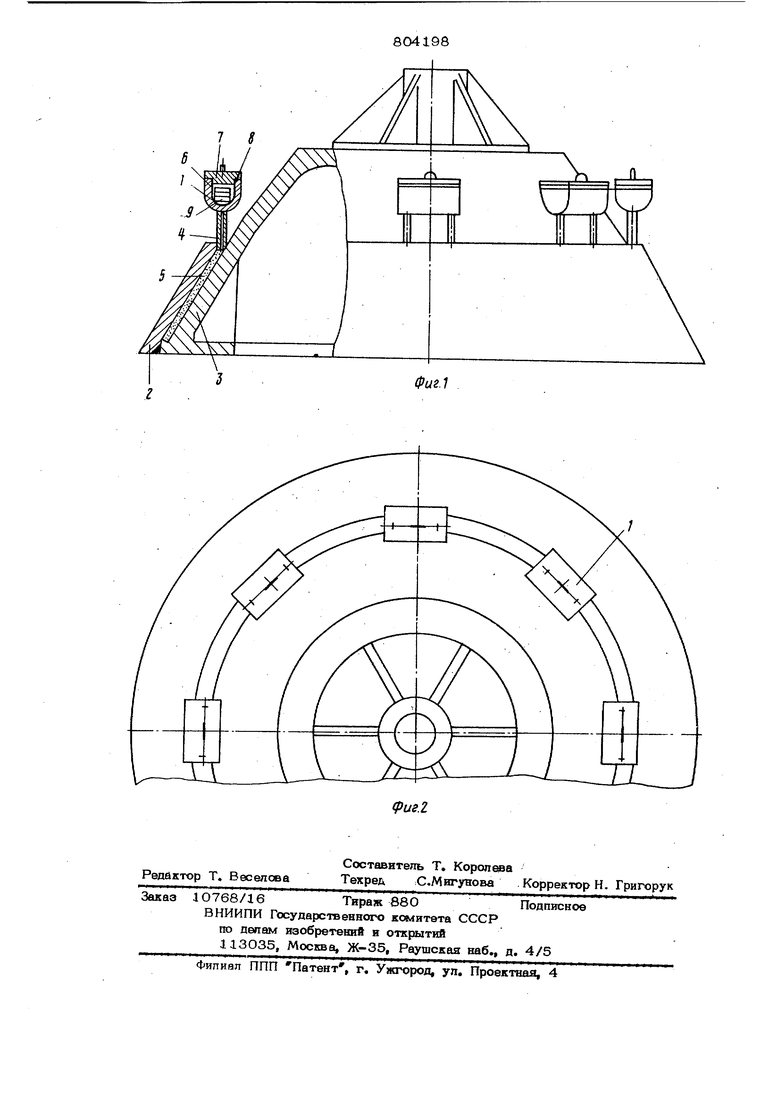
Изобретение относится к оснастке, испопьдуемой для износостойкой наплавки композиционным сплавом большегрузного оборудования , например деталей засыпных аппаратов доменных печей, IfeBecTeH контейнер для пзносос1хэйкой наплавки композиционным сппавом, состо5адий из герметичного корпуса (кожуха), выполненного по форме изделия и крышки, образующей с прибыльной частью корпуса QviKOCTb-питатепь для сплава - связки. Питатель выполнен в виде одной емкости по форме направляемого изделия 1 Недостаток контейнера заключается в , что невозможно повторно испопьзовать емкость питатель, так как трудно ее отделить от корпуса и изделия, потому что в нижней части емкости-питател иа избытка сплава - связки и износог стойкого материала при наппавке образуется труднообрабатьтаемый наплыв (так назьшаемая бородка). Наиболее близким к предложенному по техническому выполнению является кон- тейнер для износостойкой наплавки, содержащий питатель для сплава - связки, корпус, выполненный но форме наплавляемой поверхности изделия и размещешхый с зозором, заполненным износостойким материало г и трубки, соединяющие питатетть с ЭТИК5 зазором. Питатель выполнен в виде одной - емкое тя|Д. Недостаток указанного контейнера заключается в том, чтоГемкость для сплаьвасвязки выполнена по форме изделия и применена только для определенного -гапоразмерй изделия. Появляется необходимость иметь места складирсжания для питателей так как диаметр питателя достигает до 6 м, а цикл наплавки составляет 1,5-2г. Только для наплавки конусов, чаш и ворс-; нок необходимо иметь Ю типоразмеров питателей. Также велики затраты на транспортировку. Кроме того, избыток сплавасвязки, необходимый для создания гидро статического давления при пропитке верхнего слоя износостойкого материала, засыпанного в зазор и остающийся в питатепе, из-за повышения его температуры ппавпения в следствии насыщения железом в дальнейшем не используется. Для раса павпения с.