(54) ТРУБООТРЕЗНОЙ ЛЕТУЧИЙ СТАНОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Трубоотрезной летучий станок | 1980 |
|
SU897422A1 |
| ЛИНИЯ РЕЗКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ НА МЕРНЫЕ ДЛИНЫ | 1973 |
|
SU383547A1 |
| Труборезный автомат | 1982 |
|
SU1055593A1 |
| ТРУБООТРЕЗНОЙ СТАНОК | 1973 |
|
SU373098A1 |
| ТРУБОРЕЗНЫЙ АВТОМАТ | 1993 |
|
RU2085343C1 |
| Станок для резки труб | 1987 |
|
SU1473909A1 |
| Агрегат для обработки деревянныхдЕТАлЕй ОпОР лиНий элЕКТРОпЕРЕдАч | 1979 |
|
SU812575A1 |
| Линия резки труб | 1991 |
|
SU1785487A3 |
| Абразивно-отрезной станок | 1991 |
|
SU1834789A3 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ДВИЖУЩИХСЯ ТРУБ | 1997 |
|
RU2130363C1 |


1
Из ретение относится к обработке -металлов давлением и может быть использовано при резке труб на мерной длине.
Известен трубоотрезной летучий станок, содержащий станину, каретку с механизмом. резки и механизмом зажима трубы, узел коррекции и датчик положения переднего конца трубы 1.
Недостатком известного устройства является невысокая точность отрезаемой трубы.
Известен также трубоотрезной летучий станок, содержащий станину, на направляющих которой установлена каретка с механизмом резки в виде отрезной головки и механизмом зажима трубы, подающий транспортер, на котором установлен .с возможностью возвратно-поступательного перемещения упор с приводом поворота, а также систему автоматического управления механизмом резки в виде датчика положения переднего конца трубы и конечного выключателя с двумя контактами 2.
Недостатком известного станка являются невысокие точность и качество резки, а также неблагоприятные условия обслуживания.
Цель изобретения - повыщение точности и качества резки и улучшение условий обслуживания.
Указанная цель достигается тем, что один из контактов конечного выключателя выполнен в виде токоизолированной пластины, установленной на упоре, авторым контактом является разрезаемая труба, заземленная через подающий транспортер.
Отрезная головка установлена под разрезаемой трубой.
Механизм зажима трубы выполнен в ви0де подвижных призм, облицованных звукопоглощающим материалом.
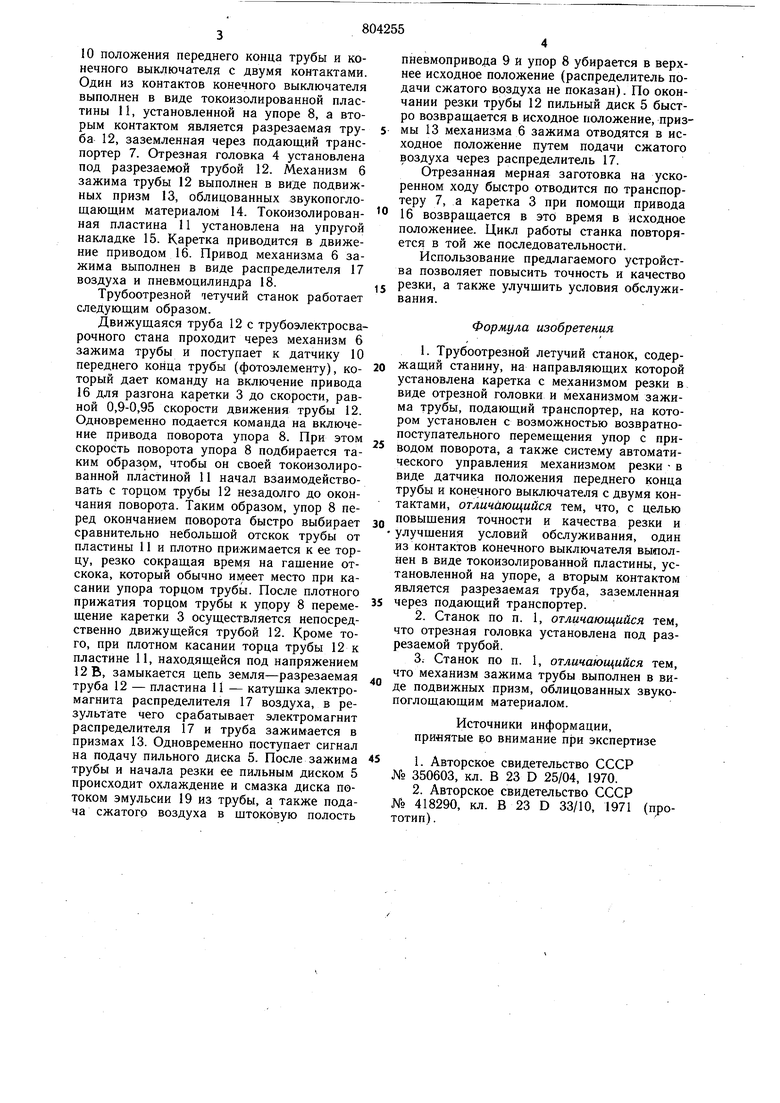
На фиг. 1 показана принципиальная схема станка; на фиг. 2 - разрез А-А на фиг. 1.
