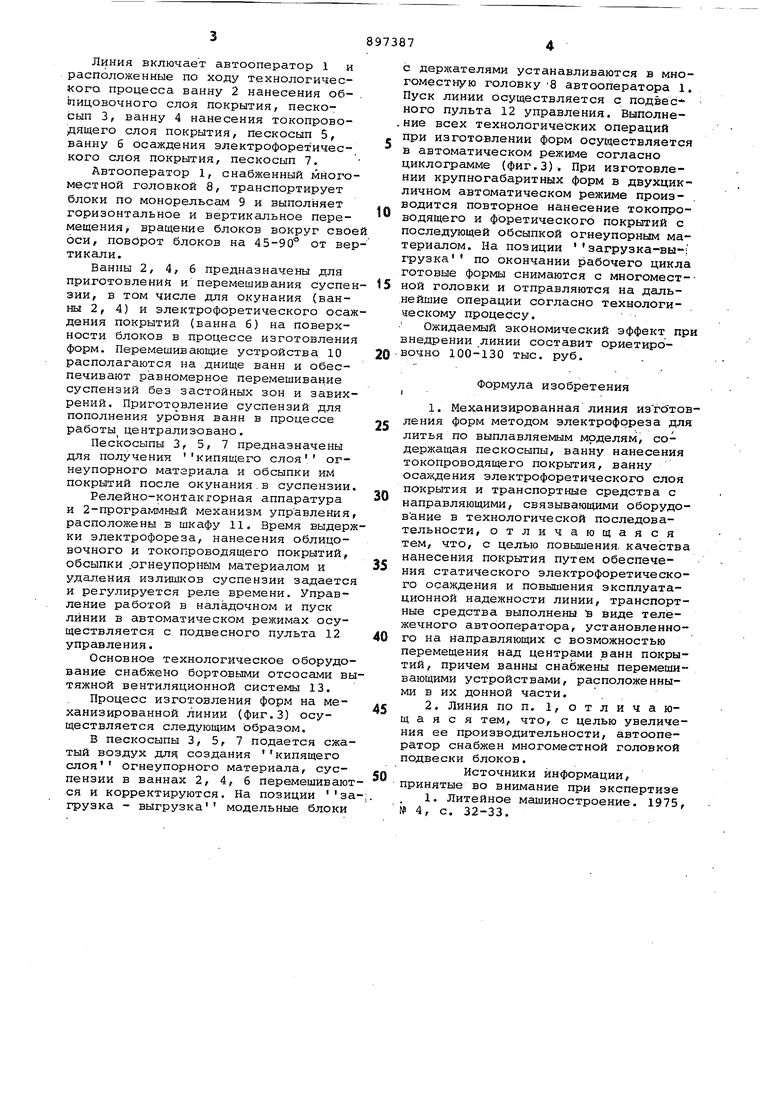
Линия включает автооператор 1 и расположенные по ходу технологического процесса ванну 2 нанесения об- . пицовочного слоя покрытия, пескосып 3, ванну 4 нанесения токопрово)Цящего слоя покрытия, пескосып 5, ванну 6 осаждения электрофоретического слоя покрытия, пескосып 7.
Автооператор 1, снабженный многоместной головкой 8, транспортирует блоки по монорельсам 9 и выполняет горизонтальное и вертикальное перемещения, вращение блоков вокруг свое оси, поворот блоков на 45-90° от вертикали.
Ванны 2, 4, 6 предназначены для приготовления и перемешивания суспензии, в том числе для окунания (ванны 2 , 4) и электрофоретического осаждения покрытий (ванна 6) на поверхности блоков в процессе изготовления форм. Перемешивающие устройства 10 располагаются на днище ванн и обеспечивают равномерное перемешиван.ие суспензий без застойных зон и завихрений. Приготовление суспензий для пополнения уровня ванн в процессе работы централизовано.
Пескосыпы 3, 5, 7 предназначены для получения кипящего слоя огнеупорного материала и обсыпки им покрытий после окунания.в суспензии.
Релейно-контакгорная аппаратура и 2-программный механизм управления, расположены в шкафу И. Время выдержки электрофореза, нанесения облицовочного и токопроводящего покрытий, обсыпки .огнеупорнйм материалом и удаления излишков суспензии задается и регулируется реле времени. Управление работой в наладочном и пуск линии в автоматическом режимах осуществляется с подвесного пульта 12 управления.
Основное технологическое оборудование снабжено бортовыми отсосами вытяжной вентиляционной системы 13.