плава-связки, насыщенного железом,его необходимо нагреть до140Ос, при которой может произойти деформация изделия и корпуса и пониясение качества наплавки Избыток сплава - связки составляет 10%. Закладка сплава - связки в является трудоемким продессом, так как необходимо предварительно срезать крышку питателя, заложить мельтсиор и затем снова приварить крышку. Цель изобретения - унификация питателя, обеспечение возможности его исполь зования для изделий различных типоразмеров и форм и сокращение затрат на изготовление, экономия сплава связки, повышение срока службы питате-ля и уменьшение трудозатрат при закла дывании в питатель сплава - связки. Цель достигается тем, что вспомогательная емкость выполнена в виде нескольких отдельных емкостей, размещенных над зазором на расстоянии друг от друга. Кроме того, внутренняя поверхность каждой емкости выполнена с керамическим покрытием. Каждая часть питателя снабжена съем ной крышкой с уплотнением. На фиг. 1 изображен предлагаемый контейнер, вид прямо; на фиг. 2 - то же, вид сверху. Контейнер для износостюйкой наплавки состоит из вспсжюгательной емкости, выполненной в виде отдельных емкостей 1, корпуса 2, выполненного по форме наплав ляемой поверхности изделия 3 и размещенного с зазором на изделии 3 и.трубок 4, соединяющих емкости 1 питателя с зазором В зазор засыпан износостойкий материал 5 Количество емкостей 1 в комплекте, устанавливаемом на наплавляемое изделие 3 взя из условия, что их суммарный обьем равен объему потребного количества сплава связки для наплавки изделия 3. Внутренняя поверхность каждой емкости 1 выполнена с керамическим покрытием 6. Емкость имеет съемную крышку 7 и упло няющую прокладку 8. В каждую емкость питатель заложен сплав - связка 9. Контейнер вместе с изделием 3 и нап лавляемым материалсиуг помещают в печь и нагревают в печи до температуры, превышающей температуру плавления спла- ва - связки. В процессе нагрева расплав ленный сплав - связка 9 из емкостей 1 по трубкам 4 стекает в зазор и пропитъшает наплавляемый материал 5. Избыток сплава- связки 9, необходимый для создания гидростатического давления, остается в емкости 1 и в связи с керамическим покрытием 6 внутренней поверхности питателя не насыщается железом. После наплавки и охлаждения изделия 3 срезают трубки 4 емкости 1, закладьтают в них дополнительное количество сплава - связки 9, заменяют соединительные трубки 4 и используют емкости для наплавки другого изделия. Предлагаемая конструкций питателя позволяет наплавлять детали любого размера, для чего необходимо лишь менять количество емкостей в устанавливаемом на изделие комплекте. Формула изобретения 1.