(54) УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА МОДЕЛЬНЫЙ БЛОК
Указанная цель достигается тем, что система пондержання необходимой высоТы гюкрытпя Модельного блока выполнена в виде мембраны, гермегичио закрепленной на внутренней боковой стеюсе ванны и снабжена датчиком положения модельного блока, уровня, установленным с наружной стороны боковой стенки ванны на расстоянии, превышающем уроввень зеркала материала покрытия при 11о1руженном модо.пьпом блоке, и линиями пагиеташгя и слнва маловязкой жидкости, соедннеиными с полостью мембраны через золотите, управляющий элемент 7соторого посредством блока управления соединен с датчиком уровня и датчжом положения модельного блока.
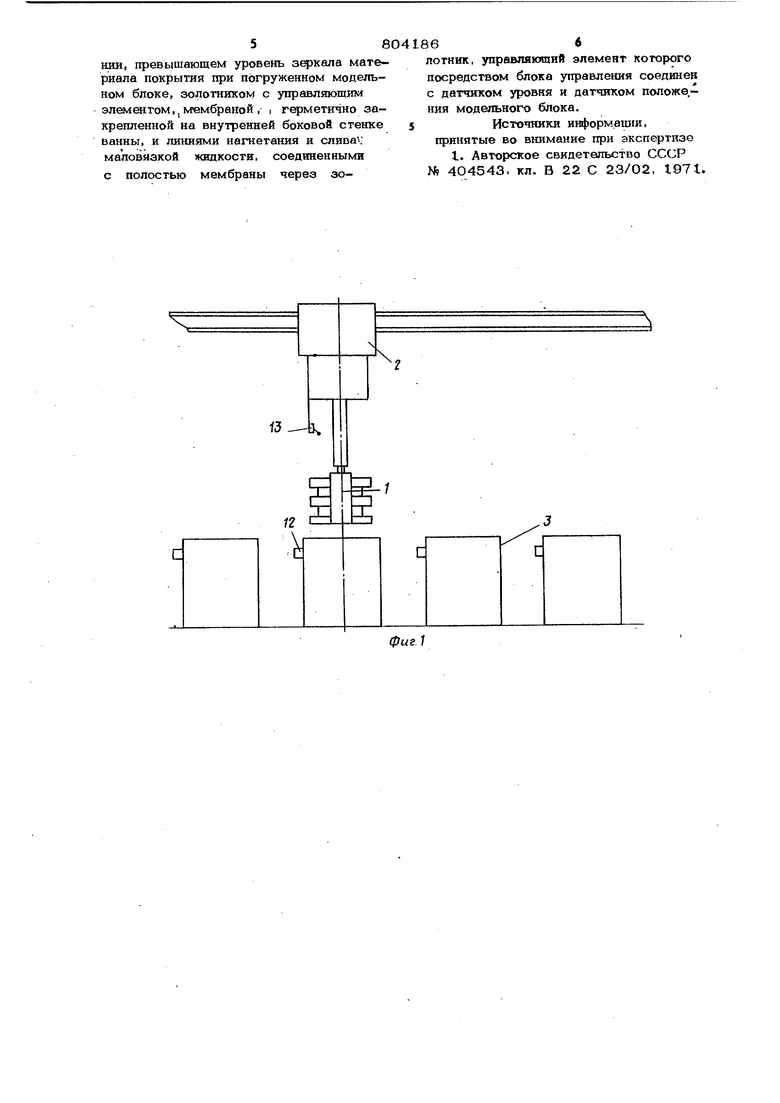
