(54) УСТАНОВКА ДЛЯ ПГОПИТКИ СТГОИТЕЛЬНЫХ ИЗДЕЛИЙ
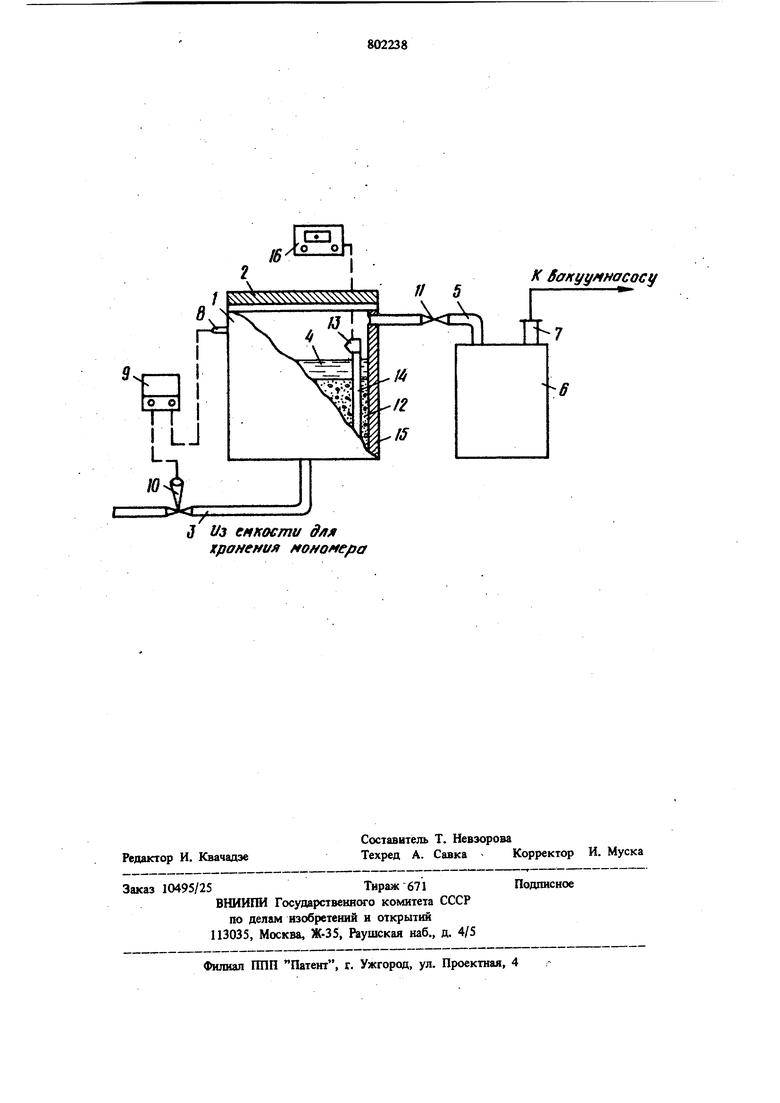
воде 3. На вакуумной линии 5 установлен обратный клапан 11. Внутри камеры имеется волновод 12, соединенный с акустическим датчиком 13 и пропитываемое изделие 14. Камера со всех сторон окружена звукоизоляционным материалом 15. Для преобразования . сигналов акустического датчика 13 в нужную информацию установка снабжена контрольноизмерительным оборудованием 16.
Установка работает следующим образом.
В пропиточную ванну 1 загружают бетонное изделие 14, устанавливают волновод 12 с акустическим датчиком 13 и закрывают ванну герметичной крышкой 2. Процесс вакуумирования проводят в течение определенного времени в пропиточной ванне 1 и емкости 6 до остаточного давления 15-20 мм рт. ст. По окончании вакуумирования вакуум-насос выключают и из емкости хранения мономера по трубопроводу 3 в пропиточную ванну 1 подают пропиточньщ состав 4. Процесс пропитки заканчивается при остаточном давлении 40-60 мм рт. ст. Датчик уровня 8 через автоматический регулятор 9 перекрывает клапан 10 и подача пропиточного состава в пропиточную ванну 1 прекращается. На вакуумной .линии 5 установлен обратный клапан 11, который в случае отказа автоматического регулятора 9 предотвратит попадание пропиточного состава 4 по вакуумной линии 5 в емкость 6. Одновременно с заполнением вану ны пропиточным составом включают контрольно-измерительное оборудование 16. Оснащение камеры волноводом 12 с акустическим датчиком 13 при наличии звукоизоляционного покрытия 5 позволяет проводить акустический контроль за процессом пропитки. Процесс пропитки проводят в течение определенного времени в зависимости от геометрических размеров
изделия. Избыток мономера 4 сливают и проводят термокаталитическую полимеризацию мономера до полного превращения мономера в полимер. Затем изделие 14 извлекают из пропиточной ванны 1 и отправляют иа склад готовой продукции.
При проведении процесса пропитки без емкости остаточное давление в пропиточной ванне падает в 55-60 раз, что приводит к резкому
0 уменьщению степени пропитки, снижению прочности на 25% и повыщению водопоглощеиня на 22% по сравнению с процессом пропитки, при котором применяют емкость.
Использование емкости при пропитке стро5 ительных изделий позволяет проводить процесс на заданном уровне остаточного давления, что, в свою очередь, приводит к значительному повышению качества изделии и его физикемехан11ческих характеристик.
Формула изоб ре тения
Установка для пропитки строительных изде5 ЛИЙ по авт. св. № 514798, отличающаяся тем, что, с целью повышения качества изделия за счет поддержания остаточного давления на заданном уровне в пропиточной ванне, она снабжена емкостью, объем которой превышает объем свободного пространства пропиточной ванны, щжчем последняя соединена с емкостью посредством вакуумной линии с обратным клапаном, смонтированной в верхней части пропиточной ванны. Источники информации, принятые во внимание при экспергаэе
1. Авторское свидетельство СССР N 514798, кл. С 04 В 41/22, 1975.
J Уз емкости дал хранения ftoHOftefia
К Вакуумнасосу
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для пропитки бетонных и железобетонных изделий | 1980 |
|
SU887543A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2002 |
|
RU2231196C2 |
| СПОСОБ СУШКИ И ПРОПИТКИ ДРЕВЕСИНЫ | 2004 |
|
RU2279022C1 |
| Установка для пропитки строительных изделий | 1975 |
|
SU514798A1 |
| СПОСОБ СУШКИ И ПРОПИТКИ ДРЕВЕСИНЫ | 2007 |
|
RU2336475C1 |
| Установка для пропитки строительных изделий | 1986 |
|
SU1386470A1 |
| Способ изготовления постоянных магнитов | 1980 |
|
SU957285A1 |
| УСТАНОВКА И СПОСОБ ПРОПИТКИ ОБМОТОК СТАТОРОВ АСИНХРОННЫХ ВСПОМОГАТЕЛЬНЫХ ЭЛЕКТРОДВИГАТЕЛЕЙ | 2008 |
|
RU2361349C1 |
| СПОСОБ СУШКИ И ПРОПИТКИ ДРЕВЕСИНЫ | 2007 |
|
RU2351860C2 |
| СПОСОБ ПРОПИТКИ ДЛИННОМЕРНОГО НАПОЛНИТЕЛЯ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2145922C1 |