Изобретение относится к отраслям черной и цветной металлургии, в част ности к прокатному оборудованию, и может быть использовано при прокатке фасонных прог{илей в многовалковых калибрах. Известна конструкция кассеты для неприводных валков клети с многовалтковым калибром, состоящая из корпуса кассеты, жестко установленного между нижними и верхним монолитным П-образныг-м блоками станин клети, подушек неприводных валков, нажимного и уравновешивающего устройств С 1 Основным недостатком известной кассеты является вертикальное расположение неприводных вапков, что в большинстве спучаев при прокатке сло ных фасонных пройилей приводит к ра положению осей не.приводных валков под углом к деформируемым участкам фасонного проката и возникновению при этом больших осевых усилий на неприводные валки. Кроме того, конструкций кассеты не предусмотрена возможность осевой регулировки неприводных валков, что при прокатке не позволяет компенсировать осевые люфты валков от действия осевых сил прокатки и тем сакым не обеспечивает высокой точности и качества прокатки . Известна кассета для непривод41ЫХ валков клети с многовалковым калибром, содержащая закрепленный на кле ти Jyo корпус кассеты, в котором размещены неприводные валки, образую щие с горизот1тальными приводными ва ками клети Ш о го в ал ко вый регулирл кый калибр, а также снабженная меха fyisMatW регулировки неприводных вал ков 2 . Основным недостатком известной кассеты является вертикальное распо ложение ненриводных вапков, что в большинстве ахучаев при прокатке сложных фасонных простилей приводит к расположению осей неприводных вапков под углом к деформируегФ1м участкам фасонного проката и возникновению при этом больших осевых усилий на неприводные валки. Осевые и радиальные люфты вертикальных неприводных валков, возникающие при прокатке в известной кассете, компенси руются осевой и одновременно радиальной регулировкой валков. Однак это весьма трудоемкий процесс, знач тельио усложняющий настройку многовалковых калибров и не обеспечивающий высюкой точности прокатки. Кроме того, известная конструкция корпуса кассеты при переналках кассеты не обеспечивает сохранения настройки горизонтальных валков, что усложняет процесс перевалки кассеты и последующей настройки многовалкового калибра. Наиболее близким к изобретению является кассета для неприводньгх валков клети с многовалковым калибром, содержащая закрепленный на клети дуо корпус кассеты, в котором размеп1;ены неприводные валки, образующие с горизонтальными приводными валками клети многовалковый регулируемый калибр, а также снабженная механизмами регулировки неприводных валков Г 3 . Плоская конструкция корпуса .кассеты обусловливает вертикальное размещение неприводных валков, что в большинстве случаев, например при черновой прокатке швеллеров с отогнутыми полками в четырехвалковом калибре, контроле ширин полок углового профиля в четырехвалковом калибре или контроле высот фланцев крестообразного профиля в шестивалковом калибре, приводит к значительным осевым усилиям на валки, а, следовательно, к больщим осевым люфтам валков, которые необходимо компенсировать соответствующей осевой и радиальной регулировкой кассеты и валков. Однако необходимость Одновременно осуществлять осевую и радиальную регулировку неприводньгх; вертикальных валков в известной кассете усложняет процесс регулирования неприводных валков многовалкового калибра. Это не обеспечивает высокой точности настройки калибра, а соответственно точности прокатки в нем. Кроме того, при наличии угла между осью неприводного валка и деформируемым участком фасонного проката