(54) СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ ТРУБ
трубы, лежащего симметрично по обе стороны от шва в пределах ± 100°..
- При изготовлении трубы на трубоэлектросварочных агрегатах со сваркой продольным швом заключающийся в процессах формовки трубной заготовки из полосы и сварки, в металле трубы механические свойства ухудшаются по сравнению с исходным металлом по причинам термического воздействия сварки в зоне щва и околошовной зоне и при деформации полосы в формовочном стане. При этом деформация по ширине формуемой в трубную заготовку полосы распределяется крайне неравномерно, от минимальной в среднем сечении полосы до максимальной к ее краям. Кроме того,, механические свойства шва и околошовной зоны ухудшены вследствие термического влияния тепла, вьщелившегося при сварке. В связи с этим для исправления механических свойств различных участков металла трубы .по предлагаемому способу применяют разные виды термообработки - нормализацию шва и околошовной зоны с нагревом до 950-1050° С и отпуск части трубы с нагревом до 650-700°С. Учитывая разную степень деформации по периметру трубы, отпуску достаточно подвергать только прилежащие к околошовной зоне -участки трубы и пределах сектора, лежащего симметришо по обе стороны от шва на ± 100°. Нагрев производят
одновременно в одном индукторе, имеющем секторы для нагрева шва и околошовной зоны, и для нагрева остальной части трубы в указанных пределах.
Пример осуществления способа.
Труба, сваренная продольным швом, подается на участок термообработки и перемацается под индуктором, в котором осуществляется одновременный и дифференцированный по температуре нагрев частей трубы, подлежащих термообработке. Шов и околошовная зона, составляюцая не менне четырех толщин трубы, подвергаются нормализации с нагревом до 950-1050°С, а прилежащие к околощовной зоне участки трубы в пределах ± 100° от оси щва подвергаются отпуску с нагревом до 650-700°С. Далее следует Охлаждение трубы на воздухе.
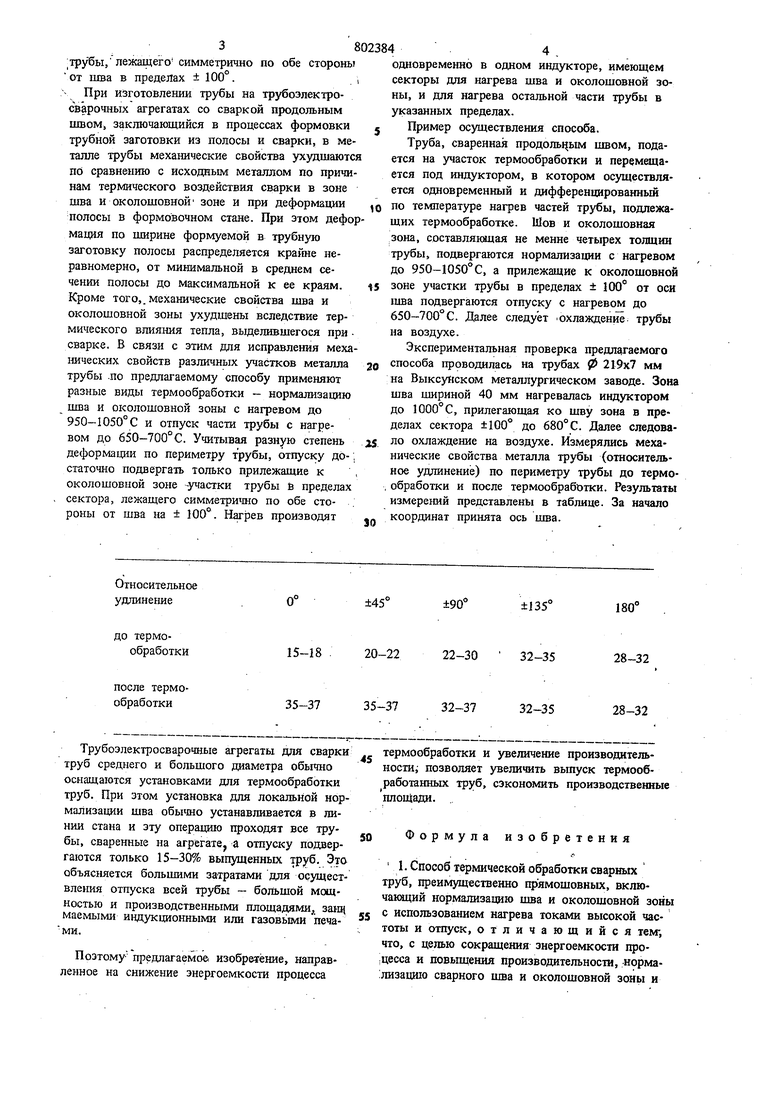
Экспериментальная проверка предлагаемого способа проводилась на трубах 0 219x7 мм на Выксунском металлургическом заводе. Зона шва шириной 40 мм нагревалась индуктором до 1000°С, прилегающая ко шву зона в пределах сектора ±100° до 680°С. Далее следовало охлаждение на воздзосе. Измерялись механические свойства металла трубь (относительное удлинение) по периметру трубы до термо, обработки и после термообработки. Результаты измере1Шй представлены в таблице. За начало координат принята ось шва.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ | 1992 |
|
RU2034050C1 |
| Способ термической обработки сварного соединения | 1977 |
|
SU633907A1 |
| Способ многослойной сварки конструкций из высокопрочных сталей | 1979 |
|
SU791480A1 |
| Способ сварки сформованной трубной заготовки с индукционным подогревом | 2017 |
|
RU2660540C1 |
| Способ термической обработки сварных труб | 1977 |
|
SU742474A1 |
| Способ производства высокопрочных электросварных труб | 1980 |
|
SU969758A1 |
| Способ термической обработки зоны сварного соединения бурильных труб | 2019 |
|
RU2726209C1 |
| Способ обработки сварных соединений | 1990 |
|
SU1687635A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2004 |
|
RU2279487C1 |
| СПОСОБ СВАРКИ РАЗНОРОДНЫХ СТАЛЕЙ | 1991 |
|
RU2022738C1 |
до термо15-1820-2222-30 32-35 обработки
после термообработки
35-3735-3732-3732-35
Трубоэлектросварочные агрегаты для сварки труб среднего и большого диаметра обычно оснащаются установками для термообработки труб. При этом установка для локальной нормализации шва обьишо устанавливается в линии стана и эту операцию проходят все трубы, сваренные на агрегате, а отпуску подвергаются только 15-30% выпущенных труб. Это объясняется большими затратами для осуществления отпуска всей трубы - большой мощностью и производственными площадями,, занц маемыми индукционными или газовьпии печами.
Поэтому предлагаемое- изобретение, направленное на снижение энергоемкости процесса
28-32
28-32
термообработки и увеличение производительности; позволяет увеличить выпуск термообработанных труб, сэкономить производственные площади.
Формула изобретения
.Г
отпуск трубы 1ФОИЗВОДЯТ одновременно в оа Источники информации,
ном индукторе.принятые во внимание при экспертизе
тем, что производят отпуск секторов трубы, 1971, с. 163-164.
лежащих симметрично по обе стороны от пвд 2. Авторское свидетельство СССР N 223843, в пределах llOOC.кл. С 21 D 9/08.
