(54) СПОСОБ хонингселния
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разжима брусков хона | 1983 |
|
SU1106644A2 |
| Способ хонингования гильз цилиндров двигателей внутреннего сгорания | 1988 |
|
SU1611706A1 |
| ХОНИНГОВАЛЬНЫЙ СТАНОК | 2009 |
|
RU2424102C2 |
| Устройство для разжима брусков хона | 1977 |
|
SU722741A2 |
| МЕХАНИЗМ РАЗЖИМА БРУСКОВ ХОНИНГОВАЛЬНОГО СТАНКА | 1990 |
|
RU2009860C1 |
| Горизонтально-хонинговальный станок | 1988 |
|
SU1611708A1 |
| Хонинговальная головка | 1990 |
|
SU1743821A1 |
| Устройство для хонингования длинномерных цилиндров | 1988 |
|
SU1604576A1 |
| Способ хонингования | 1991 |
|
SU1781012A1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1996 |
|
RU2108902C1 |
I
Изобретение относится к металлооТЗ работке и может быть использовано при хонинговании преимущественно алмазированными брусками.
Известны способы хонингования, при Которых осуществляют дозированную радиальную Подачу брусков i.
Недостатки таких способов - низкая производительность обработки.
Цель изобретения - повышение производительности обработки путем установки максимально допустимой радиальной Подачи.
Поставленная цель достигается тем, что замеряют фактическую радиальную подачу брусков, сравнивают ее с установленной дозированной, после чего последнюю настраивают до наибольшей величины, при которой она еще совпадает с фактической.
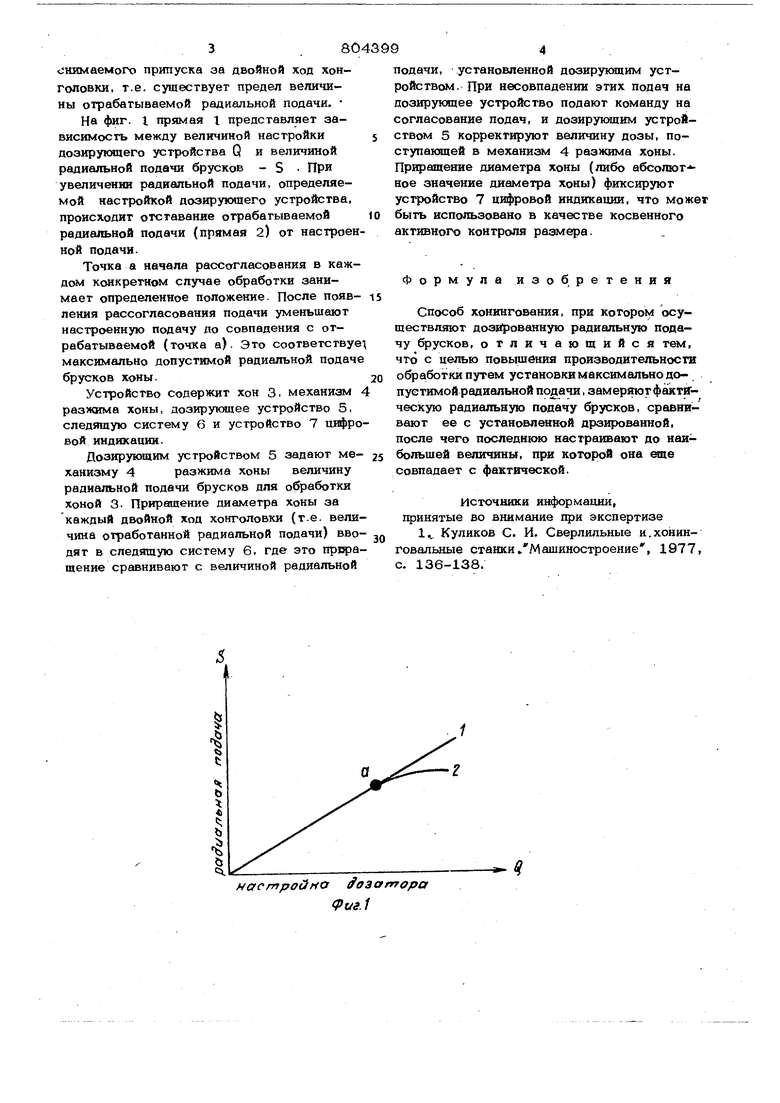
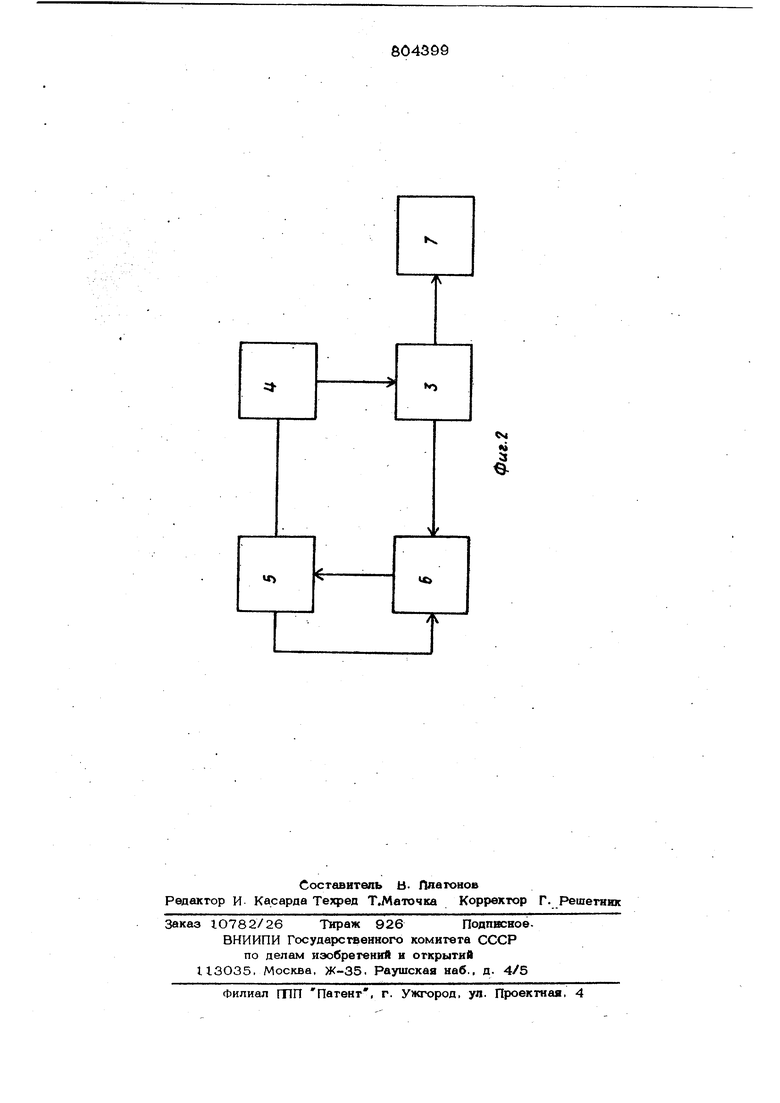
На фиг. I изображена зависимость между величиной настройки дозирующего устройства и величиной радиальной подачв; на фиг. 2 - блок-схема устройства
В процессе хонингования алмазирован ными брусками с использованием дозированной подачи величина радиальной подачи брусков устанавливается настройкой дозирующего устройства. При этом фактически отрабатьгааемая радиальная подача может оказаться либо равной, либо меньшей, чем величина настроенной подачи . Подачи окажутся равными, если за каждый двойной ход хонголовки будет сниматься весь припуск металла, соог- . ветствующий величине настроенной радиальной Подачи. Фактическая подача окажется меньше настроенной в том случае, если за двойной ход хонголовки не будет
S снят весь припуск, соответствующий величине радиальной подачи, установленной дозирующим устройством. Это вызвано тем, что в каждом конкретном случае (при данной жесткости системы СПИД,
