Изобретение относится к машиностроению и может быть использовано при окончательной обработке точных отверстий.
Известна хонинговальная головка [1], содержащая корпус, несущий колодки с абразивными брусками, разжимные элементы, установленные с возможностью взаимодействия с колодками брусков, разжимной шток, при осевом перемещении которого разжимные элементы, контактирующие с конической поверхностью разжимного штока концом и с колодками другим концом, имеют возможность перемещаться в направлении, перпендикулярном оси хонинговальной головки, прижимая тем самым абразивные бруски к обрабатываемой поверхности. Осевым перемещением разжимного штока можно только регулировать величину давления прижима абразивных брусков к обрабатываемой поверхности.
Однако в процессе хонингования данной головкой возможны случаи резания абразивными зернами по ранее сформированным ими же рискам-царапинам. В результате происходит углубление отдельных рисок-царапин, что значительно ухудшает качество обработанной поверхности.
Известна хонинговальная головка [2] с дополнительным возвратно-вращательным движением режущих элементов, содержащая корпус, разжимные элементы, разжимной шток, но абразивно-алмазным режущим элементам, выполненным в виде короткого цилиндра со сферической рабочей поверхностью, наряду с вращательным и возвратно-поступательным движениями, присущими обычному процессу хонингования, сообщают принудительное возвратно-вращательное движение вокруг своей оси, перпендикулярно оси обрабатываемого отверстия. При этом каждое алмазное зерно режущего элемента наряду с постоянным изменением расположения в направлении движения инструмента имеет свою, неповторяемую другими, траекторию движения.
Однако данная конструкция хонинговальной головки содержит очень большое количество дополнительных элементов и устройств, сообщающих абразивно-алмазным режущим элементам принудительное возвратно-вращательное движение, что значительно усложняет и удорожает хонголовку и снижает надежность ее работы.
Кроме того, незначительное улучшение качества поверхности сопровождается значительным уменьшением производительности обработки из-за резкого уменьшения числа режущих зерен, участвующих в резании.
Известна многорядная хонинговальная головка [3], рассмотренная в качестве прототипа, содержащая корпус, несущий колодки с абразивными брусками, разжимные элементы, установленные с возможностью взаимодействия с колодками брусков, разжимной шток и механизм независимого регулирования и фиксации каждого ряда брусков, причем корпус выполнен в виде набора обойм, установленных с возможностью осевого перемещения по наружной цилиндрической поверхности. Осевое перемещение брусков выполняется до обработки и необходимо лишь для удобства регулирования положения каждого ряда абразивных брусков.
Использование данной конструкции хонинговальной головки также не позволяет повысить качество обработанной поверхности, т.к. не исключает возможности попадания режущего зерна в предварительно прорезанную им же риску-царапину, и, соответственно, наличия на обработанной поверхности глубоких рисок-царапин.
Задачей изобретения является создание конструкции хонинговальной головки, позволяющей осуществить резание по принципу "неповторяющегося следа", что обеспечит повышение качества обработанной поверхности.
Техническим результатом изобретения является повышение качества обработанной поверхности.
Поставленный технический результат достигается тем, что хонинговальная головка содержит корпус, несущий колодки с абразивными брусками, разжимные элементы, установленные с возможностью взаимодействия с колодками брусков, разжимной шток и механизм осевого перемещения абразивных брусков, а последний выполнен в виде стакана в радиальных отверстиях которого на осях установлены с возможностью поворота вокруг осей поворотные планки, одним концом входящие в пазы колодок, а другим - в пазы разжимного штока с возможностью осевого перемещения колодок с брусками вверх при одновременном осевом перемещении разжимного штока вниз.
Таким образом, обеспечивается осевое перемещение колодок с абразивными брусками, что позволяет полностью исключить возможность попадания режущего зерна в предварительно прорезанную им же риску-царапину, что исключает появление на обработанной поверхности глубоких рисок и значительно улучшает качество обработанной поверхности.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах изобретения, позволил установить, что заявителем не обнаружен аналог, характеризующийся признаками, идентичными всем признакам изобретения, а определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности признаков аналога, позволило выявить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в предложенном объекте, изложенных в формуле изобретения.
Следовательно, изобретение соответствует требованию "новизна" по действующему законодательству.
Для проверки соответствия изобретения требованию изобретательского уровня заявитель провел дополнительный поиск известных решений с целью выявления признаков, совпадающих с отличительными от прототипа признаками изобретения, результаты которого показывают, что изобретение не следует для специалиста явным образом из известного уровня техники.
Следовательно, изобретение соответствует требованию "изобретательский уровень".
На чертеже изображен общий вид хонинговальной головки в разрезе.
