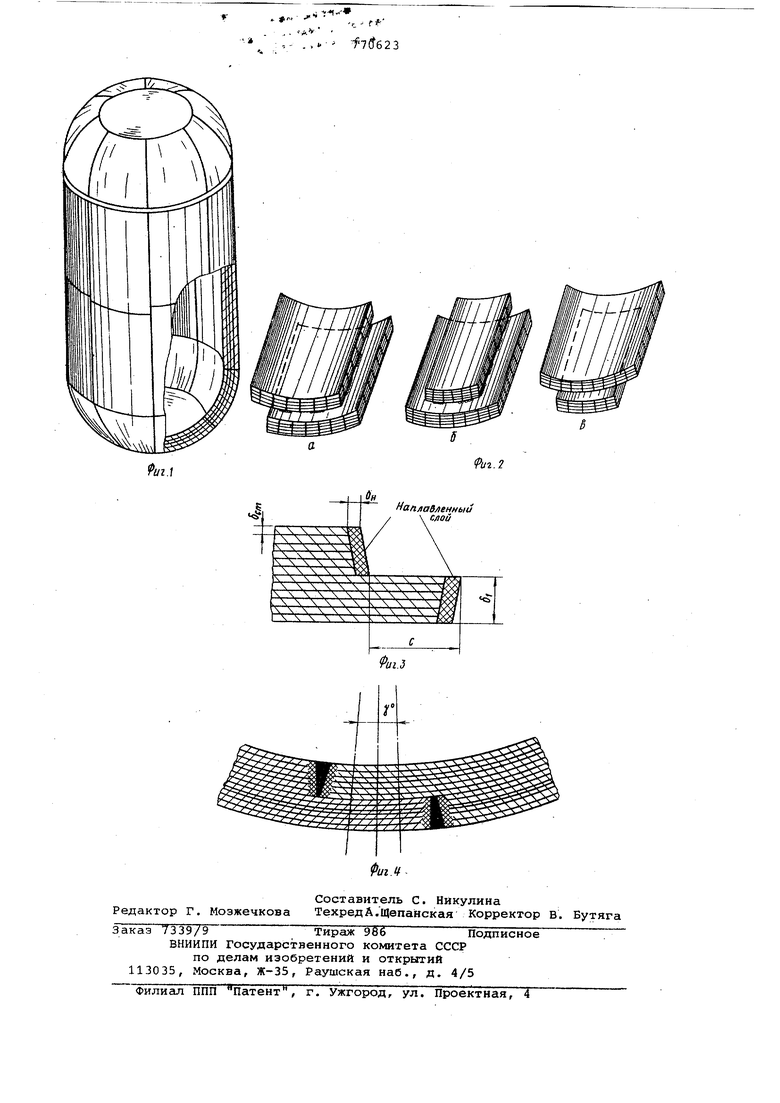
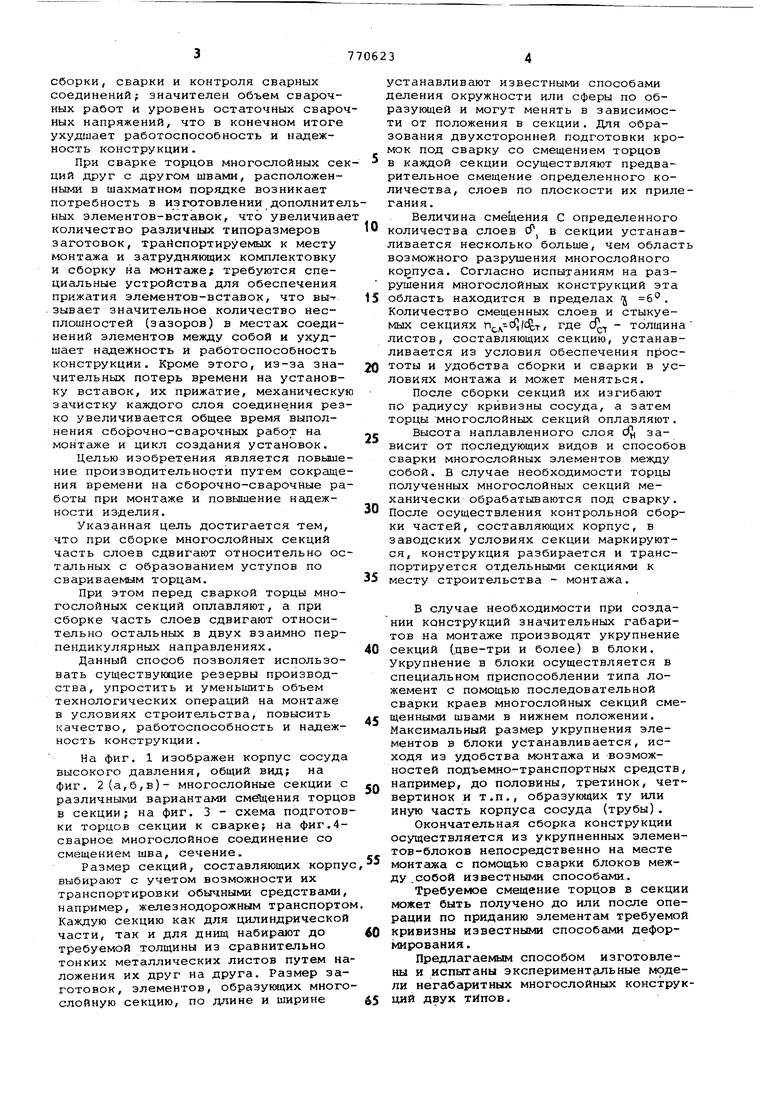
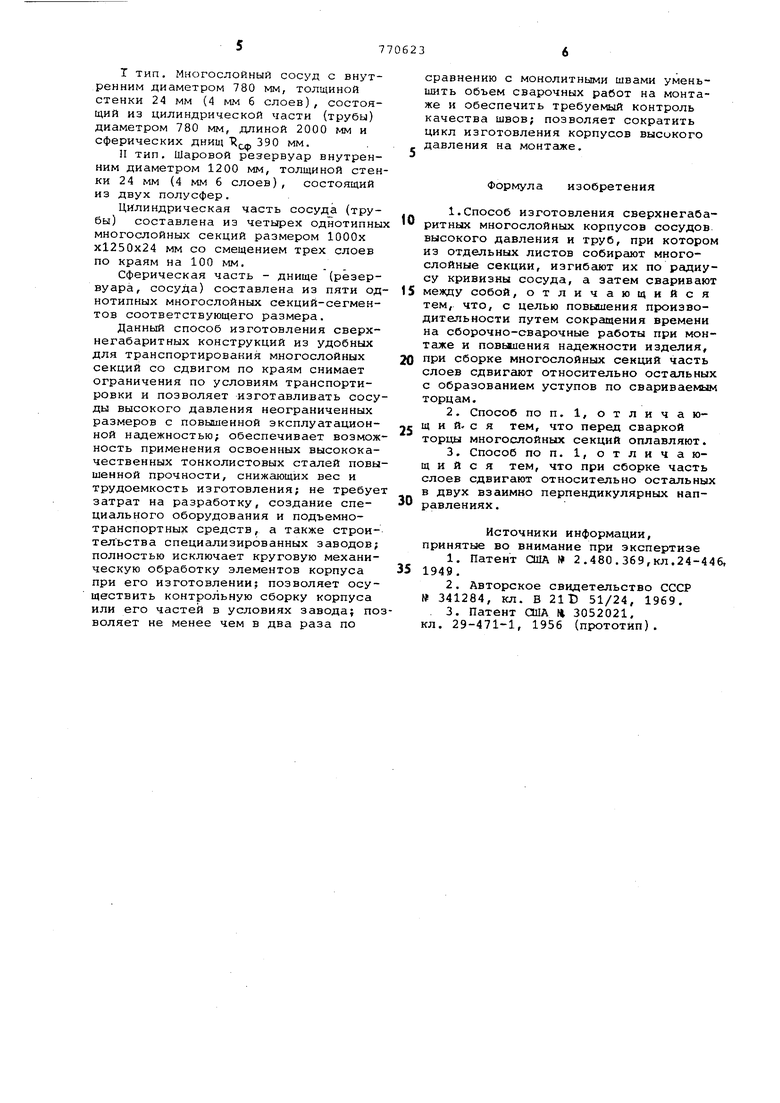
(54) СПОСОБ ИЗГОТОВЛЕНИЯ СВЕРХНЕГАБАРИТНЫХ МНОГОСЛОЙНЫХ КОРПУСОВ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ И ТРУБ Изобретение относится к производству многослойных сосудов и труб и может быть применено в энергетическо химической и нефтеперерабатывающей промышленности. Известен способ изготовления мног слойных сосудов, при котором на трубу-основу надевается предварительно свальцованная в холодном состоянии незамкнутая обечайка или два полуцилиндра с толщиной листа до б мм, затягивается при помощи плетеных строп и заваривается продольными шйами. On рация последовательно повторяется до тех пор, пока общая толщина конструк ции не достигнет требуемой-расчетной 1 . Недостатком известного способа яв ляется необходимость изготовления жесткой трубы-основы, необходимость изготовления большого количества номенклатуры и типоразмеров деталей, составляющих корпус, необходимость применения специальных стягивающих устройств, трудность контроля и ремонта внутренних швов при эксплуатации и др. Известен способ изготовления корпусов сосудов высокого давления из многослойных царг, на свариваемых торцах которых выполнены уступы 2 . В данном способе пазы и выступы на торцовых поверхностях образованы путем механической обработки цилиндрических многослойных царг. Недостатки данного. способа заключаются в том, что требуется повышенная точность механического оборудования для образования сложного профиля на торцовых поверхностях; уменьшается коэффициент использования основного металла за счет удаления его части при подготовке кромок под сварку; ограничивается применение способа из-за недостаточной прочности сварного соединения (неполного сечечия) при трехосном нагружении. Наиболее близким решением к предлагаемому является способ изготовления с:верхнегабаритных многослойных сосудов высокого давления, при котором из отдельных листов собирают многослойные секции, изгибают их по радиусу кривизны сосуда, а затем сваривают между собой 3. Однако при сварке торцов многослойных секций друг с другом стыковыми швами на полное сечение (толщину) соединяекых элементов затруднены условия сборки, сварки и контроля сварных соединений; значителен