обжатие осуществляется коническими частями неприводньпс валков, обладающих неравномерностью окружных скоростей по образующей конуса, что увеличивает износ рабочей поверхности валков и, как следствие,снижает качество поверхности проката. Поэтому при прокатке фасонных профилей в многовалковых калибрах целесообразно размещение неприводных валков напротив деформируемых участков проката. Это устраняет осевые нагру ки на ыеприводные валки с цилиндрическими рабочими поверхностями, для которых при отсутствии осевых нагру зок нет необходимости осуществлять осевую регулировку. При этом значительно упрощается и повьгаается точность регулировки неприводных валко многовалковых калибров, а следовательно, повышается точность прокатки. Кроме того, у валков с цилиндрической рабочей поверхностью, по сравнению с коническими валками, отсутствует неравномерность окружных скоростей по образующейрабочей поверхности валка, а значит меньше их износ и выше качество поверхности проката. Цель изобретения - повьпиение точности и качества прокатки фасонных профилей, а также упрощение настройки многовалковых калибров. Поставленная цель достигается тем что в кассете для неприводных валков клети с многовалковым калибром, содержащей закрепленный на клети дуо корпус кассеты, в котором размепдены неприводные валки, образующие с горизонтальными приводньтми валками кле ти многовалковый регулируемый калибр а также снабженная механизмами регулиров ки неприводных валков, корпус кассеты выполнен из двух цилиндров установленных соосно с осью прокатки и жестко закрегшен1п 1х соответственно спереди и сзади прокатной клети, кеприводные валки установлены в подушках в виде траверс, опирающих ся на внутреннюю поверхность цилиндров и установленных с возможностью кольцевого перемещения внутри них и жесткой фиксации. Кроме того, цилиндры выполнены с окружными пазами с односторонней зу чатой нарезкой и снабжены установле ными в этих пазах держателями с шестернями , взаимодействующими с зубчатой нарезкой соответствующего паза, при этом подушки снабжены боковыми выступами, размещенными в держателях . На фиг. 1 показана клеть дуо с цилиндрической кассетой для неприводных валков, вид спереди; на фкг., 2 - сечение А-А на фиг. 1 ; на фиг. 3 - сечение Б-Б на фиг. 1, цилиндрической кассеты; на фиг. 4 194сечение В-В на фиг. 3; на фиг. 5 вид Г на фиг. 4; на фиг. 6-8 - многовалковые калибры, образованные неприводными валками, установленными вертикально; на фиг. 9-11 - то же, образованные неприводньгми валками, установленными против деформируемых участков проката. Кассета состоит из корпуса, выполненного в виде двух цилиндров 1, которые жестко закреплены гайками 2 спереди и сзади на станинах 3 прокатной клети (фиг. ). Цилиндры 1 установлены на клети соосно с осью прокатки. Для захода горизонтальных валков 4 в цилиндрах 1 сверху и снизу выполнены продольные П-образные вырезы 5. Внутри цилиндров 1 продольно размещены подушки 6 с неприводными валками 7, выполненные в виде траверс (фиг. 2). При этом для радиальной регулировки неприводных валков 7 по бокам в подущках 6 установлены нажимные винты 8, цилиндрические головки 9 которых опираются на внутренннж) поверхность цилиндров 1, а для вращения нажимных винтов В хвостовики 10 нажимных бинтов В выведены наружу цилиндров 1, через цилиндрические пазы 11, выполненные в цилиндрах 1 (фиг. З). Цодушки 6 с неприводными валками 7 выполнены с боковыми выступами I2, которые установлены по скользящей посадке в радиальных пазах 13 направляющих держателей 14, что обеспечивает возможность радиального перемещения неприводных валков 7. Внутри