атика устройства выбрана с таким асчетом, чтобы за один поворот куачка цикл прокатки, а следовательно, и поворот заготовки происходил трижы. При этом кулачок спрофилирован так, что все три раза поворот заготовки производится на разный угол.
B результате этого в ручье калибра вместо одной зоны интенсивного износа образуются три зоны,износ которых менее интенсивен, а качество готовой трубы выше 2,
Однако низкая технологичность таких деталей, как кулачок, снижает надежность и ремонтопригодность механизма в целом.
Наиболее близким техническим реением к предлагаемому является преобразователь равномерного вращения в неравномерное в механизме поворота стана фелозной прокатки труб, содержащий приводной вал, закрепленное на нем водило, несущее сателлитную шестерню с кривошипом на ее оси, размещенный на пальце кривошипа ползун, стационарную соосно расположенную с приводным валом обойму с внутренним зубчатым венцом, контактирующим с зубьями сателлитной шестерни, соосный с ведущим валом и с обоймой ведомый вал с установленной на нем кулисой, имеющей продольный паз под ползун .
При высокой нагрузочной способности и надежности этого устройстваустановка его в линии поворота распределительно-подающего механизма дает стабильный поворот заготовки, что отрицательно сказывается на качестве готовой трубы и стойкости рабочего инструмента стана холодной прокатки труб.
Цель изобретения - обеспечение переменного по величине угла поворота заготовки и повышение тем самым точности геометрических размеров труб.
Поставленная цель достигается тем, что в преобразователе равномерно го вращения в неравномерное в механизме поворота стана холодной прокатки труб, содержащем приводной вал, закрепленное на нем водило, несущее сателлитную шестерню с кривошипом на оси, установленный на пальце кривошипа ползун, стационарную соосно расположенную с приводным ваттом обойму с внутренним зубчатым венцом, контактирующим с зубьями сателлитной шестерни, ведомый вал с размещенной на нем кулисой, имеющей продольный паз под ползун, ведомый вал установлен эксцентрично относи тельно приводного вала и оси стационарной обоймы.
