Изобретение относится к строительному производству, в частности к оборудованию для изготовления крупногабаритных железобетонных изделий.
Цель изобретения - снижение трудоемкости при распалубке изделия.
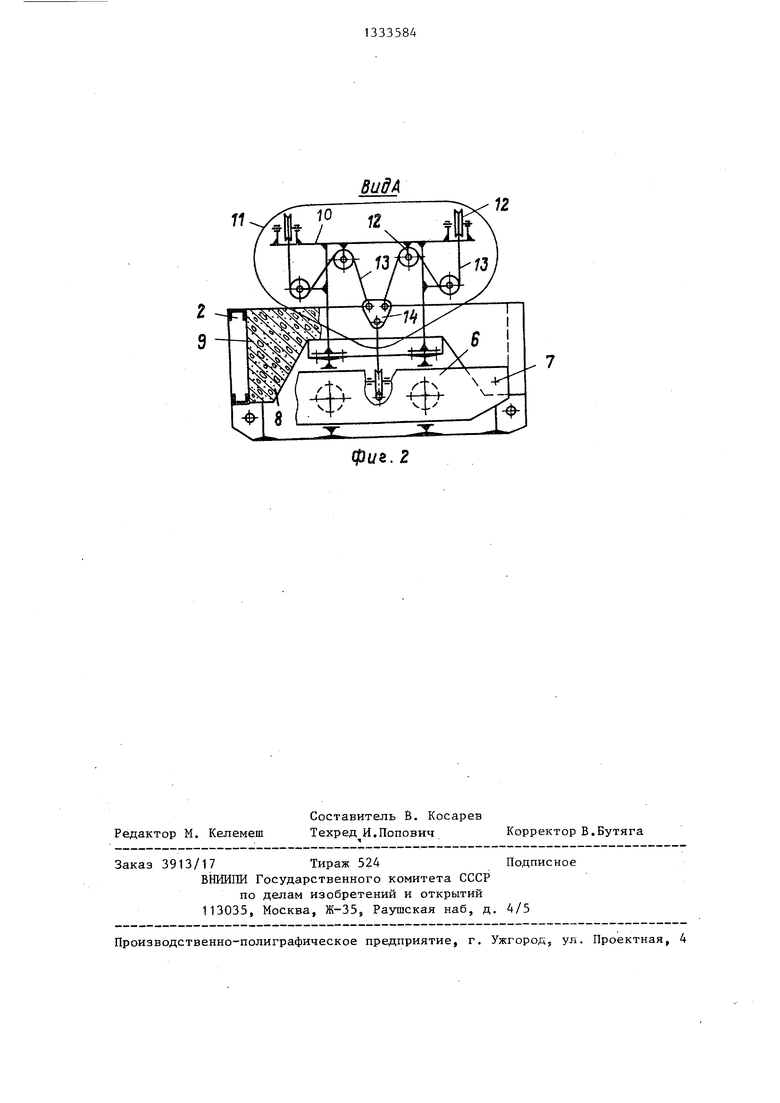
На фиг, 1 изображена форма, общий вид; на фиг. 2 - вид А на фиг.
Форма для изготовления железобе- тонных изделий состоит из поддона 1, продольных откидных бортов 2 и съемных торцовых бортов 3. На концах поддона 1 установлены горизонтальные гидроцилиндры 4 и предусмотрены на- правляющие 5 для траверсы 6, На концах траверсы 6 закреплены захваты 7 для натяжения арматуры 8 изделия 9. На концах поддона 1 также установлены кронштейны 10, на которых кре- пятся два канатных механизма 11, состоящие из блоков 12, канатов 13, уравнительного звена 14 и канатов 15о
Одни концы канатов 13 подсоеди- няются к уравнительному звену 14, которое посредством каната 15 соединяется с траверсой 6. Другие концы канатов 13 соединяются со строповочными петлями 16 изделия 9 для отрыва его от поддона 1.
Винт 17 служит для фиксации положения траверсы 6 после натяжения арматуры, винт 18 - для возврата траверсы 6 в исходное положение, есл гидроцилиндр 4 одностороннего действия,
Для изготовления железобетонных изделий с преднапряженной арматурой в форму закладывается арматура 8, затем ее концы через захваты (не показаны) подсоединяются к траверсе 6. Канат 15 отсоединен от траверсы 6, винты 17 и 18 освобождены. Затем включаются гидроцилиндры 4, которые перемещают траверсу 6, и происходит натяжение арматуры 8, после чего траверса фиксируется при помощи винтов 17.
Форму заполняют бетоном и подвер- гают вибрации. Верхняя поверхносты- изделия 9 образуется при помощи
виброрейки (не показана), затем изделие подвергают термообработке, после чего обрезают концы арматуры.8 отбрасывают продольные борта 2 и. удаляют торцовые борта 3. Винты 17 освобождают и возвращают траверсу 6 в исходное положение при помощи гидроцилиндра 4, если он двухстороннего действия, или при помощи винта 18, если гидроцилиндр 4 одностороннего действия. Далее канаты 13 соединяютс со строповочными петлями 16 изделия 9, а канат 15 - с траверсой 6. После чего включаются гидроцилиндры 4. Изделие 9 отрывается и приподнимаетс от поддона 1 при помощи гидроцилиндров 4 через каналы 13 и 15 и уравнительное звено 14.
Уравнительное звено 14 служит для равномерного отрыва изделия обои концов изделия, так как при отрыве от поддона одного из концов он не поднимается до тех пор, пока не оторвется другой конец изделия 9.
