Изобретение относится к машиностроению.
Известен хонинговальный станок, содержащий механизмы вращательного и возвратно-поступательного движения хонинговальной головки, механизм разжима ее брусков, шток которого связан с толкателем, несущим конус разжима брусков, и систему управления станком с электрической цепью, включающей реле времени, задающее продолжительность работы станка в зависимости от припуска на обработку и обеспечивающее его отключение [1].
Этот станок имеет низкую производительность из-за сложности перемещения блоков на стол станка.
Задача изобретения - увеличение производительности и снижение трудоемкости обработки.
Технический результат достигается за счет облегченной доставки хонингуемого блока на стол станка.
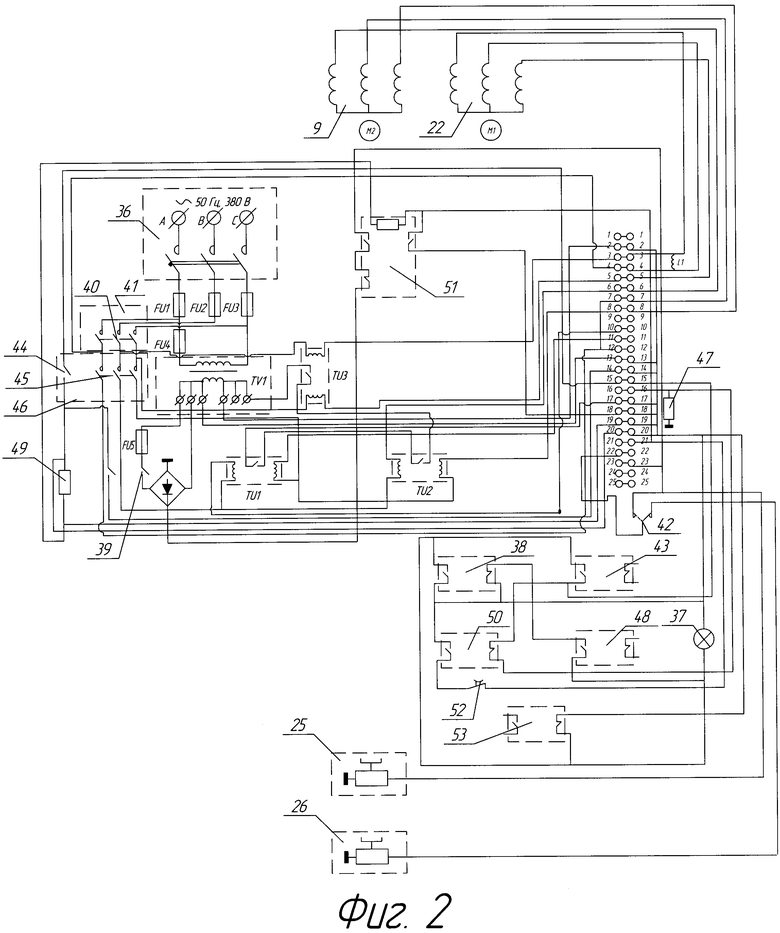
На фиг.1 дана кинематическая схема хонинговального станка.
На шпинделе 1 закреплена служащая для обработки детали 2 хонинговальная головка 3, бруски 4 которой своими наклонными поверхностями находятся в постоянном контакте с конусом 5 толкателя 6. Верхний конец толкателя 6 соединен со штоком 7 пневмокамеры 8.
Вращательное движение шпинделя 1 осуществляется от электродвигателя 9 через вариатор 10, 11, через конические шестерни 12 и 13, шлицевой вал 14, цилиндрические шестерни 15, 16, 17. При этом скорость вращения хонинговальной головки регулируют на ходу при помощи рукоятки 18 через винт 19, гайку 20, закрепленную поводком 21 со шкивом вариатора 11.
Вертикально-поступательное движение хонинговальной головки осуществляется от электродвигателя 22 через клиноременную передачу 23 на коническую шестерню 24. Затем в зависимости от включения электромагнитных муфт (25 или 26) получается правое или левое вращение шестерни 27, которая через червяк 28 входит в зацепление с рейкой ползуна 29 и перемещает вверх и вниз хонинговальную головку. Скорость вертикально-поступательного движения хонинговальной головки изменяется при помощи сменных шестерен 30 и 31, устанавливаемых на валах 32 и 33. Величина рабочего перемещения ползуна 29 регулируется смещением упоров 34 по кольцевой канавке шестерни 35.