Смещение оси вращения ведомого вала относительно оси приводного вала и оси стационарной обоймы позволяет кулисе за каждый полный
оборот сателлитной шестерни в пределах полного оборота водила получить разные углы поворота, т.е. обеспечить нестабильный поворот заготовки с разной величиной угла поворота за каждый цикл прокатки, Это ведет к тому, что выпуски прокатываемых труб при каждом последующе обжатии заготовки попадают на различные участки поверхности ручья рабочих калибров и изнашивают их более равномерно, а следовательно, точность геометрических размеров труб повышается. Так как контакт каждого из этих участков поверхност ручья с выпусками прокатываемой трубы происходит значительно реже (в 3-4 раза), стойкость инструмента возврастает во столько же раз,
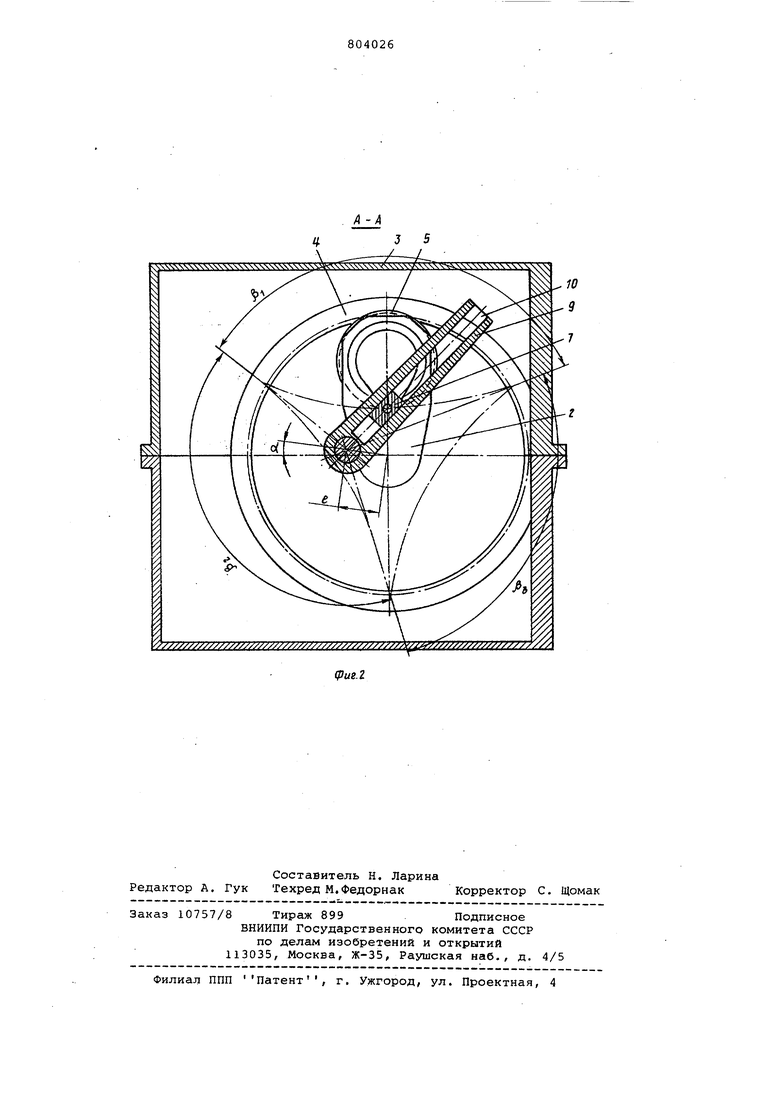
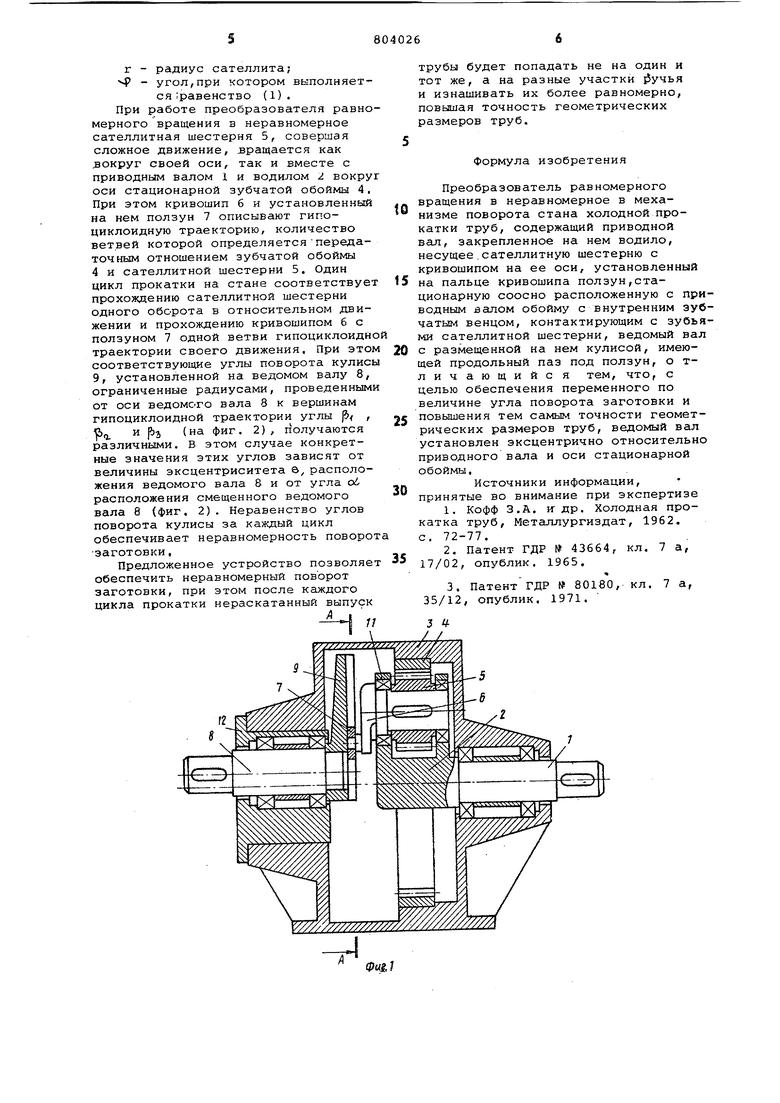
На фиг, 1 изображен преобразователь, общий вид; на фиг, 2 - разрез А-А на фиг. 1,
Преобразователь равномерного вращения в неравномерное в механизме поворота стали холодной прокатки труб содержит приводной вал 1 с водилом 2, планетарную передачу, состоящую из установленной в корпусе 3 стационарной обоймы 4 с внутренни зубчатым венцом и контактирующей с ним сателлитной шестерни 5 с кривошипом 6 на ее оси, ползун 7, установленный на пальце кривошипа, ведомый вал 8 с размещенной на нем кулисой 9, имеющей продольный паз 10 под ползун 7. Шестерня 5 установлена в водиле приводного вала на поддаипниках И. Ведомый вал установлен в корпусе 3 со смещением отнсительно оси приводного вала и оси стационарной обоймы на величину эксцентриситета е . Эксцентричная установка его обеспечивается посредством эксцентриковой втулки 12, которая размещена в корпусе -таким образом, что наружная ее поверхность соосна с осью обоймы 4, а во внутренней ее полости, смещенной относительно оси зубчатой обоймы, расположен ведомый вал 8,
Эксцентриковая втулка 12 установлена в корпусе с расположением угла об , представляющего собой угол расположения смещенного ведомого вала, отсчитанный от некоторой неподвижной оси координат, например горизонтальной оси.