объем сварочных работ и уровень остаточных сваро иых напряжений, что в конечном итоге ухудшает работоспособность и надежность конструкции. При сварке торцов многослойных се ций друг с другом швами, расположенными в шахматном порядке возникает потребность в изготовлении дополните ных элементов-вставок, что увеличива количество различных типоразмеров заготовок, транспортируемых к месту монтажа и затрудняннцих комплектовку и сборку на монтаже; требуются специальные устройства для обеспечения прижатия элементов-вставок, что вы-г зывает значительное количество несплошностей (зазоров) в местах соединений элементов между собой и ухудшает надежность и работоспособность конструкции. Кроме этого, из-за значительных потерь времени на установку вставок, их прижатие, механическу зачистку каждого слоя соединения рез ко увеличивается общее время выполнения сборочно-сварочных работ на монтаже и цикл создания установок. Целью изобретения является повыше ние производительности путем сокраще ния времени на сборочно-сварочные ра боты при монтаже и повышение надежности изделия. Указанная цель достигается тем, что при сборке многослойных секций часть слоев сдвигают относительно ос тальных с образованием уступов по свариваемым торцам. При этом перед сваркой торцы многослойных секций оплавляют, а при сборке часть слоев сдвигают относительно остальных в двух взаимно перпендикулярных направлениях. Данный способ позволяет использовать существующие резервы производства, упростить и уменьшить объем технологических операций на монтаже в условиях строительства, повысить качество, работоспособность и надежность конструкции. На фиг. 1 изображен корпус сосуд высокого давления, общий вид; на фиг, 2(а,б,в)- многослойные секции различными вариантами смё цения торц в секции; на фиг. 3 - схема подгото ки торцов секции к сварке; на фиг.4 сварное многослойное соединение со смещением шва, сечение. Размер секций, составляющих корп выбирают с учетом возможности их транспортировки обычными средствами например, железнодорожным транспорт Каждую секцию как для цилиндрическо части, так и для днищ набирают до требуемой толщины из сравнительно тонких металлических листов путем н ложения их друг на друга. Размер за готовок, элементов, образующих мног слойную секцию, по длине и ширине