Изобретение относится к обработк .металлов давлением и касается усовершенствования конструкции рабочей клети прокатного стана, обеспечиваю щей получение длинномерных труб в бухту диаметром менее 30 мм, прежде всего из различных цветных металлов Известна рабочая клеть стана периодической прокатки труб, обеспечивающая значительные вытяжки за проход и содержащая возвратно перемещаемый корпус клети с калиброванными планками и сепаратор, подвижный в осевом направлении и несу,щий рабочие ролики, ось которых пер пендикулярна оси прокатки 1, При прокатке в такой клети трубные заготовки подвергают периодичес му повороту и подаче отдельно установленными механизмами периодическо го действия, что исключает возможность прокатки длинномерных труб в бухту. Известна также рабочая клеть периодической поперечной прокатки труб, в которой рабочие ролики уста новлены на рычагах, закрепленных в поворотном барабане и имеющих возможность возвратно-поступательного перемещения через шатуны, шарнирно соединяющие барабан с рычагами 2, В этойклети величина конуса деформации ограничена длиной шатунов и диаметром барабана, что снижает производительность клети. Наиболее близким техническим реиением к предложенному является рабочая клеть поперечной прокатки труб, содержащая стационарный корпус, размещенные в немчерез равные углы копиры, взаимодействующие с ними своей цилиндрической поверхностью опорные ролики, рабочие ролики соответственно числу опорных и кассеты, несущие опорные и рабочие ролики 3. Недостатки этой клети заключаются в следующем, Длина конуса деформации короткая, что обуславливает малую величину редукции прокатываемой трубы по наружному диаилетру, что особенно важно при производстве труб малого диаметра; невозможность прокатки труб в бухту, ввиду вращения трубы в процессе прокатки; при постоянной скорости подачи на поверхности трубы остаются
винтовые следы от роликов с постоянным шагом, что снижает качество поверхности прокатываемой трубы, а для его повьииения вынуждены резко снижать скорость подачи. ,
Цель изобретения - повышение качества поверхности прокатываемых труб и увеличение производительности ,
Цель достигается тем, что в рабочей клети стана поперечной прокатки труб, содержащей корпус, с размещенными в нем через равные углы копиры, взаимодействующие с ними своей цилиндрической поверхность опорные ролики, рабочие ролики соответственно числу опорных и кассеты, несущие рабочие и опорные ролики, согласно изобретению корпус снабжен приводом вращения, а кассеты - механизмом вовзвратно-поступательного перемещения вдоль копиров, выполненным в виде приводной каретки и установленной в ней с возможностью поворота втулки, шарнирно соединенн с кассетами.
Снабжение кассеты механизмом возвратно-поступательного перемещен позволяет увеличить длину конуса деформации и качество поверхности прокатываемой трубы,так как в конце хода кассеты при практически нулево шаге винтовой линии от рабочих роликов происходит выглаживание поверхности и калибровка труб, а периодическая прокатка позволяет увеличить число вытяжек и полнее- использовать ресурс пластичности прокатываемого металла.
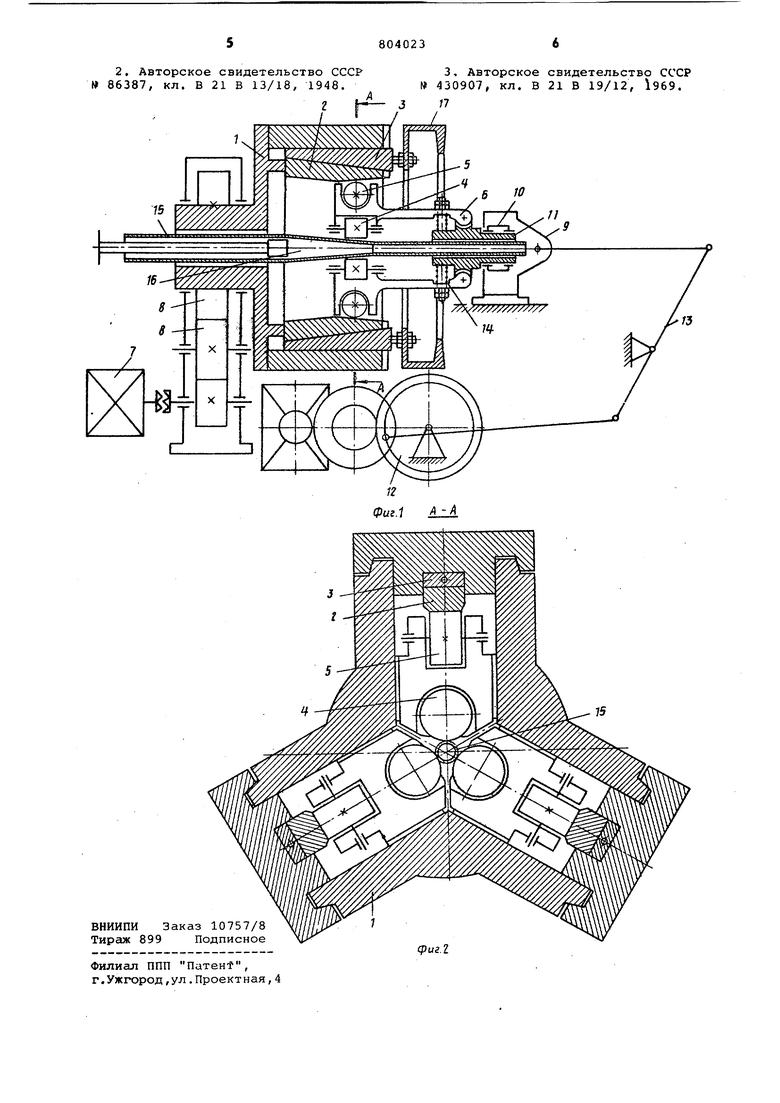
На фиг. 1 представлена клетЬу общий вид;, на фиг. 2 - разрез А-А на фиг.1,