боковых выступов 12 вмонтировано уравновешивающее устройство, состоящее из пружины 15 и пальца 16, опирающегося на внутреннюю поверхность радиального паза 13 направляющего держателя 14 (фиг. З). Жесткое крепление направляющих держателей 14 внутри цилиндров 1 осуществляется болтами 17, проходящими через цилиндрические пазы 18 в корпусах. Для возможности кольцевого перемещения держателей 14 вместе с подушками 6 и неприводными валками 7 внутри цилиндров 1 в держатель 14 вмонтирована ось 19, на которой установлена шестерня 20, размещенная внутри цилиндрического паза 18 (фиг. 4). При этом внутри с одной стороны паза 18 выполнена зубчатая нарезка 21, с которой взаимодействует шестерня 20 (фиг. 5). Съемную кассету собирают следующим образом. После установки в клети приводных горизонтальных валков 4 спереди и сзади прокатной клети на станины 3 соосно с осью прокатки устанавливам ся цилиндры 1 и жестко закрепляются гайками 2. Затем подушки 6 с неприводными валками 7 и вкрученными нажимными винтами 8 устанавливаются продольно внутри цилиндров 1, а хвос товики 10 нажимных винтов 8 пропуска ются через цилиндрические пазы 11 наружу цилиндров 1. В боковые выступы 1 2 подушек 6 устанавливаются пружины 15 и пальцы I6. Затем пальцы 16 утапливаются, и на боковые прямоугольные выступы 12 надеваются направляющие держатели 1 4 . Снарулси цилиндров 1 в цилиндрические пазы 18 с односторонней зубчатой нарезкой 2 устанавливаются шестерни 20, через осевые отверстия в которых пропускаются оси 19 и вкручиваются в держатели 14. Держатели 14 жестко крепятся внутри цилиндров 1 с помощью болтов 17. После сборки кассеты для прокатки конкретного профиля осуществляется предварительная настройка многовалкового калибра. Для этого вращением шестерен 20 осуществляется кольцевое перемещение держателей 14 с подушками 6 и неприводными валками 1. При этом цилиндрические неприводные валки 7 устанавливаются йепосредственнд напротив деформируемых участков проката, после чего болтами 17 держатели 14 жестко фиксируются внутри цилиндров 1, и вращением:: хвостовиков 10 нажимных винтов 8 осу ществляют радиальную установку непри воднык валков 7. Прокатная клеть с многовалковым калибром работает следуюшд м образом Полосу, задаваемую в клеть, захва тывают горизонтальные приводные валки 4, пропускают через очаг де(мации, где боковые контуры фасонного раската обжимаются неприводными валками 7, установленными напротив деформируемых участков раската. При этом силы действия металла на непри водные валки 7 направлены перпендикулярно к оси валков 7 и вызывают только радиальное смещение валков 7 за счет пружины деталей кассеты. Дл компенсации радиального смещения не приводных валков 7, вызываемого силами прокатки, вращением нажимных винтов 8 перемещают в радиальном направлении к центру кассеты подушки 6 с неприводными валками 7 и восстанвливают требуемые размеры калибра. Цилиндрическая конфигурация корпуса 1 кассеты и конструкция направляющих держателей 14, обеспечивающие кольцевое перемещение неприводных валков 7 кассеты, позволяют размещать неприводные валки 7 непосредственно напротив деформируемых участков фасонного проката (фиг. 911) и устранить при этом осевые нагрузки на валки 7, которые возникают при вертикальном расположении неприводных валков (фиг. 6-8), а следовательно, осевое смещение валков при прокатке. Благодаря этому, при регулировке многовалковых калибров в процессе прокатки неприводные валки 7 в кассете достаточно перемещать только в радиальном направлении, компенсируя их радиальное смещение. Это и определяет преимущества предлагае- мой кассеты, в которой