Процесс изготовления форм на механизированной линии (фиг.З) осуществляется следующим образом.
В пескосыпы 3, 5, 7 подается сжатый воздух дл5 создания кипящего
слоя
огнеупорного материала, суспензии в ваннах 2, 4, б перемешиваются и корректируются. На позиции загрузка - выгрузка модельные блоки
с держателями устанавливаются в многомест1 ю головку8 автооператора 1. Пуск линии осуществляется с подвес ного пульта 12 управления. Выполне.ние всех технологических операций , при изготовлении форм осуществляется в автоматическом режиме согласно циклограмме (фиг.З). При изготовлении крупногабаритных форм в двухцикличном автоматическом режиме проиэ водится повторное нанесение токоцро водящего и форетического покрытий с последующей обсыпкой огнеупорным материалом. На позиции загрузка-вы-; грузка по окончании рабочего цикла готовые формы снимаются с многомест-
5 ной головки и отправляются на дальнейшие операции согласно технологическому процессу.
Ожидаемый экономический эффект при внедрении линии составит ориетиро0 вочно 100-130 тыс. руб.
Формула изобретения I
1. Механизированная линия изготов5 ления форм методом электрофореза для литья по выплавляемым моделям, содержащая пескосыпы, ванну нанесения токопроводящего покрытия, ванну осаждения электрофоретического слоя покрытия и транспортные средства с направляющими, связывающими оборудование в технологической последовательности, отличающаяся тем, что, с целью повышения, качества нанесения покрытия путем обеспечения статического электрофоретического осаждения и повышения эксплуатационной надежности линии, транспортные средства выполнены в виде телёжечного автооператора, установленного на направляющих с возможностью перемещения над центрами ванн покрытий, причем ванны снабжены перемешивающими устройствами, расположенными в их донной части. .