устанавливают известными способами деления окружности или сферы по образукяцей и могут менять в зависимости от положения в секции. Для образования двухсторонней подготовки кромок под сварку со смещением торцов в каждой секции осуществляют предварительное смещение определенного количества, слоев по плоскости их прилегания. Величина смещения С определенного количества слоев сЯ в секции устанавливается несколько больше, чем область возможного разрушения многослойного корпуса. Согласно испытаниям на разрушения многослойных конструкций эта область находится в пределах /j 6°, Количество смещенных слоев и стыкуемых секциях (, где d - толщина листов, составляющих секцию, устанавливается из условия обеспечения простоты и удобства сборки и сварки в условиях монтажа и может меняться. После сборки секций их изгибают по радиусу кривизны сосуда, а затем торцы МНОГОСЛОЙНЫХ секций оплавляют. Высота наплавленного слоя dj( зависит от последующих видов и способов сварки многослойных элементов между собой. В случае необходимости торцы полученных многослойных секций механически обрабатываются под сварку. После осуществления контрольной сборки частей, составляющих корпус, в заводских условиях секции маркируются, конструкция разбирается и транспортируется отдельными секциями к месту строительства - монтажа. В случае необходимости при создании конструкций значительных габаритов на монтаже производят укрупнение секций (две-три и более) в блоки. Укрупнение в блоки осуществляется в специальном приспособлении типа ложемент с помощью последовательной сварки краев многослойных секций смещенными швами в нижнем положении. Максимальный размер укрупнения элементов в блоки устанавливается, исходя из удобства монтажа и возможностей подъемно-транспортных средств, например, до половины, третинок, четвертинок и т.п., образующих ту или иную часть корпуса сосуда (трубы). Окончательная сборка конструкции осуществляется из укрупненных элементов-блоков непосредственно на месте монтажа с помощью сварки блоков между .собой известными способами. Требуемое смещение торцов в секции может быть получено до или после операции по приданию элементам требуемой кривизны известными способами деформирования . Предлагаемым способом изготовлены и испытаны экспериментальные модели негабаритных многослойных конструкций двух типов.