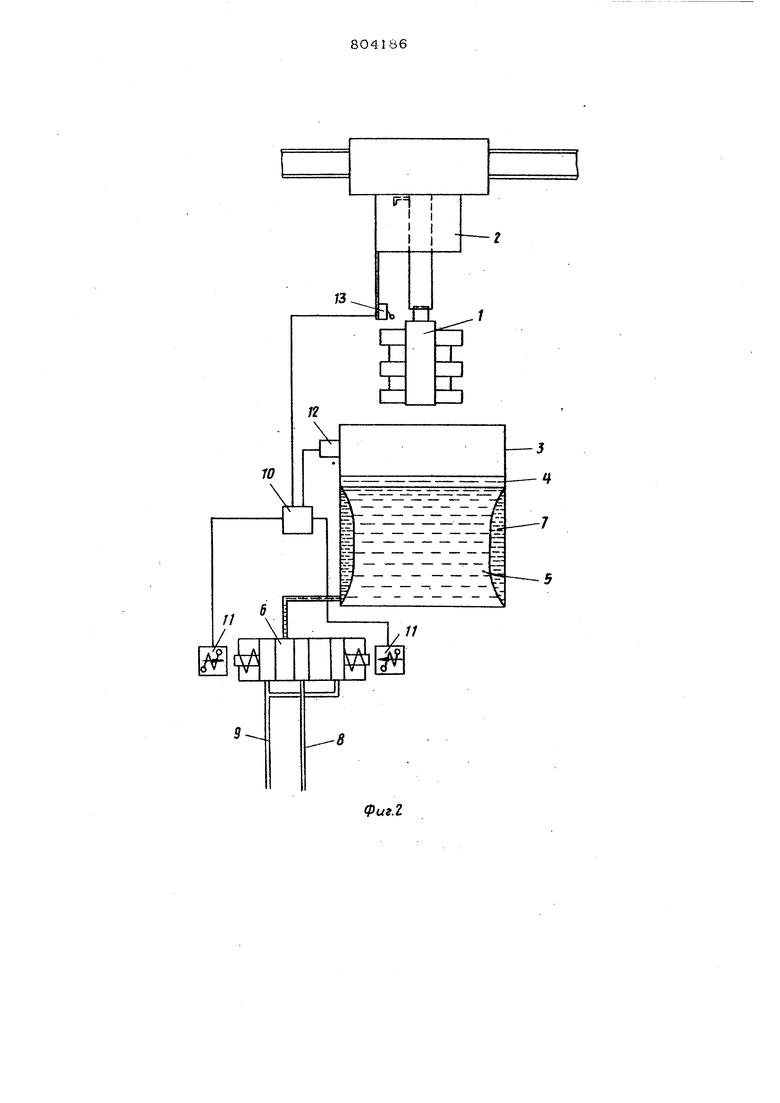
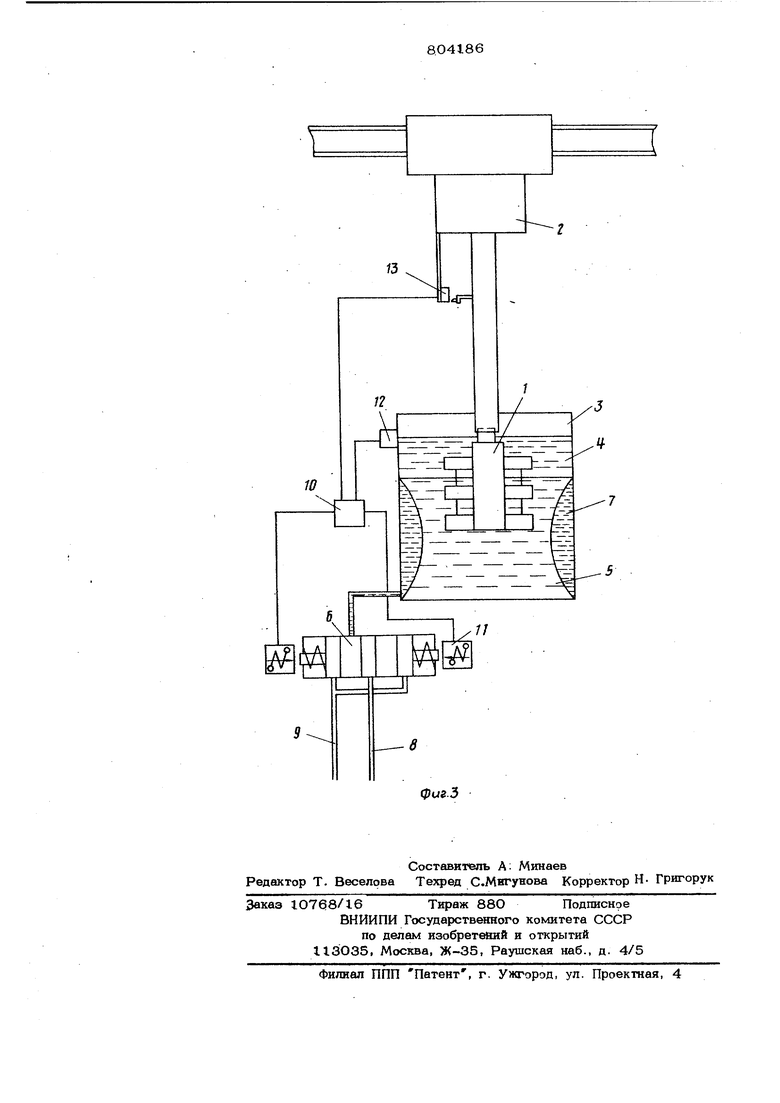
На фиг, 1 схематично представлеиая автоматизированная линия нанесения покрытий, общий ввд; на . 2 и 3 устройство для нанесения покрытий на модельный блок; соответственно при поднятом модельном блоке и опущенном в ванну, общий вид.
Устройство для нанесения покрытий состоит из модельного .блока I, установленного на автооператоре 2, ванпы 3 с материалом 4 покр1 1тия, упругой мембраны 5, герметично закрепленной на внутренней стенке ванны 3, гидрозолотника 6 подачи и слива маловязкой жидкости 7 по л нгиял- IIaгнeтa шя 8 и слива 9, блока to управления управляющими элементами 11 гидрозолотншса 6, датчика 12 уровня и датчика 13 полох ения модельного блока 1 .