Контейнер для наплавки износостойким сплавом крупных изделий, содержащий корпус с конфигурацией наплавляет 1Ой поверхности изделия и размещенный от него с зазором, заполненным износостойким материалом, вспомогательную емкость для сплава - связки, .расположенную над упомянутым зазором и сообщенную с ним трубками, отличающийся тем, что, с целью .сокращения затрат при наплавке крупных изделий различных типоразмеров и конфигураций, контейнер снабжен дополнительными вспомогательными емкостями, размещенными над этим зазором на расстоянии друг от друга. 2.Контейнер по п. 1, о т л и ч а ю щ и и с я тем, что, с целью повышения срока службы вспомогательных емкостей и экономии сплава - связки на внутреннюю поверхность каждой вспомогательной емкости нанесен слой керамического покрытия. 3.Контейнер по п. 1, о т л и ч а ю щ и и с я тем, что каждая вспомогательная емкость снабжена съемной крышкой и уплотнением из термостойкого материала, преимущественно из асбеста. Источники информации, принятые во внимание при экспертизе 1..Сторожик Д. А. и др. Изготовление и эксплуатация загрузочных устройств доменных печей. М., Металлургия, 1973, с. 255,, рис, 199. 2. Авторское свидетельство СССР № 539680, кл, В 22 D19/08, 1974.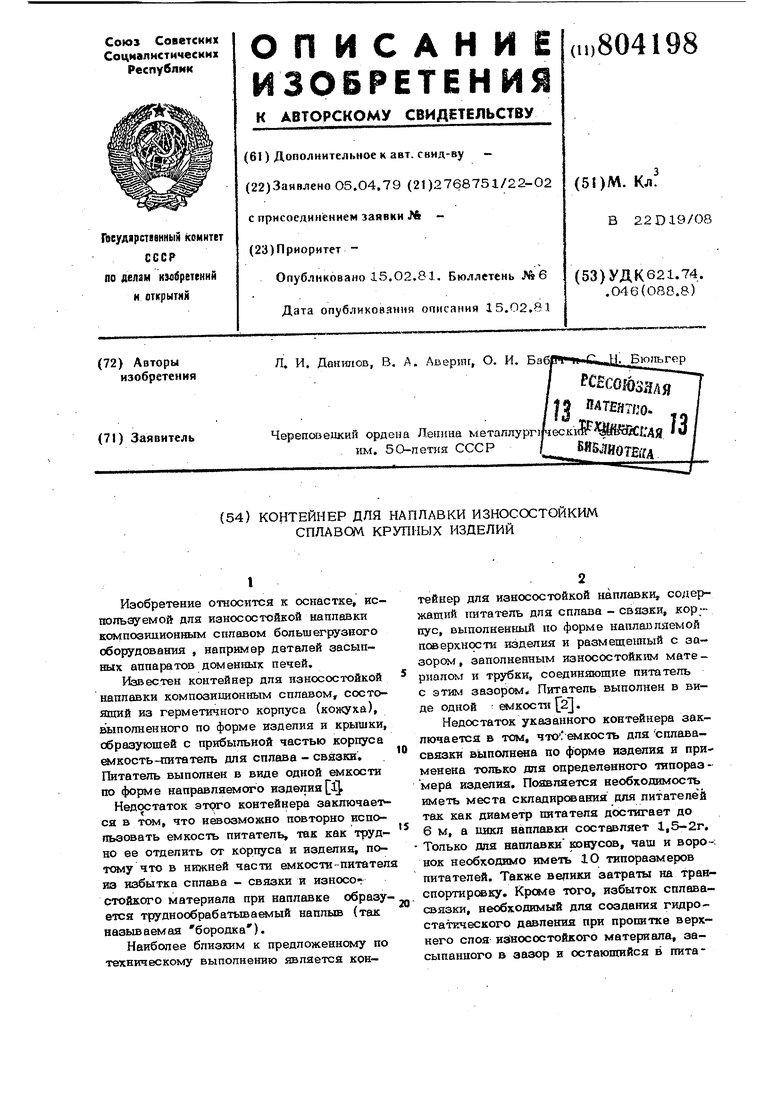

| название | год | авторы | номер документа |
|---|---|---|---|
| Контейнер для наплавки износостойкимКОМпОзициОННыМ СплАВОМ КРупНыХиздЕлий | 1979 |
|
SU816688A1 |
| СПОСОБ ИЗНОСОСТОЙКОЙ НАПЛАВКИ | 1979 |
|
SU794899A1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ НАПЛАВКИ И СПОСОБ ЕГО НАНЕСЕНИЯ | 2006 |
|
RU2311275C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПЛАВОЧНЫХ СТЕРЖНЕЙ | 2013 |
|
RU2536839C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НАПЛАВКОЙ ПРИПОЯ НА ПОВЕРХНОСТЬ КОНСТРУКЦИОННОЙ СТАЛИ | 2004 |
|
RU2260503C1 |
| Способ износостойкой наплавки | 1975 |
|
SU562393A1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ ИЗНОСОСТОЙКОЙ НАПЛАВКИ ЭЛЕКТРОННЫМ ЛУЧОМ | 2006 |
|
RU2322335C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОКЕРАМИЧЕСКИХ ИЗДЕЛИИ ИЗ ТВЕРДБ1Х СПЛАВОВ | 1973 |
|
SU361014A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО СЛОЯ НА РАБОЧЕЙ ПОВЕРХНОСТИ ОПОР СКОЛЬЖЕНИЯ | 2003 |
|
RU2274776C2 |
| СПОСОБ ИНДУКЦИОННО-МЕТАЛЛУРГИЧЕСКОЙ НАПЛАВКИ | 2000 |
|
RU2192947C2 |