Обрабатываемая деталь 2 поступает в зону обработки, бруски 4 хонинговальной головки 3 вводят в обрабатываемое отверстие детали 2. В пневмокамеру 8 подается воздух, шток 7 движется вниз, перемещая толкатель 6, который в свою очередь через конус 5 разжимает бруски 4. Далее шпинделю 1 сообщается одновременно вращательное и вертикальное движение от электродвигателей 9 и 22.
Воздух в пневмокамеру 8 подается из центральной сети, если станок устанавливается на крупном ремонтном предприятии, либо от стационарного компрессора, если это небольшая ремонтная мастерская. Давление воздуха в пневмокамере 8 выбирается в зависимости от режима обработки и регулируется по манометру при помощи вентиля (не показаны).
Процесс хонингования заканчивается от реле времени при снятии определенного припуска на обработку.
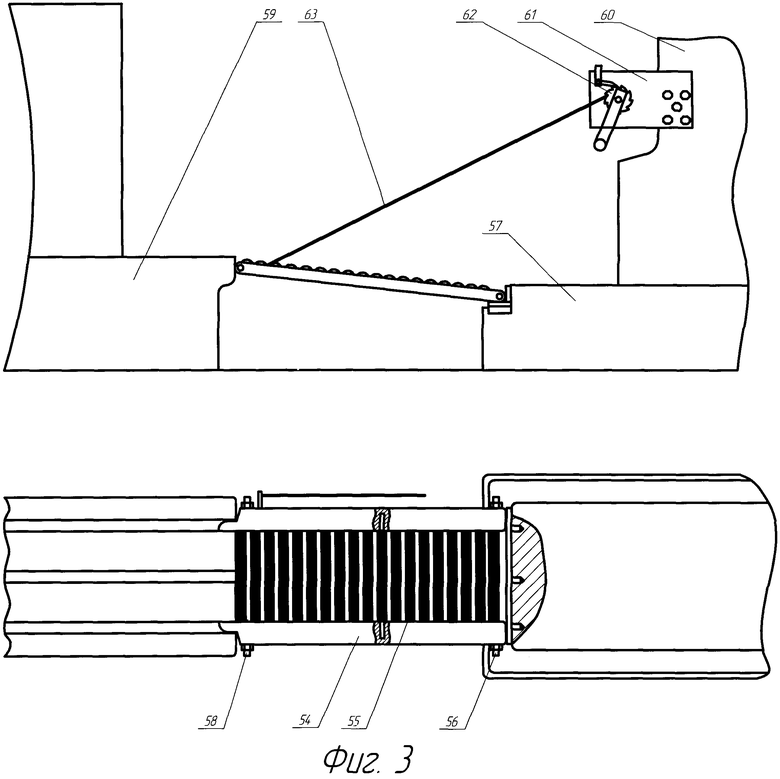
На фиг.2 показана монтажная электрическая схема станка.
Включением автоматического выключателя 36 подается напряжение сети на электросхему станка. При этом загорается сигнальная лампа. 37 на пульте управления. Нажатием кнопки 38 «Ввод хоны» замыкаются блок - контакт 39 и силовые замыкающие контакты 40 первого магнитного пускателя 41, что приводит к запуску электродвигателя 22, обеспечивающий возвратно-поступательное движение хонголовки. В это же время переключатель 42 подключает электромагнитную муфту 25, которая обеспечивает опускание ползуна вниз. Происходит подвод хонинговальной головки к обрабатываемому изделию. При отпускании кнопки цепь размыкается.
Нажатием кнопки 43 «Шпиндель пуск» замыкаются блок - контакт 44 и силовые замыкающие контакты 45 второго магнитного пускателя 46, тем самым запуская электродвигатель 9, который обеспечивает вращательное движение хонголовки. При отпускании кнопки цепь удерживается катушкой 47 магнитного пускателя 46.
