I
Изобретение относится к обработке металлов давлением и может быть использовано при производстве изделий из труднодеформируемых металлов и сплавов.
Известен контейнер для герметизации загаговки перед горячим объемным деформированием, содержащий корпус и крышку П
Недостатком известного контейнера является необходимость предусмотрения в его конструкции механизма подачи крыщкц на корпус, а также средств, герметизации, что отрицательно влияет на производительность процесса изготовления изделий и их качество.
Цель изобретения - увеличение производительности процесса и по&ышение качества изделий.
Поставленная цель достигается тем, что крышка выполнена из материала с коэффициентом термического расширения большим, чем коэффициент термического расширения материала корпуса.
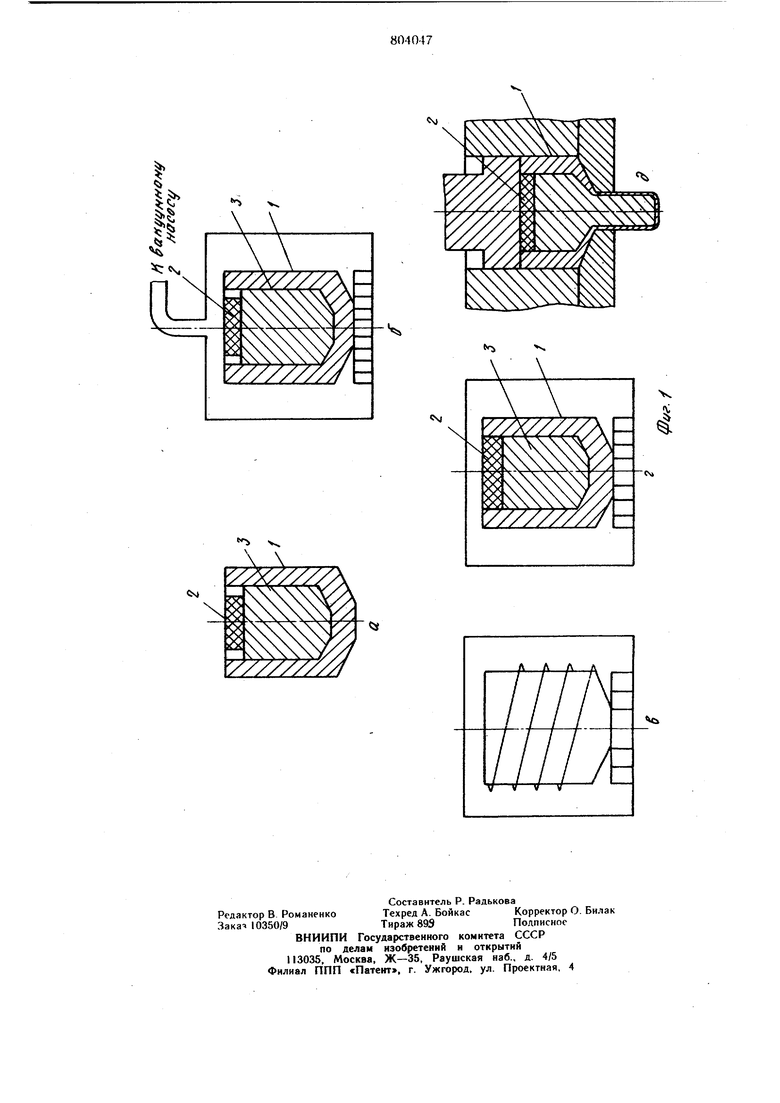
На чертеже показана схема изготовления изделий в оболочке с использованием предлагаемого контейнера.
В контейнер 1 с помещенной в него заготовкой 2 либо порошком металла устанавливают крышку 3, выполненную из материала, имеющего коэффициент термического расширения, больше чем коэффициент материала корпуса (фиг. I а). Полученную сборку помещают в вакуумную индукционную печь и вакуумируют до степени разрежения .10 (фиг. 16), затем нагревают до температуры деформации под действием электромагнитного тока (фиг. 16). В результате термического расширения крышкн предлагаемого контейнера происходит ее диффузионная сварка со стенками оболочки и, таким образом, герметизация отвакуумированного контейнера с заготовкой (фиг. 1 г).Полученную сборку выдавливают на прессе через матрицу (фиг. 1д).
Выбор последовательности операций обусловлен, тем, что вакуумиррвание контейнера с заготовкой, его нагрев с одиовременной герметизацией проводят в объеме нагревательного устройства (преимущественно - в индукционной печи) без дополнительных операций с момента загрузки в печь контейнера с помещенной в него заготовкой и уложенной поверх крышкой до выдачи его из печи в нагретом состоянии, что существенным образом упрощает технологию изготовления изделий.