Т тип. Многослойный сосуд с внутренним диаметром 780 мм, толщиной стенки 24 мм (4 мм 6 слоев), состоящий из цилиндрической части (трубы) диаметром 780 мм, длиной 2000 мм и сферических днищ 390 мм.
П тип. Шаровой резервуар внутренним диаметром 1200 мм, толщиной стенки 24 мм (4 мм 6 слоев), состоящий из двух полусфер,
цилиндрическая часть сосуд а (трубы) составлена из четырех однотипных многослойных секций размером ЮООх х1250х24 мм со смещением трех слоев по краям на 100 мм,
Сферическая часть - днище (резервуара, сосуда) составлена из пяти однотипных многослойных секций-сегментов соответствующего размера.
Данный способ изготовления сверхнегабаритных конструкций из удобных для транспортирования многослойных секций со сдвигом по краям снимает ограничения по условиям транспортировки и позволяет изготавливать сосуды высокого давления неограниченных размеров с повьлшенной эксплуатационной надежностью; обеспечивает возможность применения освоенных высококачественных тонколистовых сталей повышенной прочности, снижающих вес и трудоемкость изготовления; не требует затрат на разработку, создание специального оборудования и подъемнотранспортных средств, а также строительства специализированных заводов; полностью исключает круговую механическую обработку элементов корпуса при его изготовлении; позволяет осуществить контрольную сборку корпуса или его часте1Я в условиях завода; поволяет не менее чем в два раза по
сравнению с монолитными швами уменьишть объем сварочных работ на монтаже и обеспечить требуемый контроль качества швов; позволяет сократить цикл изготовления корпусов высокого давления на монтаже.
Формула изобретения
1.Способ изготовления сверхнегаба0ритных многослойных корпусов сосудов высокого давления и труб, при котором из отдельных листов собирают многослойные секции, изгибают их по радиусу кривизны сосуда, а затем сваривают
5 между собой, отличающийся тем, что, с целью повышения прюизводительности путем сокращения времени на сборочно-еварочные работы при монтаже и повышения надежности изделия, при сборке многослойных секций часть
0 слоев сдвигают относительно остальных с образованием уступов по свариваемым торцам.
2.Способ по п. 1, отличающий, с я тем, что перед сваркой
5 торцы многослойных секций оплавляют.