Необходимые значения углао и эксцентриситета б выбираются из следующих зависимостей
п. лп, A&inO- sin(Af) .
(1) fb-afct-g .овБЧ + ХсоьСА Р)
у + 2ЛХео91()0
е t г
- отношение радиуса водила к
радиусу сателлита; - отношение радиуса кривошип к радиусу сателлита;
г - радиус сателлита; Ч - угол,при котором выполняется ;равенство (1).
При работе преобразователя равномерного вращения в неравномерное сателлитная шестерня 5, совершая сложное движение, вращается как вокруг своей оси, так и вместе с приводным валом i и водилом 2. вокруг оси стационарной зубчатой обоймы 4, При этом кривошип б и установленньлй на нем ползун 7 описывают гипоциклоидную траекторию, количество ветвей которой определяетсяпередаточным отношением зубчатой обоймы 4 и сателлитной шестерни 5. Один цикл прокатки на стане соответствует прохождению сателлитной шестерни одного оборота в относительном движении и прохождению кривошипом б с ползуном 7 одной ветви гипоциклоидно траектории своего движения. При этом соответствующие углы поворота кулисы 9, установленной на ведомом валу 8, ограниченные радиусами, проведенными от оси ведомСГО вала 8 к вершинам гипоциклоидной траектории углы J5 , и jbj (на фиг. 2), получаются различными. В этом случае конкретные значения этих углов зависят от величины эксцентриситета е расположения ведомого вала 8 и от угла oi расположения смещенного ведомого вала е (фиг. 2). Неравенство углов поворота кулисы за каждый цикл обеспечивает неравномерность поворот заготовки,
Предложенное устройство позволяет обеспечить неравномерный поворот заготовки, при этом после каждого цикла прокатки нераскатанный выпуск
трубы будет попадать не на один и тот же, а на разные участки ;5учья и изнашивать их более равномерно, повышая точность геометрических размеров труб.
Формула изобретения
Преобразователь равномерного вращения в неравномерное в мехаoнизме поворота стана холодной прокатки труб, содержащий приводной вал, закрепленное на нем водило, несущее.сателлитную шестерню с кривошипом на ее оси, установленный
5 на пальце кривошипа ползун,стационарную соосно расположенную с приводным валом обойму с внутренним зубчатым венцом, контактирующим с зубьями сателлитной шестерни, ведомый вал
0 с размещенной на нем кулисой, имеющей продольный паз под ползун, о тличающийся тем, что, с целью обеспечения переменного по величине угла поворота заготовки и повышения тем самым точности геомет5рических размеров труб, ведомый вал установлен эксцентрично относительно приводного вала и оси стационарной обоймы,
Источники информации,
0 принятые во внимание при экспертизе
1.Кофф З.А. И др. Холодная прокатка труб, Металлургиздат, 1962. с. 72-77.
2.Патент ГДР № 43664, кл. 7 а,
5 17/02, опублик. 1965.
ч
3.Патент ГДР № 80180, кл, 7 а, 35/12, опублик, 1971.
Ф«1,
7////7///7/7/////У//7///////7/77// /У// ////// /7Л(/ 7 / /У/ ////7777У7 7
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для преобразования равномерного вращения механизма подачи и поворота пилигримового стана в неравномерное | 1976 |
|
SU644566A1 |
| Преобразователь равномерного вращения в неравномерное стана холодной прокатки труб | 1983 |
|
SU1156751A1 |
| Устройство для преобразования равномерного вращения в неравномерное в стане холодной прокатки труб | 1989 |
|
SU1738396A1 |
| Привод стана холодной прокатки труб | 1987 |
|
SU1482741A1 |
| Устройство для преобразования равномерного вращения в прерывистое | 1979 |
|
SU937850A1 |
| Преобразователь равномерного вращения в неравномерное станов холодной прокатки труб | 1986 |
|
SU1355306A1 |
| Устройство для подачи и поворота заготовки в стане холодной прокатки труб | 1980 |
|
SU969342A1 |
| Привод перемещения клети стана холодной прокатки труб | 1978 |
|
SU766682A1 |
| Преобразователь равномерного вращения в неравномерное | 1986 |
|
SU1405924A1 |
| ПРИВОД ПЕРЕМЕЩЕНИЯ КЛЕТИ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1990 |
|
RU2030228C1 |