Рабочая клеть содержит корпус 1, размещенные в нем копиры 2 в виде калиброванных планок с регулировочными клиньями 3, рабочие ролики 4, соответственно их числу опорные ролики 5, ось которых перпендикулярна оси рабочих роликов. Опорные ролики 5 своей цилиндрической поверхностью взаимодействуют с копирами. Опорные и рабочие ролики размещены в кассетах б, Корпус клети имеет привод вращения от двигателя 7 через зубчатые передачи 8. Кассеты снабжены механизмом возвратно-поступательного перемещ ния, который выполнен в виде приводной каретки 9 и установленной в ней на подшипниках 10 втулки 11, шарнирно соединенной с кассетами. Для привода каретки 9 имеется кривошипно-шатунный механизм 12 и качающийся рычаг 13. Кассеты снабжены спиральными пружинами 14, которые поддерживают их в постоянно разведенном состоянии. Для прокатки трубы .15 используют оправку 16. Для. предотвращения деформации трубы при обратном ходе каретки установле
обод 17 с приводом поворота (на чертеже не показан) согласованным с приводом каретки.
В процессе работы клети на неповоротную трубу 15 периодически воз. действуют рабочие ролики 4, вращаемые вокруг нее и одновременно совершающие возвратно-поступательное пере1 ещение.
Ввиду наличия; копиров 2, к которым через опорные ролики 5 постоянно прижаты качающиеся кассеты с рабочими роликами, задается требуемый режим деформации. Копиры в виде планок вращаются совместно с кассетами .6 вокруг трубы. Рабочие ролики в
процессе прокатки перекатываются по конусу деформации заготовки, фактически по винтовой линии с перемен-: ным углом подъема,которая получается в результате сложения вращения корпуса клети и возвратно-поступательного перемещения кассеты с роликами.
Для уменьшения трения скольжения между роликами и прокатываемым изделием рабочие ролики могут быть
5 установлены под некоторым углом к
оси прокатки, соответствующим среднему углу подъема винтовой линии.
Для освобождения прокатываемой трубы от контакта с рабочими роликаQ ми во время обратного хода каретки перемещают регулировочные клинья 3 с помощью обода 17 от привода (не показан), согласованного с приводом перемещения каретки 9.
Клеть обеспечивает периодическую поперечную прокатку, увеличивает .длину конуса деформации, позволяет достичь значительных вытяжек за проход, а также повысить произволительность стана при высоком качестве
0 поверхности труб.
Формула изобретения Рабочая клеть стана поперечной прокатки труб, содержащая корпус, размещенные в нем через равные 5 угды копиры,взаимодействующие с ними своей цилиндрической поверхностью опорные ролики, расположенные перпендикулярно оси прокатки, рабочие ролики соответственно числу опорных 0 и кассеты, несущие опорные и рабочие ролики, отличающая с я тем, что, с целью повьшения качества поверхности труб, корпус клети снабжен приводом непрерывного вращен|1я, 5 а кассеты - механизмом возвратнопоступательного перемещения вдоль копиров, выполненным в виде приводной каретки и установленной в ней с возможностью поворота втулки, шарнирно соединенной с кассетами. 0
Источники информации, принятые во внимание при экспертизе 1. Шевакин Ю.Ф. и Сейдалиев Ф.С. Станы холодной прокатки труб. S Металлургия, 1966, с. 88-89.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАНЕТАРНЫЙ СТАН ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ТРУБ | 2003 |
|
RU2237530C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2002 |
|
RU2220795C1 |
| Рабочая линия стана холодной прокатки | 1991 |
|
SU1795917A3 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1997 |
|
RU2141388C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2385779C1 |
| Стан пилигримовой прокатки труб | 1977 |
|
SU740319A1 |
| РАБОЧАЯ КЛЕТЬ РОЛИКОВОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2003 |
|
RU2243043C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2005 |
|
RU2286220C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2005 |
|
RU2286219C1 |
| Привод клети стана холодной прокатки труб | 2015 |
|
RU2612110C2 |
