1
Изобретение .относится к обработке металлов давлениеми может быть использовано при отделке поковок после их штамповки. ..
Известен совмещенный штамп для обрезки облоя на поковках и их правкикалибровки, содержащий нижнюю плиту с установленным на ней корпусом с обрезной матрицей, размещенную в корпусе подвижную в вертикальном направлении правочную матрицу сприводом перемещения, а также приводной пуансонодержатель с установленным на нем пуансоном 1 .
Недостатком известного совмещенного штампа является невысокая надежность его работы, связаннаяс тем, что правка обычно сопровождается плас тической -деформацией, а так как поковка после правки удаляется из штампа через обрезную матрицу, то возможно ее заклинивание в обрезной матрице
Цель изобретения - повышение надежности работы штампа.
Цель достигается тем, что совмещенный штамп для обрезки облоя на поковках и их правки - калибровки, содержащий нижнкж) плиту с установленным на ней корпусом с обрезной матрицей, размещенную в корпусе подвижную в йертикальном направлении правочную матрицу с приводом перемещения, а также приводной пуансонодержатель с установленным на нем пуансоном, снабжен сбрасывателем поковок, выполненным в виде установленного в нижней части корпуса с возможностью качания в горизонтальной плоскости двуплечего рычага, одно плечо которого связано с индивидуальoным приводом, в стенке корпуса выполнено окно под удаляемую поковку, а привод перемещения правочной матрицы выполнен в виде силового цилиндра с.системой управления, сблокированной с
5 приводом перемещения пуансонодержателя.
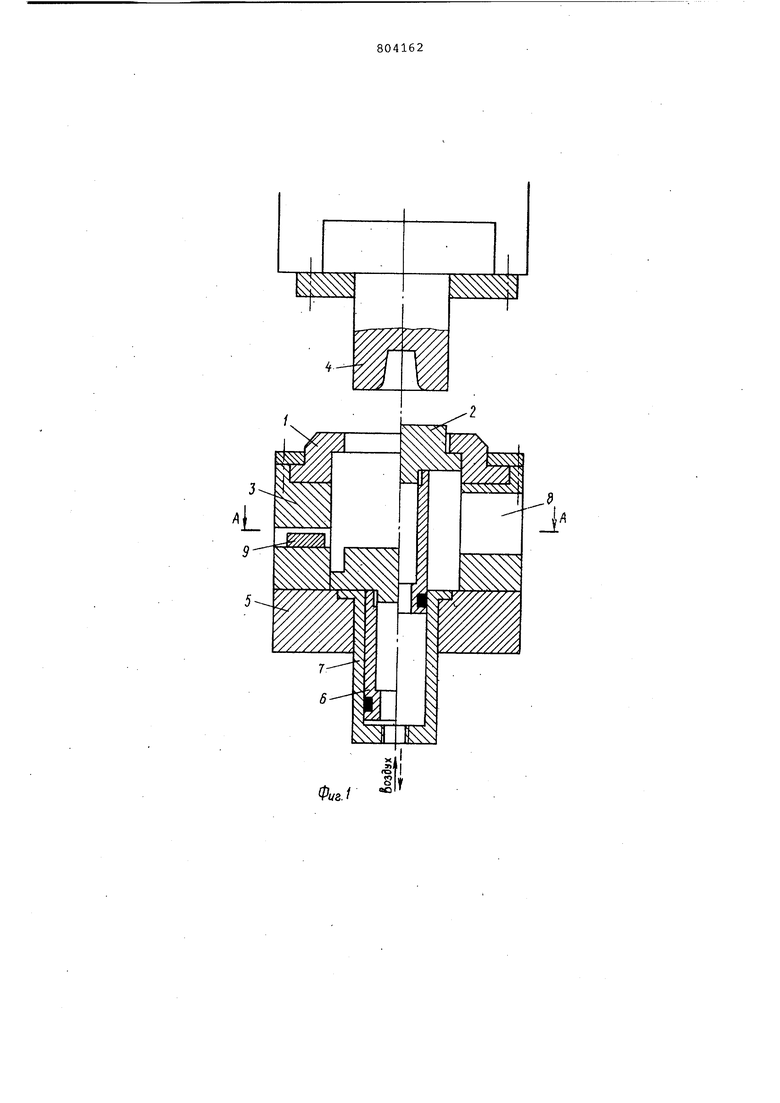
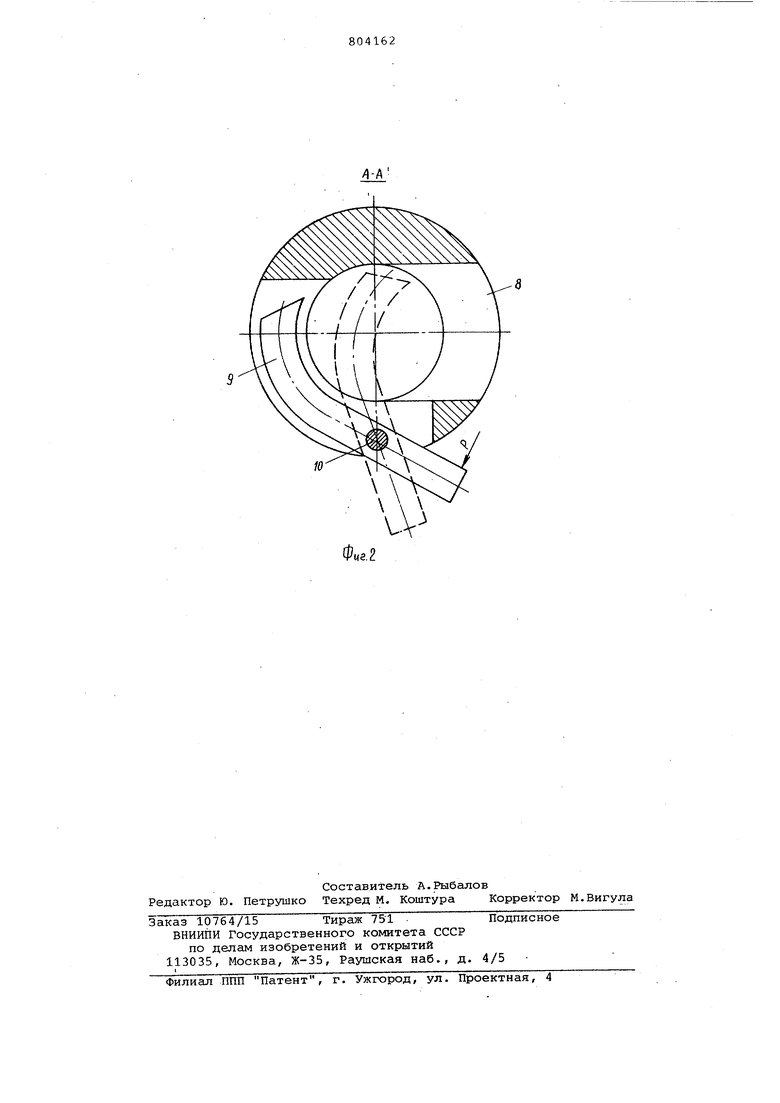
На фиг.1 схематически показан штамп обший вид, разрез: на фиг.2 - сечение А-А на фиг.1.
0
Штамп содержит обрезную 1 и правочную 2 матрицы, установленные в корпусе 3 штампа,и пуансон 4, закрепленный на пуансонодержателе. Корпус 3 штампа установлен на нижней плите 5. Правоч5ная матрица 2 соединена со штоком 6 пневмоцилиндра 7, управляемого с помощью системы управления, сблокированной с приводом перемещения пуансонодержателя. В корпусе 3 выполнено окOно 8. Для сбрасывания поковок в корпусе 3 установлен двуплечий рычаг 9, соединенный одним своим плечом с приводом. Двуплечий рычаг установлен в корпусе на оси 10.