трубоотрезной летучий станок содержит станину 1, на направляющих 2 которой установлена каретка 3 с механизмом резки в виде отрезной головки 4 с пильным диском 5 и механизмом 6 зажима трубы, подающий транспортер 7, на котором установлен с возможностью возвратно-поступательного перемещения упор 8 с механизмом 9 поворота, а также систему автоматического управления механизмом резки в виде датчика
10 положения переднего конца трубы и конечного выключателя с двумя контактами. Один из контактов конечного выключателя выполнен в виде токоизолированной пластины 11, установленной на упоре 8, а вторым контактом является разрезаемая труба 12, заземленная через подающий транспортер 7. Отрезная головка 4 установлена под разрезаемой трубой 12. Механизм б зажима трубы 12 выполнен в виде подвижных призм 13, облицованных звукопоглощающим материалом 14. Токоизолированная пластина 11 установлена на упругой накладке 15. Каретка приводится в движение приводом 16. Привод механизма 6 зажима выполнен в виде распределителя 17 воздуха и пневмоцилиндра 18.
Трубоотрезной 1етучий станок работает следующим образом.
Движущаяся труба 12 с трубоэлектросварочного стана проходит через механизм 6 зажима трубы и поступает к датчику 10 переднего конца трубы (фотоэлементу), который дает команду на включение привода 16 для разгона каретки 3 до скорости, равной 0,9-0,95 скорости движения трубы 12. Одновременно подается команда на включение привода поворота упора 8. При этом скорость поворота упора 8 подбирается таким образрм, чтобы он своей токоизолированной пластиной 11 начал взаимодействовать с торцом трубы 12 незадолго до окончания поворота. Таким образом, упор 8 перед окончанием поворота быстро выбирает сравнительно небольшой отскок трубы от пластины 11 и плотно прижимается к ее торцу, резко сокращая время на гащение отскока, который обычно имеет место при касании упора торцом трубь. После плотного прижатия торцом трубы к упору 8 перемещение каретки 3 осуществляется непосредственно движущейся трубой 12. Кроме того, при плотном касании торца трубы 12 к пластине 11, находящейся под напряжением 12В, замыкается цепь земля-разрезаемая труба 12 - пластина 11 - катущка электромагнита распределителя 17 воздуха, в результате чего срабатывает электромагнит распределителя 17 и труба зажимается в призмах 13. Одновременно поступает сигнал на подачу пильного диска 5. После зажима трубы и начала резки ее пильным диском 5 происходит охлаждение и смазка диска потоком эмульсии 19 из трубы, а также подача сжатого воздуха в щтоковую полость
пневмопривода 9 и упор 8 убирается в верхнее исходное положение (распределитель подачи сжатого 1в9здуха не показан). По окончании резки трубы 12 пильный диск 5 быстро возвращается в исходное положение, призмы 13 механизма 6 зажима отводятся в исходное положение путем подачи сжатого воздуха через распределитель 17.
Отрезанная мерная заготовка на ускоренном ходу быстро отводится по транспортеру 7, а каретка 3 при помощи привода
16 возвращается в это время в исходное положениее. Цикл работы станка повторяется в той же последовательности.
Использование предлагаемого устройства позволяет повысить точность и качество
резки, а также улучшить условия обслуживания.
Формула изобретения
установлена каретка с механизмом резки в виде отрезной головки и механизмом зажима трубы, подающий транспортер, на котором установлен с возможностью возвратнопоступательного перемещения упор с приводом поворота, а также систему автоматического управления механизмом резки - в виде датчика положения переднего конца трубы и конечного выключателя с двумя контактами, отличающийся тем, что, с целью
повышения точности и качества резки и улучшения условий обслуживания, один из контактов конечного выключателя выполнен в виде токоизолированной пластины, установленной на упоре, а вторым контактом является разрезаемая труба, заземленная
через подающий транспортер.
Источники информации, прийятые во внимание при экспертизе
Г
,N
