участке поворотом ролика и уменьшить зазор h и необработанные по высоте участки боковых поверхностей реЭьбы до минимума , т.е. до нуля.
Эксцентричное выполнение цилиндрической поверхности относительно конусных обеспечивает возможность обработки одним роликом резьб различных шагов, что важно при мелкосерийном производстве и ремонтных работах.
Формула изобретения
1.Ролик для упрочнения резьбовы поверхностей,состоящий из обращенных одна к другой основаниями конусных поверхностей и промежуточной цилиндрической поверхности, отличающийся тем, что,
с целью расширения технологических возможностей, промежуточная цилиндрическая поверхность выполнена эксцентрично относительно конусных.
2.Ролик по п.1,0 т л и ч а ю щ и и с я тем, что конусные поверхности выполнены с направленными по образующим деформирующими выступами
Источники информации, принятые во внимание при экспертизе
ll Авторское свидетельство СССР № 513838, кл. В 24 В 39/00, 1974.
2. Шнейдер Ю.Г. Чистовая обработка металлов давлением. М.-Л., Машгиз, 1963, с. 236, фиг. 151-а (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для выглаживания резьбы | 1980 |
|
SU893355A1 |
| Деформирующий метчик | 1978 |
|
SU721206A1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ ВИНТОВ | 2006 |
|
RU2320470C1 |
| Инструмент для планетарного накатывания резьбы с осевым колебанием формообразующей поверхности | 2015 |
|
RU2612857C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОВЕРХНОСТЕЙ С ЧЕРЕДУЮЩИМИСЯ ВЫСТУПАМИ И ВПАДИНАМИ (ВАРИАНТЫ) И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2044606C1 |
| Сборный инструмент для планетарного накатывания резьбы с осевым колебанием формообразующей поверхности | 2015 |
|
RU2613002C1 |
| Устройство для поверхностно-упрочняющей обработки | 1991 |
|
SU1794634A1 |
| СБОРНАЯ ПЛАШКА | 1992 |
|
RU2043883C1 |
| Инструмент для обработки цилиндрических отверстий поверхностным пластическим деформированием | 1978 |
|
SU768615A1 |
| СПОСОБ УПРОЧНЕНИЯ КРУПНЫХ РЕЗЬБ | 2007 |
|
RU2355552C1 |
e«o/fc
А0,
Фиг./
Вид А
Фиг.2
вид А
5-5
Фиг.4
Фиг.