После отрыва изделия 9 и поднятия его над формой подкладываются бруски (не показаны), и изделие устанавливается на них обратным ходом гидроцилиндра 4, после чего строповочные петли 16 освобождаются от канатов 13„ Затем изделие 9,за строповочные петли 16 транспортируется при помощи крана на склад.
Формула изобретения
Форма для изготовления крупногабаритных железобетонных изделий, содержащая поддон с продольными и поперечными бортами и механизмы распалубки, отличающаяся тем, чтОл с целью снижения трудоемкости при распалубке изделия, каждый механизм распалубки выполнен в виде трособлочной системы, уравнительного звена, направляющих, траверсы и гидроцилиндра, расположен в торце поддона, траверса установлена в направляющих с возможностью перемещения и соединена с гидроцилиндром.
11
Редактор М. Келемеш
Составитель В. Косарев Техред И.Попович
Заказ 3913/17Тираж 524Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб, д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
ф4/г. 2
Корректор В.Бутяга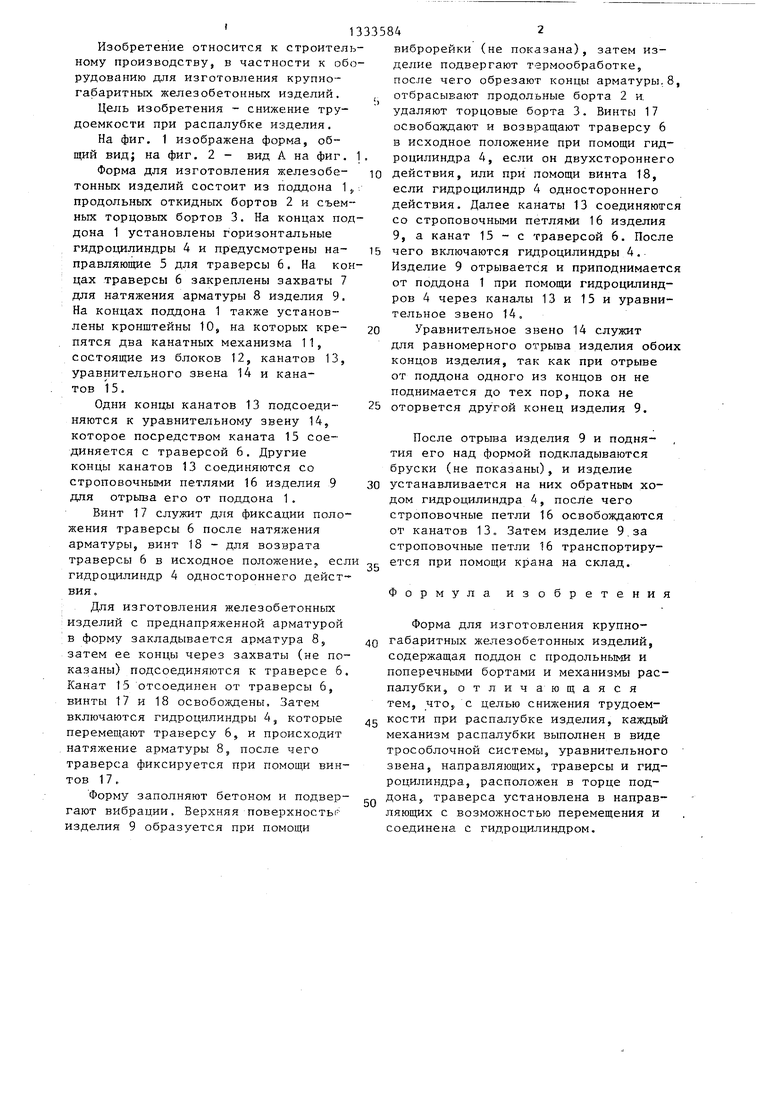
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления изделий из бетонных смесей | 1982 |
|
SU1094743A1 |
| Форма для изготовления изделий из бетонных смесей | 1981 |
|
SU1036546A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ МНОГОПУСТОТНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2101170C1 |
| Форма для изготовления железобетонных плит с преднапряженной арматурой | 1985 |
|
SU1454703A1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННОГО ЖЕЛЕЗОБЕТОННОГО ИЗДЕЛИЯ | 1968 |
|
SU218041A1 |
| Форма для изготовления предварительно напряженных газобетонных изделий | 1989 |
|
SU1645162A1 |
| Многоместная форма для изготовления изделий из строительной смеси | 1990 |
|
SU1726262A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОРАЗМЕРНЫХ РЕБРИСТЫХ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ | 1999 |
|
RU2154719C1 |
| Форма для изготовления изделий из бетонных смесей | 1984 |
|
SU1192997A1 |
| Устройство для сборки и разборки форм железобетонных изделий | 1987 |
|
SU1428588A2 |
Изобретение относится к строчтель- ному производству,в частности к оборудованию для изготовления крупногабаритных железобетонных изделий,Применение изобретения позволяет снизить трудоемкость при распалубке изделия благодаря тому, что механизмы распалубки выполнены в виде трособлоч- ной системы, уравнительного звена, направляющих 5, траверсы 6 и гидроцилиндра 4. При этом механизмы распалубки расположены в торцах поддона 1, а траверсы 6 установлены в направляющих 5 с возможностью перемещения и соединены с гидроцилиндрами 4. 2 Ил. СО фиг. 7 18 СО 00 00 сд 00 i( 15 /Направления перемещения тоаверсм
| Форма для изготовления изделий из бетонных смесей | 1983 |
|
SU1126445A2 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
