Правление, но разную величину конусности, причем участок 5 имеет конусность, вдвое превышающую конусность деформирующих роликов 2. Участок 4 опорного элемента выиолнен в виде кольцевого выстуиа, а половина угла при вершине конуса участка 4 меньше половины угла при вершине конуса участка 5 на величину угла вдавливания а.. На, сепараторе 3 установлен с йбзмбжностЬю вращения упор 6. В нерабочем положении инструмента сепаратор 3 поджат пружиной 7 через щайбу 8 к подщипнику 9. Установка инструмента на размер при осевой подаче роликов 2 производится с помощью гайки 10, а при радиальной подаче роликов - с помощью гайки И.
Инструмент работает следующим образом.
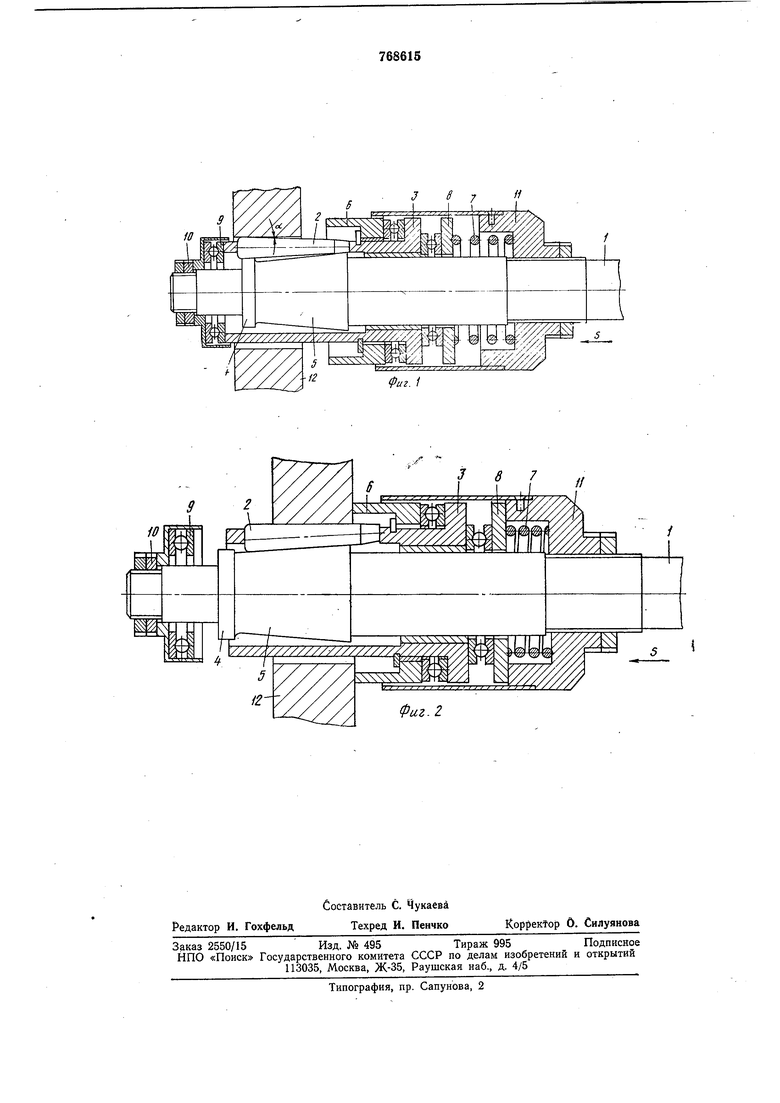
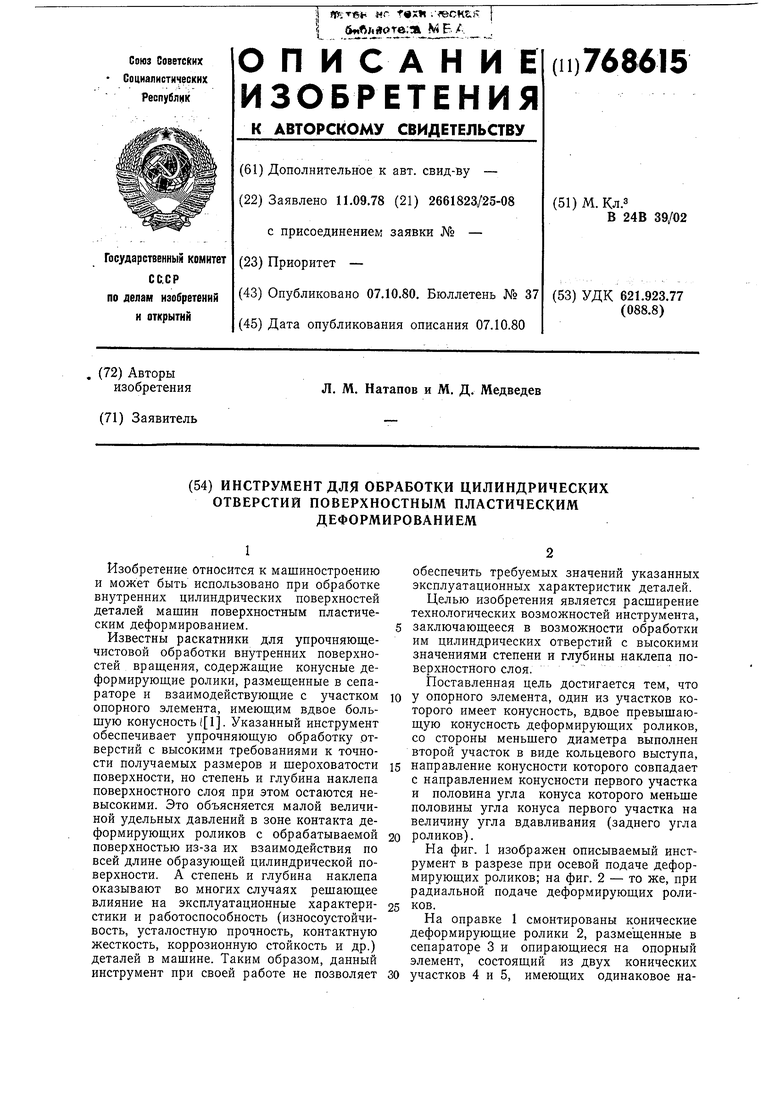
В исходном положении инструмента деформирующие ролики 2 опираются передним концом на участок 4 опорного элемента, выполненный в виде кольцевого выступа, а задний их конец поддерживается участком 5. При таком положении деформирующих роликов 2 между ними и обрабатываемой поверхностью заготовки 12 имеется угол вдавливания а (см. фиг. 1). Находясь в таком положении, при осевой подаче 5 инструмента деформирующие ролики 2 накатывают поверхность отверстия заготовки. При этом осевое усилИе накатывания воспринимается пружиной 7. После выхода роликов из отверстия (т. е. после обработки его на всю глубину) и дальнейшей осевой подаче 5 оправки 1 упор 6 начинает взаимодействовать с торцом обрабатываемой заготовки 12. При этом сепаратор 3 с роликами 2 останавливаются, а оправка 1 с опорным элементом продолжают осевое перемещение, сжимая пружину 7; между сепаратором 3 и подщипником 9 появляется зазор. В результате ролики 2, скользя по кольцевому выступу 4 опорного элемента, сначала раздвигаются на больщий диаметр, а затем, при дальнейшем осевом перемещении оправки 1, прекращают контактировать с кольцевым выступом 4, попадают во впадину, находящуюся за выступом 4 и начинают взаимодействовать только с участком 5 опорного элемента. При этом за счет разных углов при вершине конусов участков 4 и 5 рОлИкИ 2 развбрачиваютсй на угол вдавливания а и их образующие становятся параллельными образующими обрабатываемого отверстия заготовки 12. При Дальнейшей осевой подаче оправки 1 ролики 2 снова раздвйгаются, осуществляется раскатыванне отверстия уже с радиальной подачей. После достижения определенного размера отверстия и упора торца гайки 10 в шайбу 8 осевое перемещение оправки 1 прекраш.