В качестве нагревательного оборудования преимущественно используют вакуумную индукционную печь. Это связано с тем, что, во-первых, откачка вакуума и нагрев металла в ней не превышает 30-40 мин на каждой операции, а во-вторых, тем, что труднодеформируемые металлы и сплавы, в частности тугоплавкие, испытывают значительную склонность к газонасыщению при значительных (t 5lOOO°C) температурах деформации. Применение же в качестве среды нагрева широко используемых в ряде случаев водорода азота приводит к их взаимодействию с металлами и образованию на поверхности заготовок хрупких гидридов и пр., увеличивающих возможность растрескивания изделий.
Материал крышки выбирается таким образом, чтобы его коэффициент термического расширения был больше коэффициента контейнера при температуре деформации заготовки (чтобы при нагреве крышка расширя лась, свариваясь со стенками контейнера) Кроме того, использование термически расширяющейся крышки сокращает число операций при производстве изделий, что увеличивает производительность процесса. Вдобавок нет необходимости применять отдель ные операции вакуумирования и гермети зации контейнера с заготовкой сваркой,что упрощает технологию изготовления изделий. Помимо этого, осуществление вакуут мирования, нагрева и герметизации в вакуумной камере печи предохраняет поверх-, ность заготовок от взаимодействия с кислородом воздуха, тогла как по известному способу возможен контакт металла с воздухом. Последнее обстоятельство способствует повышению качества изделий дорогостоящих труднодеформируемых металлов.
Пример. В контейнере с внутренним диаметром 73 мм из нержавеющей стали 12Х18Н10Т помещают заготовку из молибдена диаметром 72 мм, поверх нее устанавливают крышку диаметром 7 мм из углеродистой стали ст. 3 и помещают в вакуум ную индукционную печь. Откачку вакуума до степени разрежения проводят 30 мин, затем оболочку с заготовкой нагревают
до 1200°С в течение 30 мин. В результате происходит термическое расширение и диффузионная сварка крышки со стенками оболочки и ее герметизация. Полученную таким образом сборку выдавливают на прессе усилием 630 т через матрицу на пруток
диаметром 30 мм.
Результаты газового анализа показывают, что на поверхности изделия не образуется окислов типа MoOi и др. После снятия оболочки на токарном станке itoBCpxность прутка гладкая, без трещин и раковин.
Общее время на вакуумировние. нагрев и герметизацию оболочки с помещенной в нее заготовкой составляет 60 мин, в то время как по известному способу оно
составляет 2-3 ч.
Таким образом, применение предлагаемого контейнера позволяет значительно упростить технологию изготовления изделий из труднодеформируемых металлов и сплаВОВ, в 2-3 раза увеличить производительность процесса и повысить качество.
Формула изобретения
Контейнер для герметизации заготовки перед горячим объемным деформированием, содержащий корпус и крышку, отличающийся тем, что, с целью увеличения производительности процесса и повышения качества изделий, крышка выполнена из материала
с коэффициентом термического расширения большим, чем коэффициент термического расширения материала корпуса.
Источники информации, принятые во внимание при экспертизе
1. Шитиков Е. А. и др. Особенности прессования труднодеформируемых металлов. Сборник научных трудов МИСИС «Пластическая деформация металлов и сплавов М., «Металлургняэ, 1977, с. 102-- 106.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУТКОВ ИЗ ТРУДНОДЕФОРМИРУЕМОГО СПЛАВА НА ОСНОВЕ ХРОМА | 2016 |
|
RU2625361C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЗАГОТОВКИ, ВЫПОЛНЕННОЙ ИЗ ТРУДНОДЕФОРМИРУЕМОГО МЕТАЛЛА ИЛИ СПЛАВА | 2014 |
|
RU2589965C2 |
| Способ производства прутков диаметром менее 60 мм из жаропрочного сплава на никелевой основе ВЖ175-ВИ методом горячей экструзии | 2020 |
|
RU2752819C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ И КОМПОЗИЦИОННЫХ ЗАГОТОВОК ИЗ ЛИСТОВЫХ МАТЕРИАЛОВ | 2015 |
|
RU2625372C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК С МЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ | 2001 |
|
RU2191652C1 |
| Способ получения заготовки для горячего прессования | 1982 |
|
SU1044373A1 |
| Способ получения изделия из гранулируемого жаропрочного никелевого сплава | 2017 |
|
RU2649103C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНЫХ ЗАГОТОВОК НА ОСНОВЕ ТИТАНА | 2015 |
|
RU2612106C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ И КОМПОЗИЦИОННЫХ ЗАГОТОВОК ИЗ ЛИСТОВЫХ МАТЕРИАЛОВ | 2015 |
|
RU2610653C1 |
| Способ изготовления трубных изделий из циркониевого сплава | 2019 |
|
RU2798021C1 |