Нажатием кнопки 48 «Подача пуск» происходят те же действия, что и при нажатии кнопки 38 «Ввод хоны». При отпускании кнопки цепь удерживается катушкой 49 магнитного пускателя 41.
Процесс хонингования осуществляется нажатием одновременно двух кнопок: кнопки 43 «Шпиндель пуск» и кнопки 48 «Подача пуск». Происходит вращательное и возвратно-поступательное движение хонинговальной головки. В зависимости от положения переключателя 42, включена муфта 25 или муфта 26.
По окончании хонингования необходимо нажать кнопку 50 «Конец цикла». При этом включается реле 51, которое разрывает цепи вращательного и поступательного движения хонголовки и включит электромагнитную муфту 26. Ползун поднимается вверх до упора и станок останавливается.
После начала процесса хонингования включается реле времени 52, установленное на кнопку 50 «Конец цикла», которым задается продолжительность работы станка, которая зависит от припуска на обработку. По истечении заданного промежутка времени станок самостоятельно отключается.
Экстренная остановка станка осуществляется кнопкой 53 «Общий стоп», которая разрывает цепи вращательного и поступательного движения.
Технологический процесс восстановления цилиндров связан с такими операциями, как растачивание и хонингование. После расточки блоки приходится перемещать со стола расточного станка на стол хонинговального станка, используя подъемно-транспортное оборудование или вручную.
Поэтому предлагается устройство, обеспечивающее безопасное и легкое перемещение блоков двигателей от расточного станка к хонинговальному станку. При этом отпадает необходимость в подъемно-транспортном оборудовании и увеличивается производительность труда.
На фиг.3 изображено описываемое устройство.
Рольганг изготовлен из двух металлических брусьев 54, в которых просверлены отверстия под пальцы роликов 55. Длина рольганга и количество роликов 55 в нем зависит от расстояния между станками, а ширина от модели расточного станка.
Для удобства рольганг выполняется подъемным. Одна сторона брусьев находится на оси 56, которая приварена на уголок, крепящийся к столу хонинговального станка 57. Другая сторона брусьев стянута шпилькой 58 и концы брусьев входят в пазы стола 59 расточного станка. К тумбе 60 хонинговального станка прикреплена пластина 61, на которой установлена лебедка 62, поднимающая посредством троса 63 один конец рольганга в вертикальное положение.
Когда необходимо переместить блок со стола 59 расточного станка на стол 57 хонинговального станка, то один конец рольганга опускается лебедкой 62, брусья 54 входят в пазы стола 59 станка и блок по роликам 55 свободно перемещается с одного стола на другой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ | 1992 |