ают, а затем при обратном ее движении выводят инструмент из обработанного отверстия. При этом отвод роликйв от обрабатываемой поверхности осуществляется в обратной последовательиости. Предложенный инструмент за счет повышения степени и глубины наклепа поверхностного слоя цилиндрических отверстий деталей позволяет значительно улучшить работоспособность и эксплуатационные характеристики при их работе в машине.
Формула изобретения
Инструмент для обработки цилиндрических отверстий поверхностным пластическим деформированием, содержащий конические деформирующие ролики, размещенные в сепараторе п взаимодействующие с участком опорного элемента, имеющим вдвое больщую конусность, отличающ и и с я тем, что, с целью расщирения технологических возможностей, у опорного элемента со стороны меньщего диаметра выполнен второй участок в виде кольцевого выступа, направление конусности которого
совпадает с направлением конусности первого участка и половина угла конуса которого меньше половины угла конуса первого участка на величину угла вдавливания роликов.
Источники информации,
принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 351683, кл. В 24В 39/02, 1969.
iO
//
| название | год | авторы | номер документа |
|---|---|---|---|
| Раскатка для упрочняюще-чистовой обработки поверхностей | 1977 |
|
SU712237A1 |
| Раскатка для упрочняюще-чистовой обработки поверхностей | 1986 |
|
SU1339009A2 |
| Устройство для обкатки зубьев зубчатых колес | 1977 |
|
SU737087A1 |
| Роликовая накатка | 1990 |
|
SU1754425A1 |
| Устройство для отделочно-упрочняющей обработки | 1990 |
|
SU1764970A1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ОДНОВРЕМЕННОЙ РАСТОЧКИ И РАСКАТКИ ОТВЕРСТИЙ | 1993 |
|
RU2074085C1 |
| Инструмент для накатывания поверхно-СТЕй КОНцЕВыХ учАСТКОВ издЕлий | 1978 |
|
SU844251A1 |
| Раскатка для обработки конических поверхностей | 1990 |
|
SU1749008A1 |
| Торцовая накатка | 1990 |
|
SU1731612A1 |
| Расточная головка-раскатка | 1977 |
|
SU814580A1 |