Согласно технологическому шжлу окунаШ1;я и автоматизированной линии нанесения покрытий установлено четыре ванны 3 с различными материалами 4 покрытий
В качестве материала покрытия используются этилсиликат, токопроводящая суспензия, огнеупорный материал в псевдоожиженном состоянии и форетическая суспензия. Очередностьокунания
определяется технологией работы.
Для обеспечения заданной высоты покрытия модельного блока устройство работает следующим образом.
Автооператор 2 на позшлни нанесения покрытия опускает модельный блок 1 в ванну 3 до срабатывания датчика 13 положения, который дает команду в блок 1 управления на включение глдрозолотника 6, подключающего полость между ванной 3 и мембраной 5 к линии -,8 нагнетания маловязкой жидкости 7, еСли уровень материала 4 покрытия ниже лровня контролируемого датчиком 12 уровня.
При этом уровень материала 4 покрытия повышается. При дocтижeн ш заданного значения уровня датчик 12 через блок Ю управления и управляющий элемент 11 отключает гидрозолотник 6, который становится в нейтральное положение и прекращает подачу жидкости 7. Пеобходимость установки заданного уровня после погружения модельного блока 1 объясняется тем, что в зависимости от очередности погружения модельный блок 1 будет HivieT разное число слоев покрытия, т.е. разный объем, поэтому высота подъема уровня после его погружения будот различной.
В функцию блока 10 управления входит переключение гидрозолотника 6 на слив мшдкости 7 и выдача сигнала на добавку материала 4 покрытия. Это происходит тогда, когда имеется значительный расход материала 4 покрытия и подачей жидкости 7 в полость мембраны 5 невозможно достичь заданного уровня. При этом блок 10 управления через определенное время переключает гкдрозолотник 6 и полость между мембраной 5 и ванной 3 подключается к линии 9 слива. Одновременно выдается команда на подъем модельного блока 1. В 1сачестве маловязкой жидкости 7 может быть использованр, например масло, а в качестве датчика 12 уровня - ультразвутховой сигнализатор типа 4-234.
Предлагаемое изобретение позволяет сократить габариты устройства и упростить его конструзсцию за счет исключения дополнительной ем7сости, повысить надежность устройства при работе с клеюшими, быстротвердеющими и агрессивными жидкостями, суспензиями и сыпучими материалами, находящимися в псевдоожиженном состоянии.
Формула изобретения
Устройство для нанесения покрытий на модельный блок, содержащее автооператор, ванну с материаломлокрытия и систему поддержания необходимой высоты покрытия модельного блока, отличающееся тем, что, с целью повышения надежности, уменьшения габаритов и упрощения конструкции, система поддержания необходимой высоты покры-тня снабнсена блоком управления, датчиком положения модельного блока, датчзгеом уровня, установленным с наружной стороны боковой стенки ванны .на расстояНИИ, превышающем уровень зеркала материала покрытия при погруженном модельном блоке, золотником с управляпошим элемеитом,| мембраной , i герметично закрепленной на внутренней боковой стенке ванны, и линиями нагнетания и списав маповяэкой жипкости, соединенными с полостью мембраны через золотник, управляющий элемент которого посредством блока управления соединен с датчиком уровня и датчиком положе,ния модельного блока.
Источники информаш1к, принятые во внимание при экспертизе
1. Авторское свидетельство СССГ N9 404543, кл. В 22 С 23/О2, 1971.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения покрытий на модельный блок | 1982 |
|
SU1026935A1 |
| СПОСОБ ХИМИЧЕСКОЙ ОБРАБОТКИ И ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ДЕТАЛИ И АВТОМАТИЧЕСКАЯ КАМЕРА ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2021 |
|
RU2771126C1 |
| Линия для получения форм методом электрофореза по выплавляемым моделям | 1986 |
|
SU1315110A1 |
| Устройство для нанесения огнеупорного покрытия на модельные блоки | 1980 |
|
SU933185A1 |
| Установка для нанесения сыпучего огнеупорного материала на модельный блок | 1976 |
|
SU709242A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ОГНЕУПОРНОЙ СУСПЕНЗИИ НА МОДЕЛЬНЫЕ БЛОКИ | 1989 |
|
SU1822023A1 |
| Линия электрофорезного покрытия малогабаритных изделий | 1983 |
|
SU1176642A1 |
| Механизированная линия изготовления форм методом электрофореза для литья по выплавляемым моделям | 1980 |
|
SU897387A1 |
| ВАННА ГИДРОМАССАЖНАЯ БЕСКОНТАКТНАЯ | 2016 |
|
RU2646573C2 |
| Способ изготовления оболочковых форм по выплавляемым моделям | 1981 |
|
SU1014630A1 |
X:
f3
13
«
W
//
HI
I I
EK. rt
ч
7
L дг
11