После укладки поковок на правочную матрицу 2 пуансонодержатель с пуансоном 4 совершает рабочий ход. При этом облой, отделяясь от поковки, остается на обрезной матрице 1, а сама поковка под действием пуансона 4 вместе с правочной матрицей 2 опускается до упора последней на плиту 5. Одновременно с рабочим ходом пуансонодержателя полость пневмоцилиндра 7 соединяется с атмосферой. После соприкосновения правочной матрицы с плитой 5 пуансон 4, продолжая движение вниз, деформирует поковку, которая раздается в радиальном направлении. При ходе пуансонодержателя вверх к двуплечему рычагу прикладывается усилие Р и последний, поворачиваясь на оси 10 через окно 8 в корпусе 3, выталкивает поковку из штампа. После удаления поковки из штампа рычаг 9 поворачивается в исходное положение, при этом сжатый воздух подается в полость пневмоцилиндра 7, поднимая шток 6 и правочную матрицу 2 в исходное положение .
Предлагаемый совмещенный штамп обладает высокой надежностью работы.
Формула изобретения
Совмещенный и1тамп для обрезки облоя на поковках и их правки-калибровки, содержащий нижнюю плиту с установленным на ней корпусом с обрезной матрицей, размещенную в корпусе подвижную в вертикальном направлении правочную матрицу с приводом перемещения, а также приводной пуансонодержатель с установленным на нем пуансоном, отличающийся тем что, с целью повышения надежности работы, он снабжен сбрасывателем поковок, выполненным в виде установленного в нижней части корпуса с возможностью качания в горизонтальной плоскости двуплечего рычага, одно плечо которого связано с индивидуальным приводом, в стенке корпуса выполнено окно под удаляемую поковку, а привод перемещения правочной матрицы выполнен в виде силового цилиндра, с системой управления, сблокированной с приводом перемещения пуансонодержателя.
Источники информации, принятые во внимание при экспертизе
1. Ковка и объемная штамповка стали. Справочник. Под ред.-Сторацева М. В., М., Машиностроение, 1968 т.2, с.287, рис.32.
фуг./
| название | год | авторы | номер документа |
|---|---|---|---|
| Совмещенный штамп | 1980 |
|
SU958029A1 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU996037A1 |
| Совмещенный штамп | 1989 |
|
SU1703240A1 |
| Совмещенный штамп | 1978 |
|
SU703204A1 |
| Устройство для обрезки облоя и прошивки перемычки штампованных поковок | 1981 |
|
SU1026914A1 |
| Штамп совмещенного действия | 1978 |
|
SU742022A1 |
| КОМБИНИРОВАННЫЙ ШТАМП | 1991 |
|
RU2025185C1 |
| Штамп последовательного действия для обрезки облоя и правки поковок | 1985 |
|
SU1219222A1 |
| ШТАМП ДЛЯ ОБЪЕМНОГО ДЕФОРМИРОВАНИЯ И ОБРЕЗКИ ПОКОВОК | 1992 |
|
RU2018401C1 |
| Обрезной штамп | 1983 |
|
SU1196085A1 |