при прокатке достаточно, чтобы настройка многовалкового калибра осуществлялась только радиальным перемещением неприводных валков, что значительно упрощает трудоемкость настройки многовалковых калибров, повьшает точность настройки калибров и соответственно прокатки. Кроме того, установка валков против деформированных участков проката обеспечивает возможность использования неприводных валков с цилиндрической поверхностью, у которых по сравнению с коническими валками отсутствует неравномерность окружных скоростей по образующей рабочей поверхности валка, а значит меньше их износ и выше качество поверхности проката. Простота и точность настройки многовалковых калибров, создаваемых с помощью данной кассеты, позволяет ускорить в 2-3 раза настройку многовалковых калибров, повысить на 2030% точность прокатки и на 10-15% качество. Применение таких кассет при производстве сложных фасонных профилей позволяет повысить точность и качество прокатки в многовалковых калибрах, что обеспечивает быстрое расширение сортимента и объема производства сложных фасонных профилей проката, использование которых обеспечивает экономичкий эффект около 500 р./т. f4
Фш,2 6-Б срш .З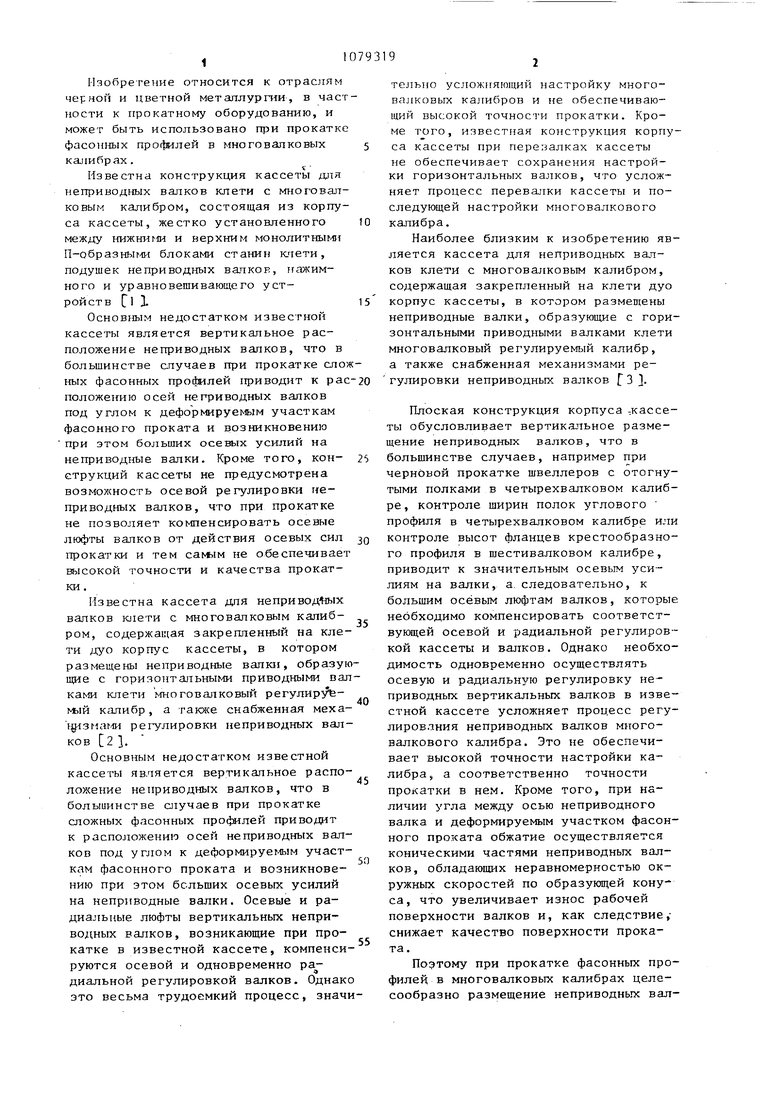
| название | год | авторы | номер документа |
|---|---|---|---|
| Кассета вертикального валка универсальной клети | 1980 |
|
SU942822A1 |
| Кассета для вертикального валка универсальной клети | 1980 |
|
SU942823A1 |
| Клеть прокатного стана | 1980 |
|
SU910238A1 |
| Предварительно напряженная прокатная клеть с двумя многовалковыми калибрами | 1982 |
|
SU1135505A1 |
| Четырехвалковая клеть | 1989 |
|
SU1755975A1 |
| Кассета вертикального валка четырехвалковой клети | 1983 |
|
SU1117095A1 |
| Кассета вертикального валка предварительно напряженной клети бесстанинного типа | 1981 |
|
SU956077A1 |
| Прокатная клеть с многовалковымКАлибРОМ | 1979 |
|
SU804018A1 |
| Прокатная клеть с многовалковым калибром | 1980 |
|
SU865442A1 |
| Кассета вертикальных валков универсальной клети | 1981 |
|
SU946701A1 |




1. КАССЕТА ДЛЯ НЕПРНВОДНЫХ БАЛКОВ КЛЕТ-И С МНОГОВАЛКО№1М КАЛИБРОМ, содержащая закрепленный на клети дуо корпус кассеты, в котором размещены неприводные валки, образующие с горизонтальными приводными валками клети многовалкоатй регулируем калибр, а также снабженная механизмаtM регулировки неприводных валков, отличающаяся тем, что, с целью повьшения точности и качества прокатки фасонных нройжлей, а также упрощения настройки многовалковых калибров, корпус кассеты выполнен из двух цилиндров, установленных етосно с осью прокатки и жестко закрепленных соответственно спереди и сзади прокатной.клети, неприводные валки установлены в подушках в виде траверс, опирающихся на внутреннюю поверхность цилиндров и установленных с возможностью кольцевого перемещения внутри них и жесткой фиксации. i 2. Кассета по п. 1, о т л и ч а ющ а я с я тем, что, с целью обеспе(Л чения кольцевого перемещения подугаек в гутри цилиндров, цилиндры выполнены с oкpyжны lи пазами с односторонней зубчатой нарезкой и снабжены установленными в этих пачах держателями с шестернями, взаимодействующими с зубчатой нарезкой соответствующего паза, при этом гЁодушки снабжены боковы со со выступами, размещенныш в держателях. со
17
W
Фс/г.
13
17
21
фуг.
Фиг, в
фиг. 7
фуг. 8
Фчг.9
Фиг fff
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Грицук Н.Р | |||
| и Антонов С.П | |||
| Производство пшрокополосных двутавров | |||
| М., Металлургия, 1973, с | |||
| Переносная мусоросжигательная печь-снеготаялка | 1920 |
|
SU183A1 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