|
RU2036775C1 |
| Хонинговальная головка | 1990 |
|
SU1781011A1 |
| Способ хонингования гильз цилиндров двигателей внутреннего сгорания | 1988 |
|
SU1611706A1 |
| Хонинговальный станок | 1976 |
|
SU603571A1 |
| Хонинговальный станок | 1988 |
|
SU1682138A1 |
| Станок для хонингования шлицевых отверстий | 1972 |
|
SU484974A1 |
| СПОСОБ ХОНИНГОВАНИЯ | 1999 |
|
RU2155123C1 |
| СПОСОБ ХОНИНГОВАНИЯ КОНИЧЕСКИХ ОТВЕРСТИЙ | 2004 |
|
RU2270747C1 |
| Механизм разжима брусков хонинговального станка | 2015 |
|
RU2617186C2 |
| Устройство для электрохимических процессов нанесения и съема металла | 1981 |
|
SU952501A1 |
Изобретение относится к области машиностроения и может быть использовано при производстве хонинговального станка. Он содержит хонинговальную головку с механизмами вращательного и возвратно-поступательного движения и механизмом разжима ее брусков. Шток последнего связан с толкателем, несущим конус разжима брусков. Предусмотрена система управления станком с электрической цепью, включающей реле времени, задающее продолжительность работы станка в зависимости от припуска на обработку с обеспечением его отключения. Механизм разжима брусков выполнен в виде пневмокамеры. Стол станка снабжен рольгангом для перемещения на него обрабатываемых блоков двигателей, который установлен с возможностью подъема в вертикальное положение. В результате повышается производительность обработки и снижается ее трудоемкость. 3 ил.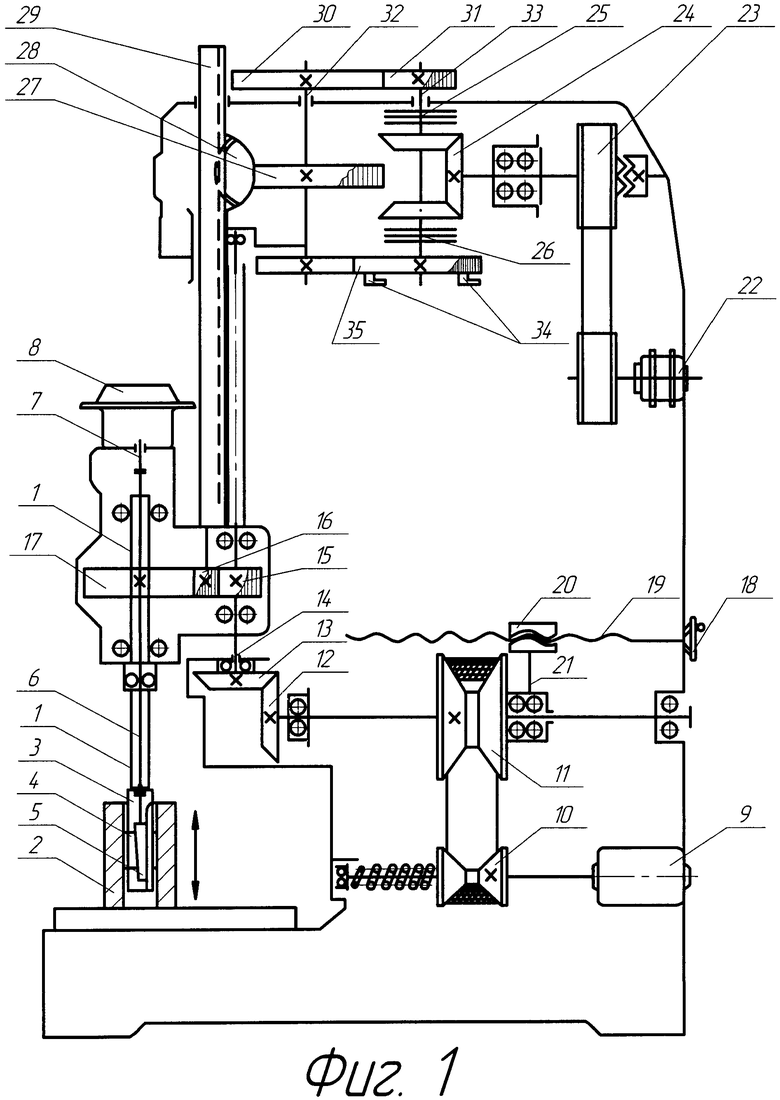
Хонинговальный станок, содержащий механизмы вращательного и возвратно-поступательного движения хонинговальной головки, механизм разжима ее брусков, шток которого связан с толкателем, несущим конус разжима брусков, и систему управления станком с электрической цепью, включающей реле времени, задающее продолжительность работы станка в зависимости от припуска на обработку и обеспечивающее его отключение, отличающийся тем, что механизм разжима брусков выполнен в виде пневмокамеры, а стол станка снабжен рольгангом для перемещения на него обрабатываемых блоков двигателей, который установлен с возможностью подъема в вертикальное положение.
| RU 2062368 C1, 20.06.1996 | |||
| ХОНИНПОВАЛЬНАЯ ГОЛОВКА | 0 |
|
SU211348A1 |
| Слонимский В.И | |||
| Теория и практика бесцентрового шлифования | |||
| - М.-Л.: Машгиз, 1952, с.222, фиг.116 | |||
| Поточная линия с последовательно параллельным расположением станков | 1976 |
|
SU649546A1 |
| Автоматическая поточная линия для производства кольцевых изделий | 1985 |
|
SU1337237A1 |
| Фотоэлектрический рефрактометр | 1956 |
|
SU118392A1 |