Предлагаемая конструкция хонинговальной головки содержит корпус 1, несущий колодки 2 с абразивными брусками 3, разжимные элементы 4, установленные с возможностью взаимодействия с колодками 2 брусков 3, разжимной шток 5 и механизм осевого перемещения абразивных брусков 3, выполненный в виде стакана 6, в радиальных отверстиях которого на осях установлены с возможностью поворота вокруг осей поворотные планки 7, одним концом входящие в пазы колодки 2, а другим - в пазы разжимного штока 5 и осевого перемещения колодок 2 с брусками 3 вверх при одновременном осевом перемещения разжимного штока 5 вниз. Пружина 8 предназначена для возвращения колодок 2 в исходное положение после подъема разжимного штока 5.
Предлагаемая хонинговальная головка работает следующим образом.
После ввода хонинговальной головки в обрабатываемое отверстие включается вращение ее и возвратно-поступательное движение, после чего вступает в действие механизм разжима, осуществляющий радиальную дозированную подачу брусков 3. После каждого двойного хода хонинговальной головки механизм радиальной дозированной подачи перемещает разжимной шток 5 вдоль оси хонголовки вниз на определенную величину. При этом разжимной шток 5 воздействует на один конец поворотной планки 7, установленной на оси в радиальном отверстии стакана 6, заставляя ее поворачиваться вокруг этой оси, и при этом второй конец поворотной планки 7, установленный в пазу колодки 2, перемещаясь вверх, увлекает за собой колодку 2 с абразивным бруском 3, заставляя его перемещаться в осевом направлении вверх. После окончания обработки механизм разжима поднимает разжимной шток 5 вверх, поворачивает поворотные планки 7 и возвращает колодки 2 с абразивными брусками 3 в исходное положение.
Проводили сравнительные испытания при хонинговании деталей из стали 40Х в состоянии нормализации (Нв 229) хонголовкой, описанной в [1] и предложенной хонголовкой. Хонингование проводили при следующих режимах: скорость вращения - 3 м/мин, скорость возвратно-поступательного движения - 1,8 м/мин, дозированная радиальная подача - 0,05 мм/дв. ход, станок вертикально-хонинговальный модели 3820 Одесского завода фрезерных станков им. Кирова. После обработки партии втулок в количестве 50 шт. каждой хонголовкой втулки разрезались вдоль оси пополам и обрабатываемые поверхности подвергались осмотру подо микроскопом. Было установлено, что поверхности, обработанные известной хонголовкой [1] , имеют глубокие риски, покрывающие от 10 до 22% площади обработанной поверхности, что говорит о нарушении "зеркала" поверхности и снижении требуемого качества поверхности.
После обработки предлагаемой хонинговальной головкой глубокие риски на обработанных поверхностях покрывали от 0,5 до 3% всей площади втулок, что говорят о значительном повышении качества обработанных поверхностей.
Вышеизложенные сведения свидетельствуют о выполнении при использовании изобретения следующей совокупности условий:
средство, воплощающее изобретение при его осуществлении предназначено для использования в промышленности, а именно для окончательной обработки точных отверстий;