3,Способ по п. 1, отличающийся тем, что при сборке часть слоев сдвигают относительно остальных в двух взаимно перпендикулярных нап0равлениях.
Источники информации, принятые во внимание при экспертизе
1.Патент США 2 .480 , 369,кл.24-446,
5 1949.
2.Авторское свидетельство СССР № 341284, кл. В 21D 51/24, 1969.
. 3. Патент США ti 3052021. кл. 29-471-1, 1956 (прототип).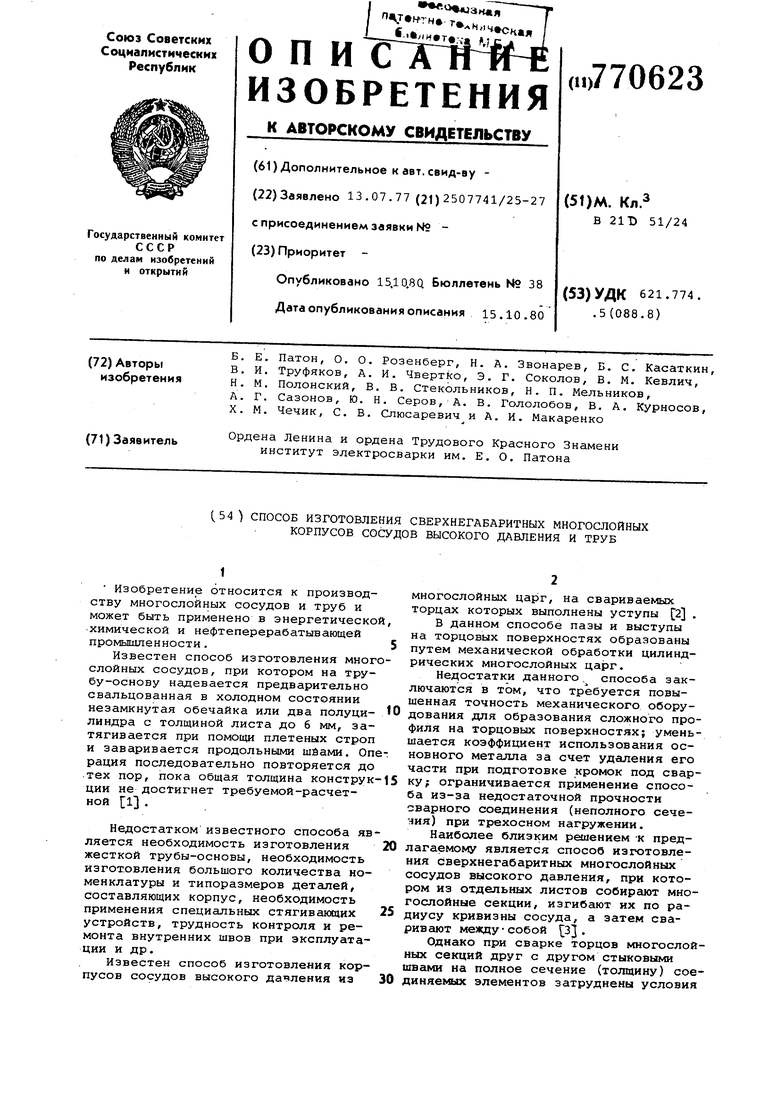
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многослойных корпусов сосудов и труб | 1981 |
|
SU1013059A1 |
| Способ изготовления крупногабаритных плоских секций | 1981 |
|
SU967742A1 |
| Способ контактной стыковой сварки оплавлением | 1986 |
|
SU1409431A1 |
| Способ изготовления сферических многослойных сосудов | 1976 |
|
SU749510A1 |
| Способ поточного производства многослойных труб | 1977 |
|
SU1269903A1 |
| Способ контактной стыковой сварки оплавлением разнотолщинных деталей | 1983 |
|
SU1094697A1 |
| Способ контактной стыковой сварки оплавлением деталей различной толщины | 1981 |
|
SU990455A1 |
| Способ контактной стыковой сварки оплавлением | 1981 |
|
SU1000196A1 |
| Способ изготовления заготовок днища и кровли | 1982 |
|
SU1026907A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ | 2012 |
|
RU2510784C1 |