5 2. Линия по п. 1, отличающаяся тем, что, с целью увеличения ее производительности, автооператор снабжен многоместной головкой подвески блоков.
Источники информации.
принятые во внимание при экспертизе 1. Литейное машиностроение. 1975, № 4, с. 32-33.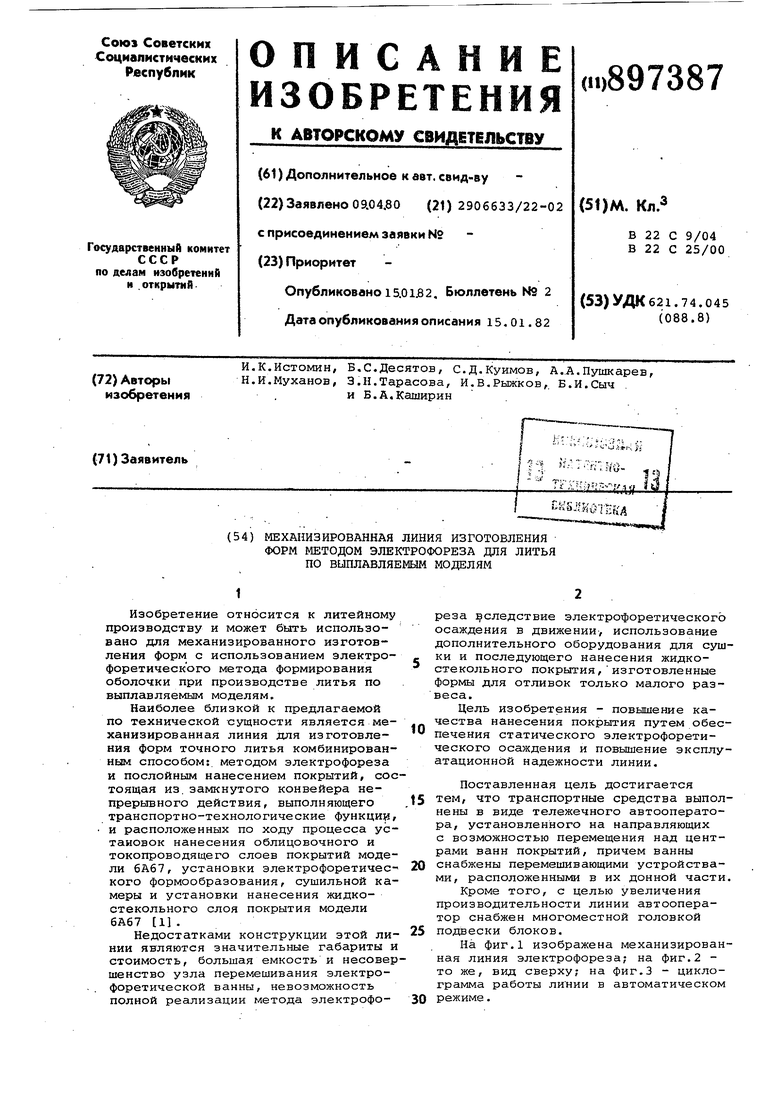
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для получения форм методом электрофореза по выплавляемым моделям | 1986 |
|
SU1315110A1 |
| Автоматическая линия изготовленияфОРМ пО ВыплАВляЕМыМ МОдЕляМ | 1979 |
|
SU846102A1 |
| Способ изготовления крупногабаритных форм по выплавляемым моделям | 1986 |
|
SU1419828A1 |
| Токопроводящее покрытие для изготовления керамических литейных форм | 1975 |
|
SU531626A1 |
| Установка для нанесения огнеупорного покрытия на модельные блоки | 1985 |
|
SU1284680A1 |
| Устройство для изготовления обо-лОчКОВыХ лиТЕйНыХ фОРМ | 1979 |
|
SU822976A1 |
| Установка для изготовления керамических форм | 1976 |
|
SU662245A1 |
| Манипулятор для нанесения огнеупорных покрытий при изготовлении крупногабаритных литейных форм по выплавляемым моделям | 1983 |
|
SU1180150A1 |
| Установка для нанесения огнеупорного покрытия | 1979 |
|
SU865490A1 |
| Способ отверждения оболочковых форм,получаемых по выплавляемым моделям методом электрофореза | 1981 |
|
SU984635A1 |
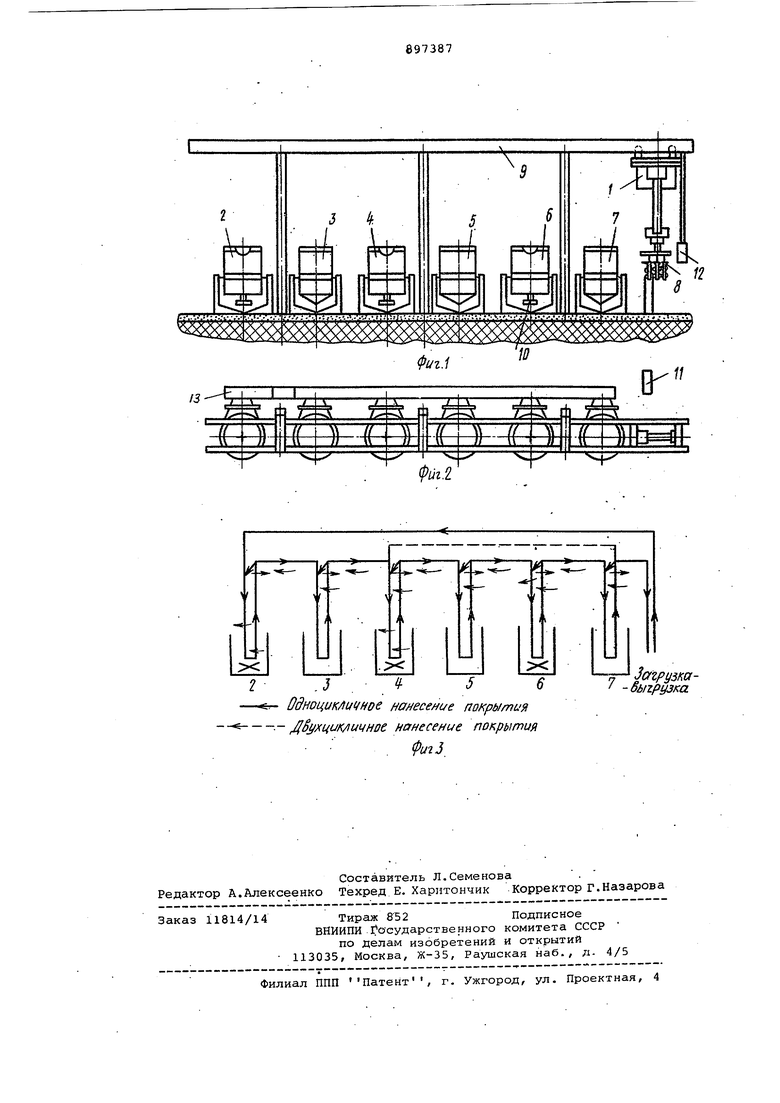
Одноцик/1111 ное на/ есемие покрытия -- (i4UK/iu4HOC нанесение покрытия
(риг5