для изобретения в том виде, как оно охарактеризовано в формуле изобретения, подтверждена возможность его осуществления с помощью вышеописанных в заявке средств;
средство, воплощающее изобретение при его осуществлении способно обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, изобретение соответствует требованию "промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОЛОВКА ДЛЯ ОБРАБОТКИ ВНУТРЕННЕЙ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ | 1999 |
|
RU2155124C1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1999 |
|
RU2155125C1 |
| СПОСОБ ХОНИНГОВАНИЯ | 1999 |
|
RU2155123C1 |
| Хонинговальная головка | 1985 |
|
SU1355463A1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 1998 |
|
RU2146593C1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ АЛМАЗНЫМИ БРУСКАМИ ГЛУХИХ ОТВЕРСТИЙ С ОКНАМИ И ХРОМОВЫМ ПОКРЫТИЕМ | 2001 |
|
RU2206441C2 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ С ГИДРОУДАРОМ | 2001 |
|
RU2192954C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ С ГИДРОУДАРОМ | 2001 |
|
RU2192955C1 |
| СПОСОБ ХОНИНГОВАНИЯ КОНИЧЕСКИХ ОТВЕРСТИЙ | 2004 |
|
RU2270747C1 |
| Хонинговальная головка | 1988 |
|
SU1604577A1 |
Использование: хонинговальная головка предназначена для окончательной обработки точных отверстий. Она содержит корпус 1, несущий колодки 2 с абразивными брусками 3, разжимные элементы, установленные с возможностью взаимодействия с колодками 2 брусков 3, разжимной шток 5 и механизм осевого перемещения абразивных брусков 3. Последний выполнен в виде стакана 6, в радиальных отверстиях которого на осях установлены поворотные планки 7. Одни концы планок входят в пазы колодок 3, а другие - в пазы разжимного штока 5. Планки установлены на осях с возможностью поворота и сообщения осевого перемещения колодкам 2 с брусками 3 вверх при одновременном осевом перемещении разжимного штока 5 вниз. 1 ил.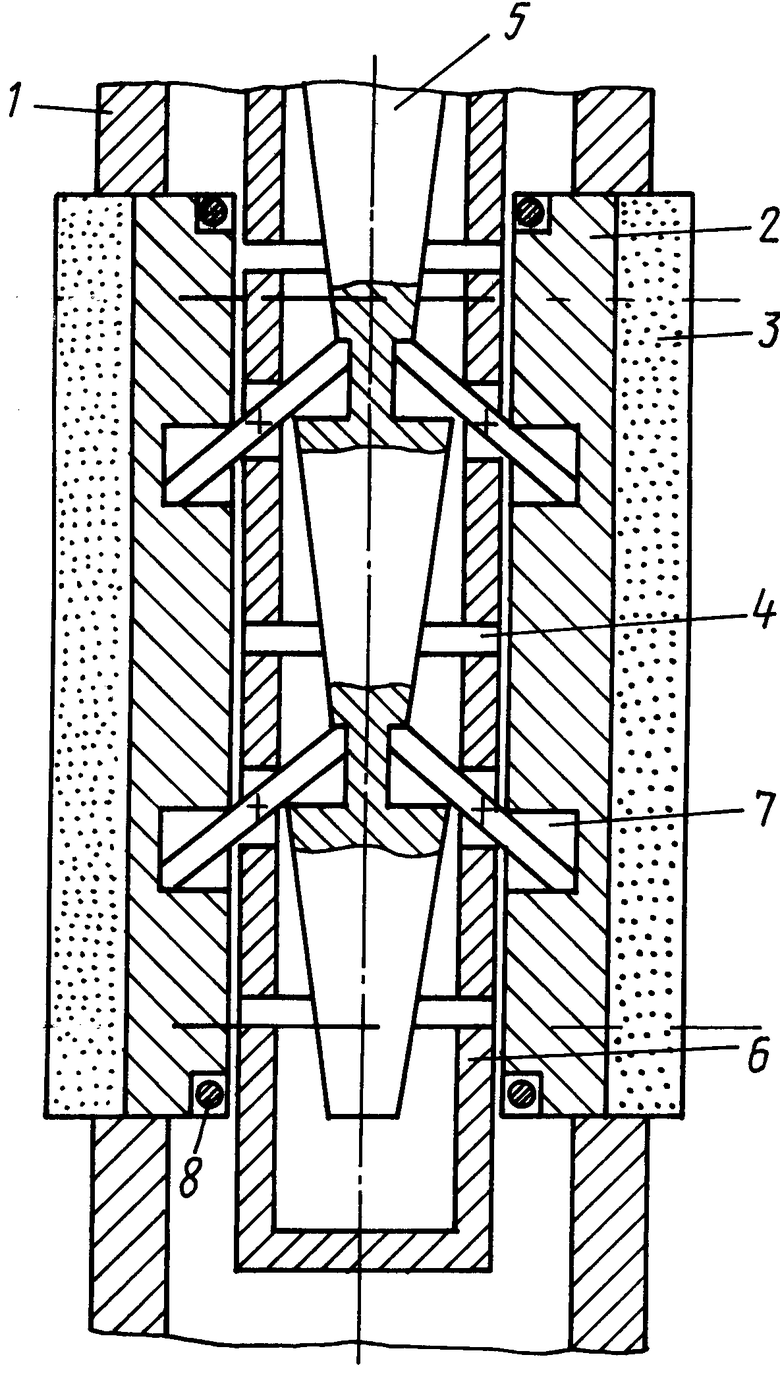
Хонинговальная головка, содержащая корпус, несущий колодки с абразивными брусками, разжимные элементы, установленные с возможностью взаимодействия с колодками брусков, разжимной шток и механизм осевого перемещения абразивных брусков, отличающаяся тем, что механизм осевого перемещения абразивных брусков выполнен в виде стакана, в радиальных отверстиях которого на осях установлены с возможностью поворота вокруг осей поворотные планки, одним концом входящие в пазы колодок, а другим - в пазы разжимного штока, и осевого перемещения колодок с брусками вверх при одновременном осевом перемещении разжимного штока вниз.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Куликов С.И | |||
| и др | |||
| Прогрессивные методы хонингования | |||
| - М.: Машиностроение, 1983, с | |||
| Способ обделки поверхностей приборов отопления с целью увеличения теплоотдачи | 1919 |
|
SU135A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Бабаев С.Г | |||
| и др | |||
| Алмазное хонингование глубоких и точных отверстий | |||
| - М.: Машиностроение, 1978 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| SU, авторское свидетельство, 1220757, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