0 материале брусков и обрабатываемой детали, составе СОЖ, частоте вращения хоны и числе брусков, давлении разжима хоны) существует предел величины
снимаемого припуска за двойной ход хон- головки, т.е. существует предел величины отрабатываемой радиальной подачи. На фиг. I прямая I представляет зависимость между величиной настройки дозирующего устройства Q и величиной радиальной подачи брусков - S При увеличении радиальной подачи, определяемой настройкой дозирующего устройства, происходит отставание отрабатываемой радиальной подачи (прямая 2) от настроенной подачи.
Точка а начала рассогласования в каждом конкретном случае обработки занимает определенное положение После появления рассогласования подачи уменьшают настроенную подачу до совпадения с отрабатываемой (точка а). Это соответствуе максимально допустимой радиальной подаче брусков хоны.
Устройство содержит хон 3, механизм 4 разжима хоны, дозирукицее устройство 5, следящую систему 6 и устройство 7 пифровой индикации.
Дозирующим устройством 5 задают механизму 4разжима хоны величину
радиальной подачи брусков для обработки хоной 3. Приращение диаметра хоны за каждый двойной ход хонголовки (т.е. величина отработанной радиальной подачи) вводят в следящую систему 6, где это првращение сравнивают с величиной радиальной
настройно Дозатора fpag.l
подачи, установленной дозирукниим устройством. При несовпадении этих подач на дозирующее устройство подают команду на согласование подач, и дозирукяоим устройством 5 корректируют величину дозы, поступающей в механизм 4 разжима хоны. Приращение диаметра хоны (либо абсолютное значение диаметра хоны) фиксируют устройство 7 цифровой индикации, что мож быть использовано в качестве косвенного активного контроля размера.
Формула изобретения
Способ хонингования, при котором осуществляют дози рованную радиальную подачу брусков, отличающийся тем, что с целью повьпибния производительности обработки путем установки максимально допустимой радиальной подачи, замер{потфактягческую радиальную подачу брусков, сравнивают ее с установленной дрзированной, после чего последнюю настраивают до наибольшей величины, при которой она еще совпадает с фактической.
Источники информации, принятые во внимание при экспертизе
Iv Куликов С. И. Сверлильные и.хонинговальные станки Машиностроение, 1977, с. 136-138.
ir
CS4
«i
«o
